法蘭螺栓定力矩緊固在工程施工中的應用
2020-07-28 02:58:58張偉廣東茂化建集團有限公司工程事業部廣東茂名525000
化工管理 2020年19期
關鍵詞:施工
張偉(廣東茂化建集團有限公司工程事業部,廣東 茂名 525000)
0 引言
在石油化工生產中,石油化工設備和管道連接中最常使用的形式是法蘭連接。法蘭連接依靠螺栓、法蘭和墊片協同實現作用。英國UK00A(海上操作者協會)對100 對失效的法蘭進行調查,得出結論,其中81%的泄漏是由于不正確的螺栓載荷造成的[1]。在實際工程施工中,引起法蘭密封泄漏的原因主要有以下四點:(1)裝置操作條件:溫度變化,壓力波動和原料切換;(2)法蘭因素:法蘭上螺母支撐面凹陷不平整,法蘭面與螺栓軸線不垂直等;(3)密封墊片因素:密封墊片存在貫穿性缺陷,密封過載等;(4)緊固件因素:螺栓塑性變形,螺牙阻力過大,螺栓預緊力不夠等。因此,為避免裝置發生泄漏事故,在實際工程施工中對法蘭螺栓定力矩緊固進行過程管理顯得至關重要。
1 法蘭螺栓定力矩緊固簡介
1.1 螺栓緊固的原理
螺母用于存留拉伸力,若螺母轉動的角度使每條螺栓都得到所要求的伸長量,則每個螺栓就會存留相同的拉伸力;若每條螺栓存留的拉伸力相同,則法蘭可獲得均勻的載荷;若載荷均勻,則法蘭就會平行閉合,沒有泄漏。
1.2 定力矩緊固的原理
在定力矩緊固螺栓過程中,使用液壓扭矩扳手、氣動扭矩槍、鋰電槍等工具分別通過液壓控制系統、氣動控制系統、電動控制系統精確可靠地控制緊固力矩的大小,提高螺栓連接的可靠性,降低螺栓疲勞斷裂而造成的危險性,實現靜密封“零泄漏”的目標。
1.3 定力矩緊固流程
定力矩緊固流程如圖1 所示。
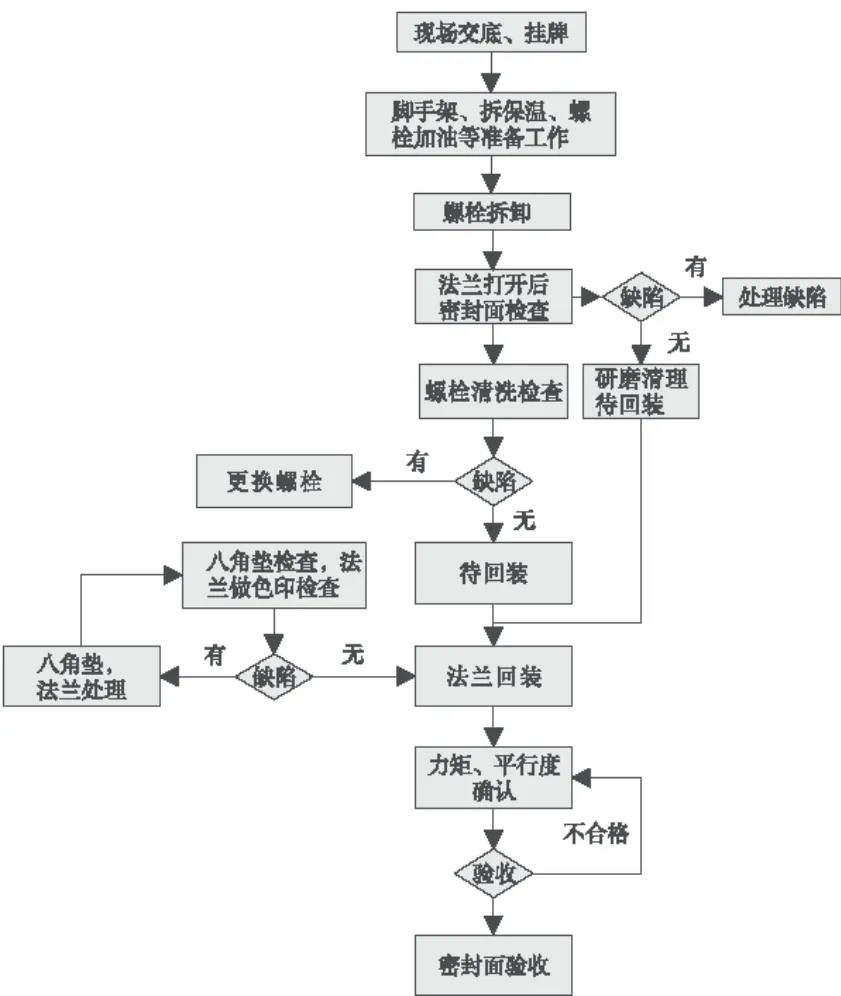
圖1 定力矩緊固流程圖
2 對法蘭螺栓定力矩緊固實施過程管理
為規范基建工程中法蘭密封面的施工作業,在施工期間對法蘭螺栓定力矩緊固實施過程管理具有重要意義。2019年10月,茂化建在中石化廣州分公司輕催裝置大修中高壓法蘭全部采用定力矩緊固的方式進行緊固施工,取得良好效果。
2.1 前期準備
(1)技術準備
