聚全氟乙丙烯樹(shù)脂的毛細(xì)管流變行為研究
2020-07-25 01:47:02邵春明高艷林孫洪陽(yáng)王海連
化工生產(chǎn)與技術(shù) 2020年1期
邵春明,高艷林,孫洪陽(yáng),王海連
(1.衢州氟硅技術(shù)研究院;2.浙江巨化技術(shù)中心有限公司:浙江 衢州324004)
聚全氟乙丙烯(FEP)是四氟乙烯(TFE)與六氟丙烯(HFP)單體的共聚物,是全氟化結(jié)構(gòu),相當(dāng)于-CF3基團(tuán)取代聚四氟乙烯(PTFE)分子結(jié)構(gòu)中部分的氟原子后形成的結(jié)構(gòu)。引入-CF3基團(tuán)打破了PTFE分子鏈的對(duì)稱(chēng)結(jié)構(gòu),使熔點(diǎn)、熔體黏度和結(jié)晶度都顯著降低,使得FEP 成為能熔融擠出、注塑、噴涂等一般熱塑性加工方式進(jìn)行加工,且具有優(yōu)異性能的氟樹(shù)脂。FEP性能上除了最高使用溫度比PTFE 低50 ℃外,其他性能與PTFE相當(dāng),同樣具有優(yōu)異的耐高低溫性、耐候性、耐化學(xué)品性、電絕緣性、阻燃性和不粘性等。FEP主要是用于制作電線電纜的絕緣層、管和化學(xué)設(shè)備的內(nèi)襯及滾筒的面層,被廣泛應(yīng)用于電子、電器、機(jī)械、化工、醫(yī)療等領(lǐng)域,尤其其高性能、高品質(zhì)的電線電纜廣泛應(yīng)用于高溫高頻下使用的電子設(shè)備傳輸電線、電子計(jì)算機(jī)內(nèi)部的連接線、航空航天和精密儀器用電線及特種用途安裝線、油泵電纜和潛油電機(jī)繞組線。
對(duì)于廣泛應(yīng)用的擠出成型的FEP 產(chǎn)品,其臨界擠出速率相對(duì)較低,經(jīng)常會(huì)出現(xiàn)熔體破裂[1];而且國(guó)內(nèi)外同類(lèi)產(chǎn)品的加工性能差異也比較大,因此容易給下游制品加工企業(yè)帶來(lái)加工困擾。本研究選用巨化牌擠出級(jí)FEP 樹(shù)脂為對(duì)象,就其毛細(xì)管流變行為進(jìn)行探討,以期為相關(guān)制品加工企業(yè)選擇加工條件時(shí)提供依據(jù)。
1 實(shí)驗(yàn)部分
1.1 原料與儀器
FEP樹(shù)脂:巨化牌FEP。
主要設(shè)備:RHEOGRAPH 20 型毛細(xì)管流變儀,μPXRZ-400C型熔融指數(shù)儀。
1.2 實(shí)驗(yàn)過(guò)程
1)毛細(xì)管流變測(cè)試。采用RHEOGRAPH 20 型毛細(xì)管流變儀測(cè)試FEP 樣品不同溫度下的毛細(xì)管流變行為,毛細(xì)管口模直徑1 mm、長(zhǎng)度15 mm。測(cè)試時(shí)在毛細(xì)管流變儀中設(shè)定的溫度下預(yù)熱5 min,然后進(jìn)行表觀黏度(ηa)與剪切速率(γ)的測(cè)試。
2)熔體流動(dòng)速率測(cè)試。按HG/T 2904-1997,采用熔融指數(shù)儀對(duì)FEP 樣品進(jìn)行熔體質(zhì)量流動(dòng)速率(MFR)測(cè)試,測(cè)試溫度為297 ℃,砝碼質(zhì)量5 kg[2]。
2 結(jié)果與討論
2.1 FEP熔體的不穩(wěn)性流動(dòng)
聚合物熔融擠出時(shí),當(dāng)熔體剪切速率超過(guò)某一臨界剪切速率時(shí),則擠出物不再平滑,而會(huì)出現(xiàn)表面粗糙、起伏不平、呈螺紋狀波動(dòng)、擠出物扭曲甚至完全無(wú)規(guī)破裂,這種擠出物不規(guī)則的現(xiàn)象稱(chēng)為熔體破裂或不穩(wěn)定流動(dòng)。表現(xiàn)為鯊魚(yú)皮型、波浪型、竹節(jié)型、螺旋型畸變及無(wú)規(guī)破裂等[3-5]。
2.1.1 擠出樣條外觀觀察
當(dāng)聚合物流體大于臨界剪切速率或臨界剪切應(yīng)力時(shí)會(huì)發(fā)生流動(dòng)不穩(wěn)定現(xiàn)象,這是高分子加工成型中需要克服的主要障礙之一,也是聚合物加工流變學(xué)需要重點(diǎn)考察的方面。聚合物一般選擇在流體穩(wěn)定流動(dòng)的區(qū)域進(jìn)行加工成型,這時(shí)擠出樣條具有平整光滑的外觀,而且制品的性能優(yōu)異可控,當(dāng)熔體破裂后,成型制品性能很差。
通常聚合物熔體不穩(wěn)定流動(dòng)區(qū)域是通過(guò)人眼觀察擠出物的外觀形態(tài)而確定。當(dāng)擠出物的表面不再光滑或不是規(guī)整的圓柱狀時(shí),則確定聚合物熔體發(fā)生不穩(wěn)定流動(dòng),相應(yīng)的其流變機(jī)理也發(fā)生變化。本研究主要以擠出級(jí)FEP(A 樣品)為對(duì)象。圖1是A樣品分別在320、340、360 ℃溫度下擠出時(shí),不同剪切速率下對(duì)應(yīng)的擠出樣條的外觀照片。其中各編號(hào)對(duì)應(yīng)的剪切速率見(jiàn)表1。

