某帶吊車輕鋼廠房加固節點分析與施工研究
2020-08-05 06:53:22張永生安徽省建筑科學研究設計院安徽合肥230031
安徽建筑 2020年7期
張永生 (安徽省建筑科學研究設計院,安徽 合肥 230031)
1 引言
隨著我國鋼結構設計與加工技術的迅猛發展,鋼結構由于其工廠加工工業化程度不斷提高,可以準確快速裝配及節能、環保,同時已建成的鋼結構易于拆卸、加固與改造等特點,逐漸被我國認可并廣泛推廣應用于工業廠房、鋼結構住宅及大型體育場館等領域。缺陷處理,混凝土結構的加固日趨成熟,鋼結構的加固特別是節點加固處理文獻較少。本文針對某帶吊車輕鋼廠房出現的難點進行分析與研究,對鋼結構節點的加固處理提出個人見解與認識。
2 項目改造的加固技術難點
本文針對合肥經開區某面積約9000m2的三連24m跨、榀距7.5m的單層現有門剛結構廠房進行升級改造,項目改造的加固技術難點如下。
①屋面面積較大、形狀規整,業主增加光伏有效利用綠色太陽能,推動光伏產業化發展的意愿明顯,但輕鋼屋面現狀采用C型簡支檁條,無法滿足增加光伏荷載的結構承載及變形要求。
②業主前期為考慮后期業務擴展及建設時期資金壓力,原廠房只預留牛腿(未安裝吊車梁),現為加工發展的需求準備啟用增加10噸行車及配套設計的吊車梁,但焊縫經現場檢測數據表明牛腿與柱上、下翼緣對接焊縫質量存在缺陷,無法滿足設計及使用要求。
3 項目改造的加固方案選擇
3.1 簡支C型檁條承載力不滿足時加固方案的選擇
簡支檁條加固方案通常有①改變檁條受力范圍:隔跨增設簡支檁條,減少單根檁條的受力荷載;②改變檁條的截面型式:通過改變檁條截面形成組合檁條或者桁架式空間檁條或者重新更換檁條,通過截面改變達到增強的作用。
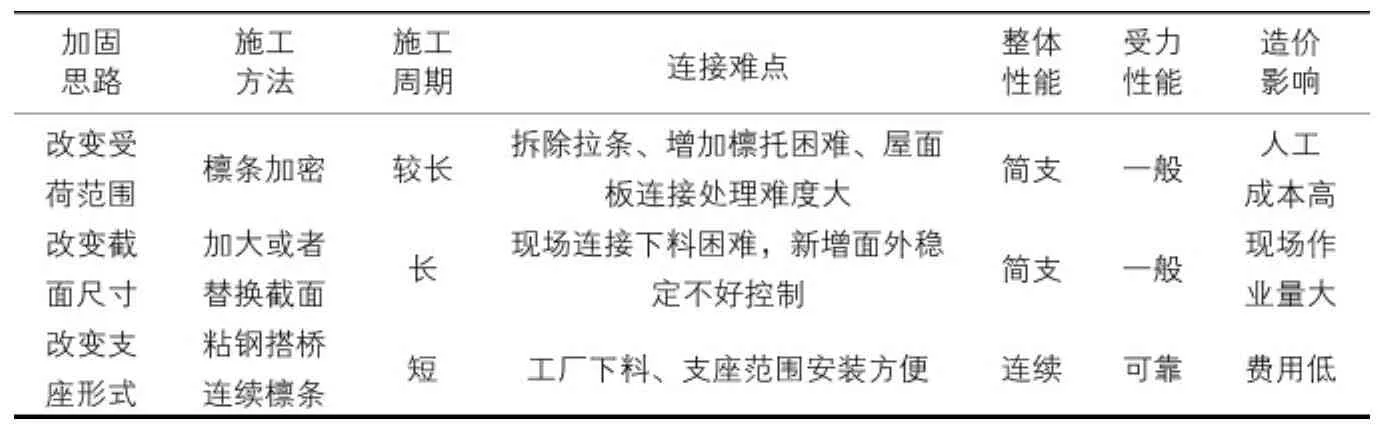
檁條加固方式對比分析 表1
通過對比分析(表1),業內常用采取檁條加密或者改變截面型式等加固方法不適用。
本項目通過借鑒Z型連續檁條支座搭接的思維,采取改變檁條的支座部位連接型式即粘鋼搭橋的方法進行加固(如圖1),形成連續性檁條。采取粘鋼搭橋的加固方法,通過在支座相應范圍內簡支檁條上、下部位分別粘鋼搭橋改變支座受力型式使得原C型檁條支座連續性明顯增強,來滿足本工程的屋面荷載增加的受力需求;施工時不需增加屋面板與檁條的連接、不需要移動原有檁條的位置,只需將原有屋面檁條支座處螺母依次松開,將新增加固件分別與原有檁條上、下部分粘鋼搭橋,同時在搭接端頭和支座處用螺栓增強固定即可完成改造加固形成連續受力。
