羽絨蓬松度測試方法和影響因素研究
2020-07-28 13:19:20羅立輝伍兆君
紡織報告 2020年2期
羅立輝,郭 文,伍兆君
(廣州檢驗檢測認證集團有限公司,廣東 廣州 510000)
羽絨服,特別是輕薄型羽絨服,廣受青睞。其面料一般采用柔軟輕薄的機織化纖織物,以高含絨量的鴨絨或鵝絨為主要填充物。優質羽絨羽毛制成的羽絨服通常具備良好的蓬松度。羽絨蓬松度深刻地影響著羽絨制品的保暖性,屬于體現羽毛羽絨品質的關鍵標準,也就是羽毛羽絨的彈性程度。通常在進行測試時,采用規定容器內定量的羽絨羽毛樣品于相應壓力狀態下所占的體積對蓬松度進行表征[1]。蓬松度是國際上衡量羽絨制品保暖程度的關鍵性指標之一。羽絨服中,羽絨的“量”可以通過充絨量、含絨量顯示出來,而羽絨服的蓬松度對羽絨品質的“質”有重要的影響。針對羽絨蓬松度檢驗結果偏低及不穩定的問題,對每一個可能的影響因素進行認真的比對分析,分析過程報告如下。
1 羽絨蓬松度的檢測方法
檢測羽絨蓬松度的標準包括GB/T 10288ü2016《羽絨羽毛檢驗方法》;GB/T 14272ü2011《羽絨服裝》;《國際羽絨羽毛局(IDFB)分析方法:第10部分》(2017年)。這些檢測標準,適用于不同的試驗儀器、樣品數量、樣品規格、測試方案和試驗環境。分別舉例說明不同標準下檢測羽絨蓬松度的試驗條件和方法。
1.1 試驗 GB/T 14272—2011
樣品數量為兩份,規格是28.5 g。試驗的儀器:天平、秒表、前處理箱、蓬松度儀、恒溫烘箱。實驗步驟:樣品前處理和測試過程。樣品前處理:把樣品放置在50 ℃的恒溫箱內,處理1 h后,放入處于標準大氣中的前處理箱(溫度為20 ℃,濕度為65%),靜置24 h,恢復疏松至原本狀態。測試過程:取處理后的樣品兩份,每份28.5 g,將試樣逐把抖入蓬松度儀內,用硬質玻璃棒攪拌,然后鋪平,用鋁制壓板蓋住,松手放下壓板,與此同時按下秒表,1 min之后進行數值記錄,將同一試樣如此重復3次。
1.2 試驗 GB/T 10288—2016
樣品數量為1份,規格為30 g[2]。試驗儀器:電子秤、秒表、前處理箱、蓬松度儀、漏斗式倒料筒、攪拌木棒、蒸汽發生器、吹風機。樣品前處理方法:把樣品放到前處理箱中,用木棒打散,蒸汽發生器頭在距離前處理箱紗網約12 cm處,吹入蒸汽,靜置8 min,在距前處理箱網紗2 cm處,用吹風機吹干樣品,然后用手檢查。試樣完全干燥后,在標準大氣下置于前處理箱中24 h。測試過程:采用漏斗式倒料筒,稱取處理后的樣品30 g,打開倒料筒底蓋,讓試樣落入測量筒中,用攪拌棒撥勻試樣表面,蓋上壓盤。在壓盤降至試樣表面時立刻計時,2 min后讀取數據,重復3次這種操作。