圖1 不同溫度及不同剪切速率下的A樣品擠出樣條外觀Fig 1 Appearance of extruded spline at different temperatures and shear rates
由圖1 和表1 可知,F(xiàn)EP 擠出熔體在高速剪切狀態(tài)下具有多個(gè)不同流動(dòng)區(qū)域,隨著剪切速率的增大,先后出現(xiàn)穩(wěn)流區(qū)、鯊魚(yú)皮區(qū)(表面細(xì)微波動(dòng))、振蕩破裂區(qū)(或黏滑區(qū),壓力降表現(xiàn)為周期振蕩,擠出物呈現(xiàn)竹節(jié)狀周期性或規(guī)則破裂)、第2光滑流動(dòng)區(qū)(擠出物再次光滑的流動(dòng)區(qū)域)和嚴(yán)重破裂區(qū)(擠出物嚴(yán)重破裂)等5個(gè)區(qū)域。
320 ℃時(shí),當(dāng)表觀剪切速率增大到57.6 s-1時(shí),擠出物從光滑變?yōu)槌霈F(xiàn)可觀測(cè)的細(xì)微波浪狀破裂,即發(fā)生不穩(wěn)定流動(dòng),而當(dāng)剪切速率達(dá)到576 s-1時(shí)擠出樣條又變得光滑,并在剪切速率達(dá)到1 150 s-1時(shí)再次破裂,說(shuō)明熔體在擠出流動(dòng)過(guò)程中出現(xiàn)二次光滑區(qū)[6]。而在340 ℃及360 ℃下,都在表觀剪切速率為115 s-1處出現(xiàn)肉眼可辨的細(xì)微波浪狀破裂,說(shuō)明隨著加工溫度的提高,F(xiàn)EP 熔體發(fā)生破裂的臨界剪切速率有所提高,即高溫下的穩(wěn)定流動(dòng)區(qū)域更寬。
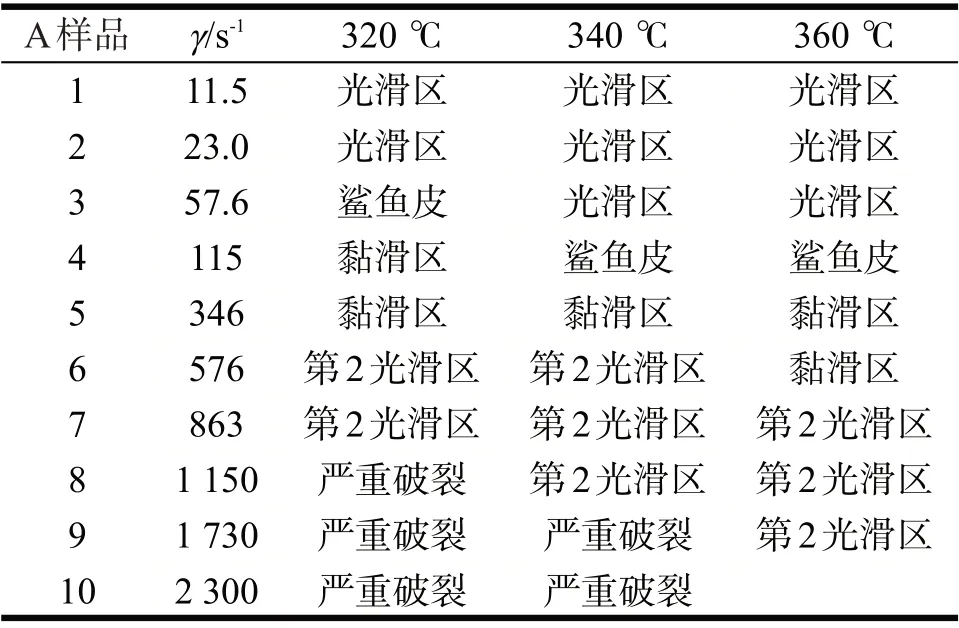
表1 不同溫度和剪切速率下A樣品的擠出樣條情況Tab 1 Situation of A sample extruded splines at different temperatures and shear rates
2.1.2 FEP熔體的表觀流動(dòng)曲線
表觀流動(dòng)曲線是以表觀剪切應(yīng)力對(duì)表觀剪切速率作圖的曲線,該曲線多用于聚合物的高速擠出實(shí)驗(yàn)中,主要是用來(lái)確定熔體破裂發(fā)生時(shí)的臨界剪切速率。當(dāng)熔體發(fā)生不穩(wěn)定流動(dòng)時(shí),該曲線對(duì)應(yīng)出現(xiàn)斜率變化,斜率變化的拐點(diǎn)對(duì)應(yīng)的速率即為臨界剪切速率。相對(duì)于人眼觀測(cè)擠出物外觀形貌來(lái)確定不穩(wěn)定流動(dòng)區(qū),該方法更為準(zhǔn)確可靠。此曲線不但可以全面表征聚合物高速擠出時(shí)的流變行為和剪切應(yīng)力對(duì)剪切速率的依賴(lài)性,還可以作為擠塑加工設(shè)備設(shè)計(jì)與選型的有力依據(jù)。
圖2 為樣品A 在3 個(gè)不同測(cè)試溫度下的表觀流動(dòng)曲線。