3.2 牛腿與柱上、下翼緣對接焊縫質量缺陷加固方案選擇
由檢測提供數據由于牛腿翼緣焊縫未做清根處理,焊縫檢測質量存在缺陷,達不到二級對接焊縫的要求。
通常焊縫質量缺陷加固方法:①焊縫缺陷返修,原則上同一部位的焊縫不超過兩次;②局部加厚翼緣或者加寬翼緣或者翼緣內、外側貼焊鋼板補強。
焊縫返修的返修速度慢,對去除缺陷(常用刨削、磨削等)、刨槽坡口形狀等對焊前焊縫質量及其焊接技能要求嚴格,同時在相同位置再次施焊容易對母材相應區域產生不利影響;局部加厚、加寬翼緣等方法對原有焊縫缺陷問題依然未解決,會影響連接的力學性能、疲勞使用壽命,接頭容易產生應力集中。
由于常規辦法無法滿足吊車梁牛腿與柱翼緣的焊縫要求。結合吊車具體設備廠家提供的吊車技術參數對凈空進行碰撞精準推算,牛腿上部尚有450mm的富裕尺寸(除去規范要求吊車設備外形最頂端與門剛梁底部凈空要求300mm外,還有150mm高度空間可以利用)。本項目經反復論證采用上部加設T型截面加高牛腿重新焊接過渡、下翼緣采用焊縫返修或者局部加寬翼緣的加固方法來滿足牛腿的正常使用要求(如圖2),原上翼緣焊接僅作為安全儲備的方法在計算中不予考慮。
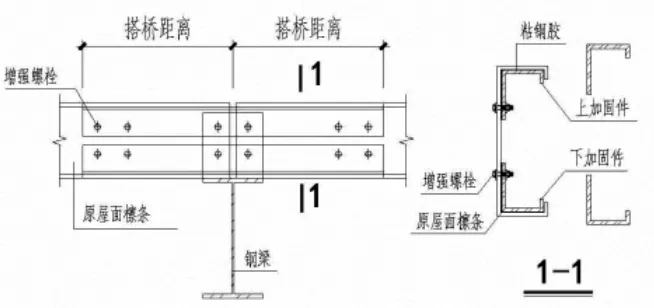
圖1 粘鋼檁條支座連接示意圖
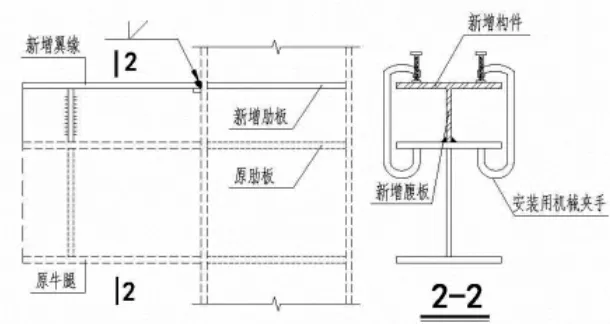
圖2 牛腿上翼緣加固圖
4 項目改造的設計與施工關鍵技術要求
4.1 粘鋼搭橋連續檁條設計要點與施工要點
4.1.1 設計計算要點
①基本要求:粘鋼搭橋連續檁條需要滿足現場檁條五跨及以上要求。由于本屋面為標準多跨共計17跨,連續效應明顯。
②承載能力及撓度變化特征:對于本廠房榀距即檁條跨度7.5m,采用粘鋼搭橋連續檁條的加固方法,經PKPM計算結果顯示,端跨跨中承載力無明顯提高,第二跨跨中及中間跨跨中承載力提高20%~30%,一般能滿足單獨增加光伏荷載或者噴淋荷載的要求。在荷載增加的情況下,撓度變形由于連續連接有利影響相對于簡支荷載作用下的變形顯著減小,觀感增強。
③應對措施:對于端跨由于端跨跨中彎矩以及效應無明顯增強,采取支座相關范圍粘鋼搭橋截面過渡的方式增強設計無法滿足本項目光伏端跨的安裝增加荷載的要求。本項目為減少檁條加固截面的多樣性,采取端跨通長粘鋼搭接相同跨中支座連接構件的方式來滿足改造加固的安全要求。