①法蘭螺栓工況調研及力矩值計算。準確的工況數據是計算螺栓力矩值的關鍵,需要各施工員提供螺栓數據并結合現場實際復核。螺栓所需的最小力矩由三部分組成:a.克服溫差變化所需的力矩;b.克服內壓所需的力矩;c.保證密封墊正常工作時所需的力矩。根據調研數據,按照GB 150—2011《壓力容器》中關于壓力容器法蘭螺栓負荷的計算[2],精確計算每個工況中螺栓在設備運行中法蘭穩定工作所需的螺栓載荷,從而設定目標力矩值。計算方式如下所示:
法蘭連接螺栓預緊力:

法蘭螺栓力矩:

式中:C為可靠性系數,通常取C=1.1~1.3;R為受拉螺栓的橫向載荷;f為接合面間的摩擦系數(本項目裝置為干燥的機加工表面,取0.10~0.16);z為1 對法蘭的螺栓個數;m為接合面數;Tf為法蘭螺栓力矩(N·m);d為螺栓公稱直徑(m);K為力矩系數,K對于一般加工表面,如果是有潤滑的,K可以取0.13~0.15;如果沒有潤滑的,K可以取0.18~0.21。
在定力矩施工初期,對中石化廣州分公司輕催裝置大修中高壓法蘭按照螺栓的尺寸規格、材質、強度等級以及操作工況溫度,結合公式(1)和(2),計算出螺栓力矩值,計算結果如表1 所示。
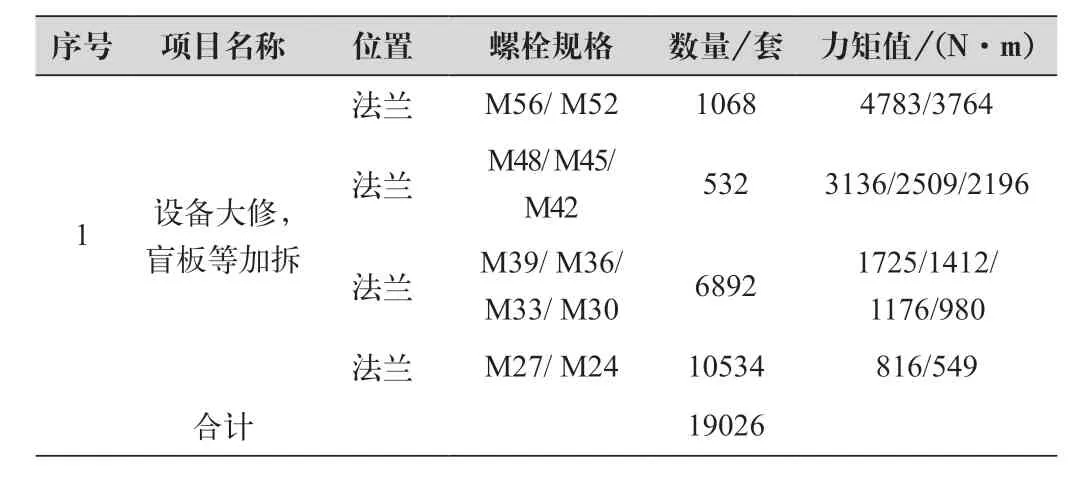
表1 輕催裝置檢修設備法蘭螺栓力矩值統計表
②制作掛牌。檢修設備的定力矩確定后,建立臺賬清單,制作“法蘭定力矩緊固標準化施工標識牌”。
③學習施工方案。組織現場施工人員、質檢人員及操作人員學習方案中設置的質量控制點、質量標準控制要求及密封面定力矩檢修規程。
(2)材料驗收。按設計文件和產品標準的要求,驗收密封墊片和新螺栓,驗收合格后做好色標。
2.2 現場交底掛牌
與監理或業主現場代表對接定力矩緊固法蘭位置、數量,建立數據清單,裝置停工后進行貼牌標記。
2.3 螺栓清洗和檢查
螺栓拆卸后按法蘭編號收集標識,搬運至指定區域清洗,用柴油或其他溶劑進行浸泡、清洗,確保其表面無銹渣、油污、積垢。同時檢查螺桿、螺母的腐蝕情況及螺牙是否損壞、螺母能否自由旋入螺桿,檢查完成后,分類做好標識、做好防護,裝箱待用。
2.4 法蘭密封面清理和檢查
法蘭密封面打開后,需立刻用鏟刀、抹布和砂紙對密封面進行清理打磨,并對法蘭密封面的完好性進行檢查,清理后的密封面要做好保護工作,避免銹蝕及碰傷。
2.5 墊片安裝
安裝法蘭時先將外層保護塑料膠帶拆除,檢查密封墊的完好性及有無缺陷;必須將密封墊放到位,切勿將安裝密封墊所用的膠帶遺留在密封墊上。