圖2 A樣品不同溫度下的流動(dòng)曲線Fig 2 Flow curves of A sample at different temperatures
由圖2可知,隨著表觀剪切速率的增加,表觀剪切應(yīng)力(σij)也單調(diào)增加,但表觀剪切應(yīng)力在低剪切速率時(shí)的增加速率比在高剪切速率時(shí)更快(斜率更大),這表明高剪切速率區(qū)域的熔體流動(dòng)偏離牛頓流動(dòng)更大。各表觀流動(dòng)曲線上存在斜率轉(zhuǎn)折,表明熔體發(fā)生了不穩(wěn)定流動(dòng);此外,隨著實(shí)驗(yàn)溫度的提高,出現(xiàn)斜率變化時(shí)的剪切速率更高。320 ℃時(shí)表觀流動(dòng)曲線按斜率變化可分為4段,分別對(duì)應(yīng)光滑區(qū)、不穩(wěn)定流動(dòng)區(qū)、二次光滑區(qū)、再次不穩(wěn)定流動(dòng)區(qū),與FEP 擠出樣條外觀觀察的結(jié)果相一致,340、360 ℃時(shí)的表觀流動(dòng)曲線斜率變化處的剪切速率與樣條出現(xiàn)破裂的剪切速率一致。
2.1.3 FEP熔體的表觀黏度曲線
圖3 為樣品A 在所測(cè)的3 個(gè)溫度下的表觀黏度與剪切速率的關(guān)系曲線。