4.1.2 粘鋼搭橋連續檁條施工要點
①一般選用材質強度高一等級的B級以上鍍鋅鋼板加工而成,避免冷軋加工的彎折脆性同時增強新增構件在原支座處連接的節點受力性能。
②先拆卸受影響部位的直拉條、斜拉條及隅撐,同時采取必要措施固定檁條(防止側向失穩)。
③檁條檁托處打孔位置應與原檁條孔位置一致,同時原有檁條嵌套相關部位需現場打孔定位。
④采取必要措施臨時固定原檁條與檁托連接處再分別拆卸,用粘鋼膠粘接并加壓粘鋼搭橋檁條結構件并分別安裝上、下原支座檁托處的螺栓,最后再安裝增強螺栓。
⑤粘鋼搭橋完成后再安裝拉條及隅撐以達到張緊的效果,防止檁條扭轉。
4.2 牛腿加設上部T型截面翼緣對接設計施工要點
①為了便于施工,保證施工質量,保證對接焊縫充滿母材縫隙,根據鋼板翼緣厚度采取坡口形式;②剖口焊接方法需工廠精確設置;③縫下面需設一塊引弧板,防止熔化的金屬流淌,并使根部焊透,焊接完成后應切除。④焊縫焊接需要設置機械抓手臨時固定,同時設置合理的焊接工序以免現場焊接產生的收縮變形。
本項目自2017年改造施工投入使用已3年有余,目前加固節點經現場抽檢無明顯缺陷,廠房整體功能使用良好。
5 項目節點加固改造的研究結論
①粘鋼搭橋連續C形檁條加固節點對于廠房改造如加設噴淋、屋面增設光伏或者檁條承載力略小的檁條進行加固處理效果顯著,同時具有不需要拆裝屋面板、施工簡單快捷、費用小、可靠性強等優點,有一定的借鑒、推廣意義。
②牛腿加設上部T型截面與柱翼緣剖口熔透焊的加固方法在本項目中效果明顯,這種加固辦法節點處理簡單。對于鋼結構廠房和鋼框架等結構中梁與柱的強軸翼緣對接焊縫存在質量缺陷的處理有一定的參考價值。此種加固方法能夠滿足節點的受力及疲勞要求,同時滿足“強節點、弱構件”的設計理念,加固后具有較好的抗彎性能與抗震性能,對于鋼結構類似節點的加固具有很好的推廣應用價值。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:10:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
中國公路(2017年15期)2017-10-16 01:31:54
制造業自動化(2017年2期)2017-03-20 14:26:13