2.6 螺栓潤滑
潤滑可以降低摩擦系數,以更低的力矩達到給定的螺栓載荷,有效提高螺栓之間載荷的一致性,同時利于下次緊固件的拆卸。一般工況下潤滑劑選潤滑脂,高溫工況下選二硫化鉬。
2.7 法蘭回裝
依據ASME PCC-1—2010《壓力邊界螺栓法蘭連接裝配指南》對法蘭中心線找正[3]:在法蘭周圍選四個點,相互間隔90mm,確保任何一點的公差均小于1.5mm。
法蘭平行度的找正:通過測量和比較法蘭的最大/最小間隙來確定,保證其公差不超過0.8mm。
法蘭螺栓孔的找正:按90o的測量公差;在此情況下,保證螺栓穿過法蘭螺栓孔,或者兩螺栓孔在3mm 的范圍內。
兩片法蘭間隙的調整:當法蘭處于靜止狀態時,兩個法蘭間距應大于墊片厚度,且不超過墊片厚度的兩倍。
法蘭螺栓回裝需注意:同一片法蘭螺栓材質和規格保持一致;螺栓回裝避免損壞螺紋;螺栓穿過螺栓孔后如有污染,需清理后再涂抹潤滑劑;拆卸前對法蘭螺栓編號;兩頭螺桿露出的螺紋長度要調整一致。
2.8 定力矩緊固
(1)螺栓編號及緊固。法蘭緊固采用兩同步的方式,緊固前要對每個螺栓進行編號,便于緊固時工具的對稱放置。在緊固的過程中,遵循同步對稱、順序、分步緊固原則,保證法蘭平行閉合。在輕催裝置大檢修中,以T301-RK01 法蘭(螺栓規格為M36、螺栓力矩為1412N·m)為例,緊固步驟為:①緊固到目標力矩的50%,即706N·m;②緊固到目標力矩的80%,即1130N·m;③緊固到目標力矩的50%,即1412N·m,順時針緊固所有螺栓至全部不再轉動。緊固方法為:①采樣十字對稱定位緊固,如圖2 中①⑦和④⑩;②采樣十字對稱順時針緊固,如圖2 中②⑧、③⑨、⑤?、⑥?;③采樣十字對稱順時針順序緊固,如圖2 中①⑦、②⑧、③⑨、④⑩、⑤?、⑥?。
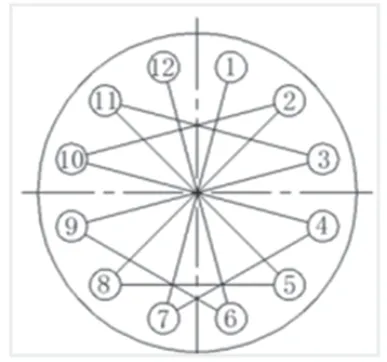
圖2 法蘭螺栓緊固順序圖
(2)法蘭平行度及間隙測量。
(3)力矩校驗。法蘭螺栓緊固完成后,進行力矩校驗(力矩校驗流程見圖3),用校驗合格的力矩扳手對緊固后整盤螺栓總數的20%進行隨機抽檢。
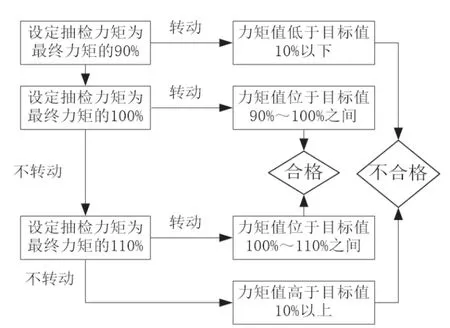
圖3 力矩校驗流程圖