1.3 試驗IDFB 2017
樣品數量為兩份,規格為30 g。試驗的儀器:還原箱,蓬松度儀,自動、手動、重量盤自動測試儀,蒸汽儀,吹風機。樣品前處理:備好兩個獨立測試樣品放到還原箱中,用蒸汽吹80 s,確認羽絨為潮濕狀態。5 min后用吹風機吹干,還原箱保持溫度為20 ℃、濕度為65%,平衡48 h。測試過程:在蓬松度儀中放進30 g樣品,使用木棒和吹風機讓樣品蓬松,用蓬松度儀測試。自動測試時,記錄重量盤自動降低接觸樣品后1 min時顯示的數值。手動測試時,記錄降低手動盤到樣品表面后盤做自由落體運動60 s時的數值,以此形式進行3次[3]。
觀察發現,不同的標準在羽絨蓬松度前處理方法中體現出明顯的差異性。根據GB/T 14272測試羽絨蓬松度時,前處理的舉措是烘箱還原法,其他兩種則采取蒸汽還原法。同時,根據GB/T 10288以及GB/T 14272測試蓬松度應用的是手動蓬松度儀,IDFB法可使用自動蓬松度儀、手動蓬松度儀兩種。另外,GB/T 14272測試結果單位是cm,GB/T 10288同樣為cm,但是國際羽絨羽毛局分析方法明確了測試結果單位不僅是cm,還有兩種,即mm和in,對蓬松度結果進行計算以后,也能表示為in3/30 g及cm3/g。往常應用in3/oz頻率較多,但當前標準測試采用的樣品質量為30 g,IDFB的官方測量單位則選為立方英寸每30 g(in3/30 g),以免出現混淆。
2 蓬松度的影響因素分析
對羽絨蓬松度構成影響的因素是多種多樣的,一方面與羽絨中的絨朵大小、絨朵和絨絲的比例有密切關系,另一方面和測試的環境狀態、測試方法的選用、操作者的操作手法等具有一定的聯系。蓬松度的檢驗過程可以分為8個步驟:取樣、預調濕、還原、稱樣、攪拌鋪平、測試、計算、樣品差異。因此,從取樣的均勻性,樣品預調濕的充分性,還原過程、稱樣的準確性,測試過程、讀數的正確性,人員、樣品的差異這幾方面來進行比對分析[4]。
2.1 取樣的均勻性
一般情況下,絨子含量越高,蓬松度就越高。所以,對于同一份樣品,取樣均勻與否對蓬松度結果有著直接的影響。因此,勻樣、縮樣和取出蓬松度測試樣品一定要有足夠的均勻性、代表性。
2.2 樣品預調濕的充分性
標準GB/T 14272,樣品預調濕的目的是保證羽絨的實際回潮率低于標準回潮率,使得還原過程都能夠在吸濕狀態下進行,避免因試樣的原始條件不同而引起誤差。對于預調濕,標準只作了以下規定:將樣品置于(50±5)℃的恒溫箱內1 h,作恒溫處理。對于樣品的盛裝容器沒有明確規定。不同的盛裝容器應該會影響預調濕的效果。為此,采用不同的盛裝容器、不同的溫度、不同的烘干時間、不同的還原時間分別進行比對試驗。