GK-5E型密煉機混煉工藝的研究
2020-07-20 07:55:12倪淑杰鄧彩霞
輪胎工業 2020年6期
關鍵詞:質量
徐 藝,李 威,倪淑杰,鄧彩霞
(三角輪胎股份有限公司,山東 威海 264200)
隨著輪胎工業的發展,密煉機成為塑煉和混煉的主要設備,并處于不斷完善中。密煉機具有混煉時間短、生產效率高、操作簡單、減少粉塵飛揚和配合劑損失等優點。密煉機按轉子嚙合與否分為切向型和嚙合型。切向型和嚙合型密煉機的混煉原理為:料斗裝置中有一個壓砣,用于將材料壓入密煉室中,通過壓砣的往復運動向膠料施加一定的壓力,以加速煉膠過程,提高混煉效果;密煉室中兩個相向旋轉的轉子實現混煉膠料的功能;轉子端板用于密封混煉室的兩端;防塵密封用于密封旋轉轉子與靜止轉子端板之間的區域;底座中設有排料裝置(卸料門);驅動系統用于驅動轉子完成混煉過程[1-3]。
GK非嚙合切向型密煉機由密煉裝置、加料裝置、壓料裝置、卸料裝置、傳動裝置、底座、加熱冷卻系統、氣壓系統、液壓系統、電控系統和潤滑系統組成[4]。本研究所用密煉機采用轉子密封圈油密封系統,目的是使各轉動部分減少摩擦,延長使用壽命。高壓油泵根據密煉機的運行情況向密封圈注油,并對油筒加油、壓力、流量進行控制潤滑,主要用于密封圈的動靜圈的供油潤滑系統[5]。GK型內壓式密封裝置開設注油孔,注入工藝油是為了使進入密封腔內的物料軟化形成糊狀物,高壓工藝油施壓在動環端面上,使動環與定環間產生一定比壓,比壓由工藝油壓力及物料流溢情況決定。密封面間的潤滑由潤滑油提供。該密封裝置的結構特點是動環和定環均為兩半,且在擋圈外,不容易被破壞。另外,密封面距轉子端面較遠,物料流動距離大,壓力損失大、漏料少,易密封[6]。
本工作采用具有轉子密封圈油密封系統的GK-5E型密煉機,研究不同填料體系膠料在混煉過程中的質量變化、密度及拉伸性能。
1 實驗
1.1 主要原材料
天然橡膠(NR),牌號STR20,泰國產品;丁苯橡膠(SBR),牌號1502,中國石化齊魯石化公司產品;溶聚丁苯橡膠(SSBR),德國朗盛公司產品;順丁橡膠(BR),牌號9000,中國石化北京燕山石化公司產品;炭黑N220和工業參比炭黑,美國卡博特公司產品;沉淀法白炭黑,牌號1165MP,羅地亞白炭黑(青島)有限公司產品。
1.2 試驗配方
配方A:NR 100,工業參比炭黑 50。
配方B:SBR 100,白炭黑 40。
配方C:NR 32,SBR 68,炭黑N220 38.4,白炭黑 14.5。
配方D:NR 32,SBR 68,炭黑N220 44.3,白炭黑 9.4。
配方E:SSBR 70,BR 16,SBR 14,炭黑N220 10,白炭黑 48。
配方A—E除上述組分外,其他組分及用量均相同。
1.3 主要設備和儀器
GK-5E型密煉機,德國克虜伯公司產品;843609型密度儀,德國布拉本德公司產品;XB-220A型天平法比重計,瑞士Precisa公司產品;Z005型電子拉力機,德國Zwick公司產品。
1.4 試樣制備
混煉前稱取所用原材料質量第1段記為m0,第2段記為m2。