(4)驗收標準
①設定抽檢力矩為最終力矩的80%,若被抽檢的螺母轉動,則判定該法蘭緊固不合格,需重新緊固至驗收合格為止,若螺母沒有轉動則進入校驗第二步驟。
②設定抽檢力矩為最終力矩的110%,被抽檢的螺母轉動則判定合格,不轉動則判定該法蘭螺栓不合格,驗收不通過,需重新緊固至驗收合格為止。
3 法蘭螺栓定力矩緊固的應用效果
3.1 降低了物料介質的泄漏排放
在輕催裝置大修中,經過定力矩緊固后的設備法蘭螺栓,抗疲勞的性能更好,能長期保持良好的緊固狀態,保證設備在工作負荷的情況下不泄漏物料介質,有效降低了物料介質的泄漏排放。
3.2 提高了設備及人員的安全性
設備在工作負荷或壓力下,其法蘭螺栓容易造成變形或斷裂,使得設備物料大量泄漏,造成火災、爆炸或人員的燒傷、燙傷、炸傷、中毒等事故,通過對法蘭螺栓定力矩緊固實施過程管理,可100%提高設備及人員的安全性。
3.3 提高了工程施工效率
若在設備的維修、安裝過程中使用傳統辦法進行法蘭螺栓緊固,用套把通過人力或大錘敲打去緊固法蘭螺栓,特別是施工場地狹窄處的螺栓,緊固一個螺栓需要10 多分鐘,但實施定力矩緊固作業,不到1 分鐘就能完成,工程施工效率提高數十倍。
3.4 施工效果好
法蘭螺栓定力矩緊固在維修、基建工程中的應用,保證了工程施工質量,節約了大量的人力物力,使得資源得到有效利用,施工勞動強度降低,施工效果好。
3.5 提高了經濟效益
對法蘭密封實施定力矩緊固過程管理,確保了“零泄漏”的效果,確保裝置一次開汽成功,提高了經濟效益。以茂化建在中石化廣州分公司輕催裝置大修為例,若使用傳統的人力進行法蘭螺栓緊固,裝置需停汽,重新緊固泄漏的法蘭螺栓,耗時至少15 天,按輕催裝置產能計算,每天的生產能力大約為5.5 萬噸油品,15 天裝置減產82.5 萬噸油品,同時返修也浪費了大量人力物力。
4 結語
本文在中石化廣州分公司輕催裝置大修對高壓法蘭全部采用定力矩緊固的方式進行緊固施工并實施過程管理,收到了良好效果:(1)降低了物料介質的泄漏排放;(2)提高了設備及人員的安全性;(3)提高了工程施工效率;(4)資源得到更有效的利用,投入減少,施工效果更好;(5)提高了經濟效益。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48