結果表明,采用不同密度的布袋(透氣性好)或直接用處理箱對不同水分率的羽絨進行烘干,蓬松度結果的最大差異是0.3 cm。所以,在正常情況下,盛裝容器對結果的影響是有限的;分別在1 h,2 h,3 h對不同水分率的樣品進行烘干,蓬松度結果的最大差異是0.3 cm。所以,在正常情況下,高于50 ℃的烘干溫度對結果的影響也是有限的;還原時間在24 h以上,檢驗結果基本相同。
2.3 還原的充分性
標準IDFB 2017對于還原過程作出了3個關鍵點的說明:(1)經過勻樣的樣品要用手逐把抖入前處理箱,用木棍將樣品抖散抖松;(2)蒸汽還原時,要求手感敏感,能感覺到樣品的干濕狀態,如樣品未干透,需延長吹風時間;(3)還原需在標準大氣下平衡48~72 h。
2.4 稱樣的準確性
稱樣天平的精度要求是0.1 g,稱取兩個28.5 g或30.0 g的試樣,把測試桶放在天平上清零,使用漏勺稱取測試樣品逐把抖入蓬松儀內,不要用手直接接觸樣品,以免影響最終結果[5]。
2.5 測試過程
測試過程中有3個因素可能會對蓬松度的結果產生影響:(1)攪拌的時間(表1)。如果攪拌的時間不夠充分,樣品沒有完全達到疏松的狀態,蓬松度的結果有可能偏低。(2)靜電的影響。天氣干燥和使用電吹風預處理、攪拌等,均會使樣品產生靜電。如果存在靜電,蓬松度結果會偏高。(3)經電吹風預處理的樣品,其狀態發生了變化(變化程度因樣品而異),樣品中的細小羽絲、絨絲、雜質等從前處理箱的4面不銹鋼紗網中吹出。故經電吹風處理過的樣品蓬松度結果會偏高[6]。
2.6 讀數方法的正確性
讀取數據時,視線要與刻度保持在同一水平線上,讀取壓板壓在蓬松儀桶壁的兩邊刻度值,取平均值。
2.7 人員差異
同一樣品應由不同的檢驗員進行檢驗,以此判斷檢驗員之間是否存在差異(表2)。結果可見,各檢驗員對同一份樣品的檢驗結果存在一定的差異。
2.8 樣品差異
含絨量相同,絨子含量不同。一般情況下,絨子含量越高,蓬松度就會越高,見表3。

表1 攪拌時間不同,其他試驗條件相同
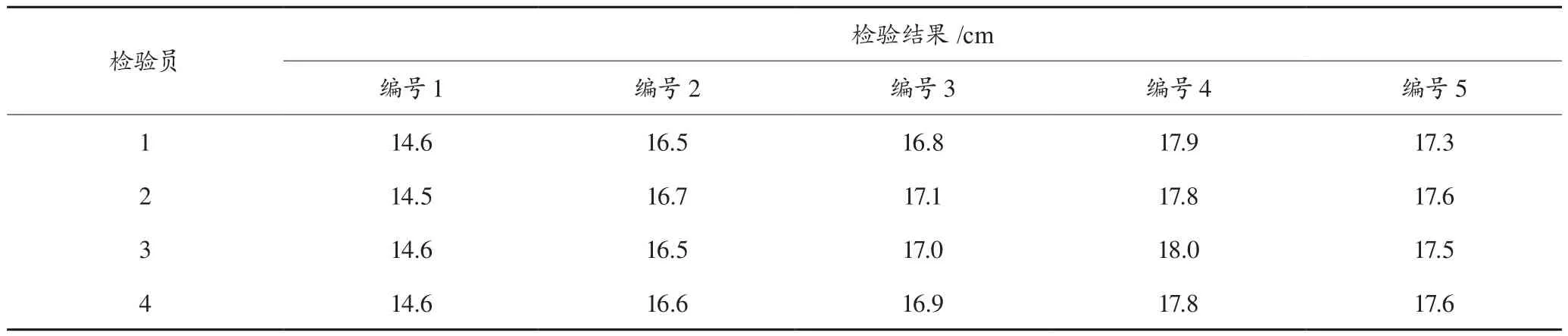
表2 人員比對結果
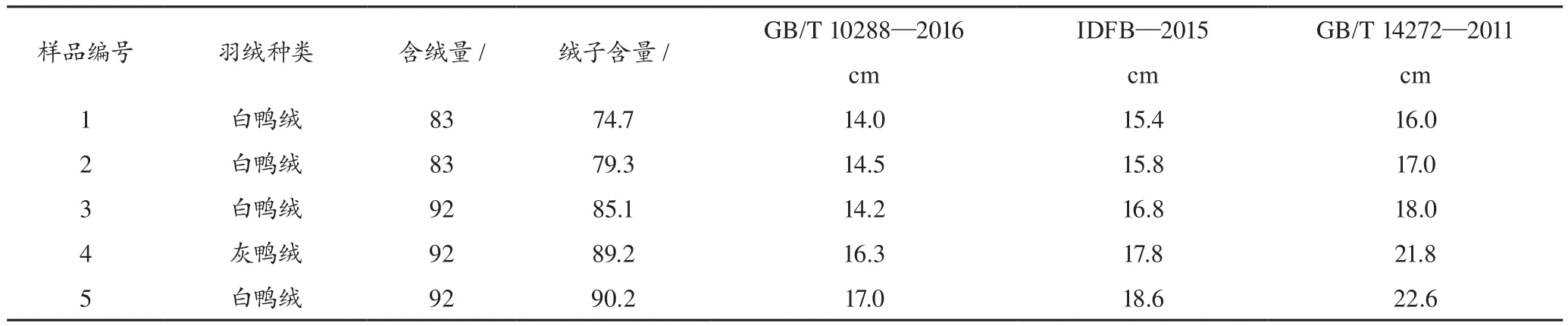
表3 樣品差異情況
3 結語
在衡量羽絨產品品質時,含絨量、充絨量屬于關鍵內容,蓬松度屬于對羽絨品質產生重要影響的因素。對于羽絨的蓬松度來說,很多因素可以對最終的檢測結果產生影響,主要包括測試方法、測試樣品的試驗環境以及測試儀器設備等。另外,建議消費者在使用羽絨制品期間,正確地洗滌以及保養羽絨制品,確保羽絨具備良好的蓬松度,提升其保暖功效。