1.4.1 配方A膠料
配方A膠料采用兩段混煉工藝。一段混煉初始轉速為90 r·min-1,投料溫度為50 ℃,在混煉過程中通過調節轉速控制溫度,壓壓砣2次,出料溫度為115 ℃,A-1和A-2混煉時間分別為225和266 s,稱取一段混煉膠質量,記為m1。二段混煉初始轉速為70 r·min-1,投料溫度為50 ℃,在90 ℃時出料,A-1和A-2混煉時間分別為150和170 s,稱取二段混煉膠質量,記為m3。相同配方膠料在開煉機上混煉,記為A(開煉機)。
混煉膠在145 ℃×30 min的條件下進行硫化。
1.4.2 配方B膠料
配方B膠料采用兩段混煉工藝。一段混煉初始轉速為90 r·min-1,投料溫度為50 ℃,在混煉過程中通過調節轉速控制溫度,壓壓砣2次,B-1和B-2出料溫度分別為110和120 ℃,混煉時間為240 s,稱取一段混煉膠質量,記為m1。二段混煉初始轉速為70 r·min-1,投料溫度為40 ℃,在90 ℃時出料,混煉時間為150 s,稱取二段混煉膠質量,記為m3。相同配方膠料在開煉機上混煉,記為B(開煉機)。
混煉膠在150 ℃×10 min的條件下進行硫化。
1.4.3 配方C和D膠料
配方C和D膠料采用兩段混煉工藝。一段混煉初始轉速為90 r·min-1,投料溫度為60 ℃,在混煉過程中通過調節轉速控制溫度,在2.5 min時壓壓砣,在122 ℃時出料,混煉時間為235 s,稱取一段混煉膠質量,記為m1。二段混煉初始轉速為70 r·min-1,投料溫度為45 ℃,在90 ℃時出料,混煉時間為155 s,稱取二段混煉膠質量,記為m3。
混煉膠在150 ℃×30 min的條件下進行硫化。
1.4.4 配方E膠料
配方E膠料采用兩段混煉工藝。一段混煉初始轉速為90 r·min-1,投料溫度為50 ℃,在混煉過程中通過調節轉速控制溫度,在105 ℃時出料,混煉時間為300 s,稱取一段混煉膠質量,記為m1。二段混煉初始轉速為80 r·min-1,投料溫度為50 ℃,在混煉過程中通過調節轉速控制溫度,在90 ℃時出料,混煉時間為208 s,稱取二段混煉膠質量,記為m3。
混煉膠在150 ℃×20 min的條件下進行硫化。
1.5 性能測試
(1)混煉膠的布拉本德密度依據密度儀說明書測試;硫化膠的天平法比重計密度按GB/T 533—2008《硫化橡膠或熱塑性橡膠 密度的測定》測試。
(2)拉伸性能按GB/T 528—2009《硫化橡膠或熱塑性橡膠 拉伸應力應變性能的測試》測試。
2 結果與討論
GK-5E型密煉機采用機械油密封體系。密煉機工作按鈕開啟后,設備的油泵開始工作,同時機械油進入密煉機中起到密封及膠料混煉過程中的潤滑作用。在保證密煉機正常工作的前提下,控制機械油的進油速度。本混煉過程中,密煉機的耗油量為6.8 mL·min-1。
配方A—E膠料在混煉過程中的質量變化和密度測試結果如表1所示,硫化膠的拉伸性能測試結果如表2所示。
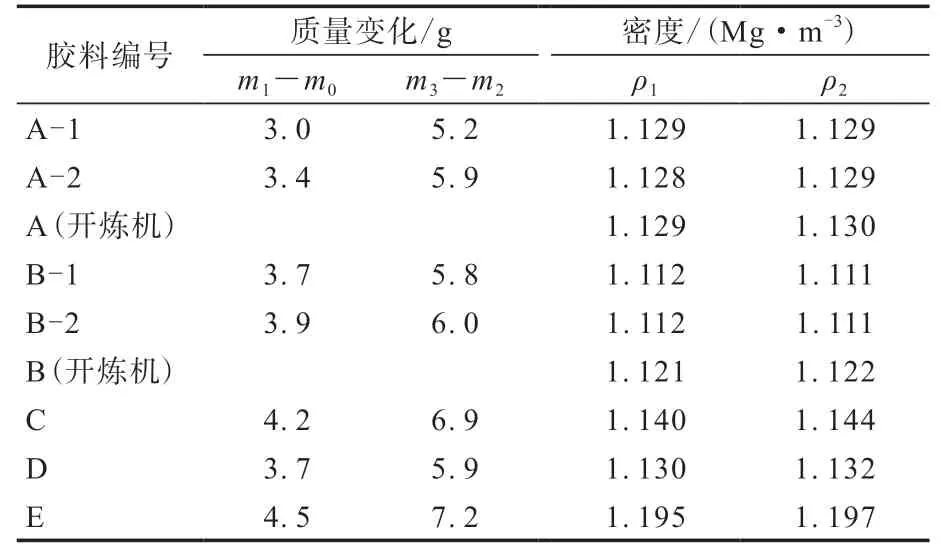
表1 膠料在混煉過程中的質量變化和密度測試結果