圖3 A樣品在不同溫度下的表觀黏度曲線Fig 3 Apparent viscosity curves of A sample at different temperatures
由圖3可知,在不同溫度下FEP擠出熔體的表觀黏度都隨著剪切速率的增大而減小,即剪切變稀,表明FEP 熔體在此剪切速率區(qū)域內(nèi)為非牛頓流體。剪切變稀的原因在于高聚物鏈段間產(chǎn)生了解纏和流動(dòng)取向。當(dāng)剪切速率提高時(shí),高聚物鏈逐漸從熔體的網(wǎng)絡(luò)結(jié)構(gòu)中解纏和滑移,纏結(jié)點(diǎn)逐漸減少,引起聚合物熔體黏度的下降;同時(shí),隨著剪切速率的提高,聚合物分子鏈在熔體流動(dòng)場(chǎng)中發(fā)生取向,使高聚物鏈段在各流層之間動(dòng)量傳遞能力降低,導(dǎo)致流層間的牽曳力也相應(yīng)降低,表現(xiàn)結(jié)果就是聚合物熔體黏度的降低。
對(duì)比FEP 熔體在不同溫度下的黏度曲線的可知,在較低的剪切速率下(<100 s-1),隨著擠出溫度的升高,黏度曲線下移,熔體表觀黏度減小,原因是剪切速率一定時(shí),聚合物熔體黏度的高低主要由熔體中的高聚物鏈段間的纏結(jié)和自由體積決定,隨著溫度的升高,聚合物鏈間自由體積增加,聚合物鏈段的運(yùn)動(dòng)能力提高,更容易解纏,表現(xiàn)為聚合物的熔體黏度隨溫度升高而降低。
由圖3 還可知,在相同的低表觀剪切速率下,溫度升高,其黏度下降,但在熔體破裂區(qū)之后出現(xiàn)“黏度反轉(zhuǎn)”現(xiàn)象:即相同剪切速率下,高溫時(shí)的黏度更高。原因是相同剪切速率下,低溫時(shí)發(fā)生熔體破裂,出現(xiàn)滑移和破裂,熔體的剪切應(yīng)力隨之減小,致使熔體黏度下降;聚合物熔體在高溫時(shí)沒(méi)有發(fā)生熔體破裂和滑移或程度相對(duì)較小,剪切應(yīng)力不變或增加,此時(shí)熔體黏度不變或繼續(xù)增大,呈現(xiàn)“黏度反轉(zhuǎn)”的現(xiàn)象。
2.1.4 熔體流動(dòng)速率對(duì)其加工性能的影響
工業(yè)上通常通過(guò)測(cè)試高分子產(chǎn)品的熔體流動(dòng)速率來(lái)反應(yīng)其分子量的大小(一般熔體流動(dòng)速率越大則分子量越小),進(jìn)而區(qū)分其適合的加工方式。表2 是FEP 樣品的熔體流動(dòng)速率,表3 是3 個(gè)樣品在不同剪切速率下的擠出加工情況。

表2 FEP樣品的熔體流動(dòng)速率Tab 2 MFR of FEP samples
由表2可知,3個(gè)樣品的分子量A<B<C。
由表3可知,分子量低的樣品臨界剪切速率更高,并且第2光滑區(qū)更寬;而分子量更高的C樣品則沒(méi)有出現(xiàn)第2光滑區(qū)。

表3 FEP樣品在不同剪切速率下的擠出加工情況Tab 3 Situation of FEP extruded splines with different molecular weights at different shear rates
2.2 FEP熔體的切敏性
聚合物熔體偏離牛頓流體的流動(dòng)行為特性用非牛頓指數(shù)n 表征,反映了熔體黏度的切敏性。n越小,則隨著剪切速率的增加,表觀黏度下降越明顯,見(jiàn)冪律方程[7]:

式中,K為稠度系數(shù)。
以lg ηa對(duì)lg γ作圖,根據(jù)斜率可計(jì)算出聚合物熔體的n。樣品A在不同溫度下的n如表4。

表4 樣品A熔體在不同溫度下的nTab 4 Non-Newton index of A sample at different temperatures
由表4可知,隨著FEP熔體溫度的升高,其非牛頓指數(shù)n 有所增大,即FEP 熔體的假塑性變小,趨于接近牛頓流體[8]。這是因?yàn)榫酆衔锶垠w溫度升高,其分子鏈的能量增大,聚合物鏈段的運(yùn)動(dòng)加劇,分子鏈段之間的作用力消弱,從而減少了纏結(jié)點(diǎn)數(shù),提高了流動(dòng)性,降低了熔體黏度對(duì)剪切速率的依賴(lài)性。這說(shuō)明FEP 熔體的流動(dòng)性隨加工溫度的提高而增強(qiáng)。
2.3 FEP熔體的溫敏性
在溫度變化不大的情況下,聚合物熔體黏度與溫度之間的關(guān)系可以用Arrhenius方程來(lái)表示[7]:

式中,Α為常數(shù),R 為氣體常數(shù),T 為絕對(duì)溫度,ΔΕ為黏流活化能。
黏流活化能是高分子熔體要克服粘性流動(dòng)時(shí)的能壘。根據(jù)式(2)和相關(guān)數(shù)據(jù),對(duì)lg ηa~1/T 作圖,根據(jù)曲線斜率可以得出聚合物熔體的粘流活化能ΔE。ΔE可以反映聚合物熔體黏度對(duì)溫度的依賴(lài)性:ΔE 越大,熔體黏度對(duì)溫度越敏感。采用340、360 ℃時(shí)的黏度數(shù)據(jù),計(jì)算A 樣品在不同剪切速率下的黏流活化能,結(jié)果如表5所示。

表5 A樣品在不同剪切速率下的黏流活化能Tab 5 Activation energy of A sample at different shear rates
由表5可知,F(xiàn)EP樣品的黏流活化能隨剪切速率的增大而降低,表明隨著剪切速率的增加,F(xiàn)EP熔體發(fā)生黏性流動(dòng)時(shí)所要克服的能壘降低,熔體的流動(dòng)性提高,這也表明FEP 熔體黏度在剪切速率較低時(shí)對(duì)溫度的敏感性更大。樣品在高剪切速率區(qū)域出現(xiàn)“黏度反轉(zhuǎn)”現(xiàn)象,剪切速率為1 150 s-1時(shí)的黏流活化能為負(fù)。
因此,在加工過(guò)程中,如果擠出機(jī)螺桿轉(zhuǎn)速較慢,即剪切速率較小時(shí),較小的溫度波動(dòng)也會(huì)造成FEP熔體黏度較大的變化,F(xiàn)EP的臨界剪切速率較低,擠出速度難以提升,為避免熔體表觀黏度的較大波動(dòng)需要設(shè)備的控溫等級(jí)更高。
3 結(jié)論
1)巨化牌擠出級(jí)FEP在擠出流動(dòng)過(guò)程中出現(xiàn)二次光滑區(qū),且加工溫度提高,熔體破裂時(shí)的臨界剪切速率增大。
2)FEP熔體屬于非牛頓流體,溫度相同時(shí)其熔體黏度隨剪切速率的增大而減小;熔體溫度升高會(huì)產(chǎn)生“黏度反轉(zhuǎn)”現(xiàn)象。
3)分子量較低的FEP 樣品臨界剪切速率更高,且有更寬的第二光滑區(qū)。
4)FEP熔體的非牛頓指數(shù)隨著溫度的升高而增大,其流動(dòng)性隨加工溫度的提高而增強(qiáng)。
5)FEP熔體隨著剪切速率的增大,其黏流活化能逐步降低,其熔體表觀黏度在低剪切速率下溫敏性更大。