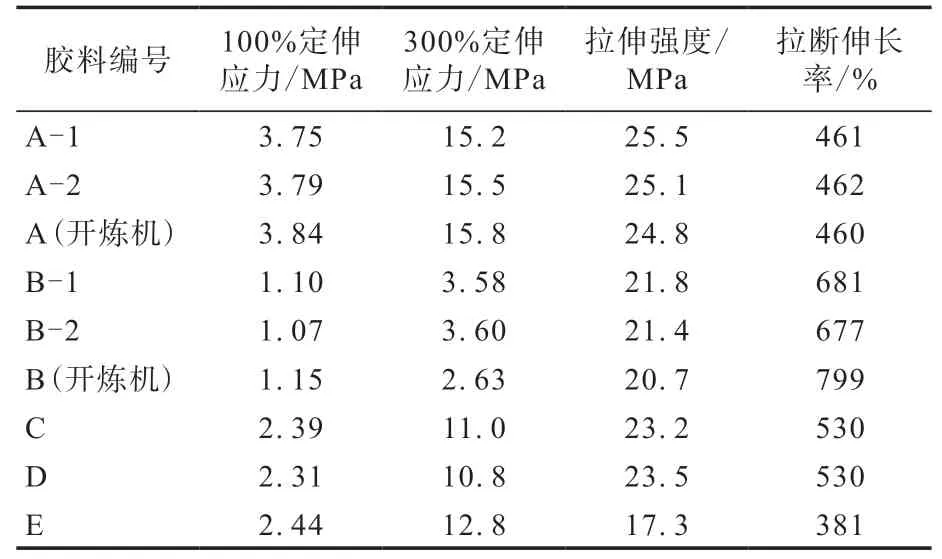
表2 硫化膠的拉伸性能測試結果
2.1 混煉時間
配方A膠料主要考察混煉時間對硫化膠拉伸性能的影響。A-1和A-2膠料的一段混煉時間分別為225和266 s;而在一段混煉后得到的A-1和A-2膠料的質量分別增大了3.0和3.4 g。這表明在混煉過程中密煉機的機械油有一部分進入混煉膠中,混煉結束后膠料的質量會有一定的增大(經兩段混煉后,A-1和A-2膠料的質量分別增大8.2和9.3 g);且混煉時間越長,進入混煉膠中的機械油越多。混煉完成后A-1和A-2膠料增大的質量在炭黑混煉標準要求(不應超過+0.5%或不應低于-1.5%)范圍內。
從表1和2可以看出,在兩段混煉過程中,雖然有部分機械油進入混煉膠中,但對膠料的密度和拉伸性能影響不大。A-1和A-2膠料的布拉本德密度和天平法比重計密度相近;且配方A膠料經開煉機混煉后硫化膠的天平法比重計密度為1.130 Mg·m-3,與混煉后膠料的密度相差不大。另外,兩種混煉方式所得硫化膠的拉伸性能無明顯差異。
2.2 混煉溫度
配方B膠料主要考察混煉溫度對硫化膠拉伸性能的影響。B-1和B-2膠料的一段出料溫度分別為110和120 ℃;而在一段混煉后得到的B-1和B-2膠料質量分別增大了3.7和3.9 g。結果表明在混煉過程中密煉機的機械油有一部分進入混煉膠中,混煉結束后膠料的質量會有一定的增大(經兩段混煉,B-1和B-2膠料質量分別增大9.5和9.9 g);混煉溫度越高,進入混煉膠中的機械油越多。
從表1和2可以看出:B-1和B-2膠料的布拉本德密度和天平法比重計密度相近;兩種膠料的拉伸性能稍有差異。這說明出料溫度對硫化膠的拉伸性能影響不大。
從配方B膠料的混煉工藝可以看出,白炭黑膠料的混煉時間較長,一段和二段混煉共需390 s,在混煉過程中具有密封作用的機械油會部分進入最終的混煉膠中,引入的機械油可能對白炭黑膠料的拉伸性能有影響。因此,針對白炭黑用量較大且混煉時間較長的配方不建議使用具有油密封系統的密煉機。
2.3 填料體系
配方C和D膠料的混煉工藝一致,配方中白炭黑和炭黑的用量有一定的差別,導致二者在最終膠料的增量上不同,表現為膠料的密度不同,但這種差異并不會給硫化膠的拉伸性能帶來影響(見表1和2)。
配方E采用高用量白炭黑,為了保證白炭黑的有效分散,需要延長混煉時間,因此配方E膠料的混煉時間總計為508 s,膠料的質量增大11.7 g。根據GK-5E型密煉機工作原理,混煉時間延長會增大機械油引入的風險,因此不建議高用量白炭黑配方或進行較長時間的混煉時使用GK-5E型密煉機。
3 結論
(1)在GK-5E型密煉機中用于密封的機械油會在混煉過程中部分進入到混煉膠中,混煉時間越長,溫度越高進入的機械油越多。
(2)混煉溫度和混煉時間對硫化膠的拉伸性能影響不大。
(3)膠料配方中白炭黑用量過大會直接影響混煉時間,進而對硫化膠的拉伸性能產生影響。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
