醫用防護服的研究進展
2020-07-17 09:34:32沈嘉俊許曉蕓靳向煜
棉紡織技術 2020年7期
沈嘉俊 許曉蕓 劉 穎 趙 奕 靳向煜
(東華大學,上海,201620)
醫用防護服能阻止各類可能攜帶病原體的分泌物、噴濺物、顆粒物等接觸人體,從而保護醫務人員的人身健康。在對抗新型冠狀病毒肺炎疫情的過程中,醫用防護服在保護醫務人員的生命安全中發揮了十分重要的作用。本文介紹了醫用防護服的分類、材料及成衣的加工與制備技術及國內外相關標準,并展望了醫用防護服的研發方向,以期為醫用防護服的相關研發和醫療衛生部門選用產品提供參考。
1 醫用防護服的分類
醫用防護服是一個廣義的概念,包括醫療環境下醫務人員穿著的各類服裝。根據醫用防護服的不同使用場合以及功能特性,可將醫用防護服分為醫用一次性防護服、隔離服和手術衣等[1-2]。醫用一次性防護服的主要使用對象為醫務人員,是臨床醫務人員在接觸甲類或按甲類傳染病管理的傳染病患者時所穿著的一次性防護用品,其主要作用是阻隔具有潛在感染性患者的血液、體液、分泌物以及空氣中的微顆粒。隔離服是避免醫務人員在接觸患者時受到血液、體液和其他感染性物質污染,或用于保護患者避免感染的防護用品,患者可為皮膚大面積燒傷等自身屏障功能受損患者。隔離服的防護等級和阻隔性能要求均低于醫用一次性防護服。手術衣是醫生在進行手術時穿著的服裝,主要是阻隔病人血液和體液,防止病人血液中攜帶的具有傳染性的病毒(如乙肝、艾滋病病毒等)侵入人體,為醫務人員提供良好的屏障。
2 醫用防護服的加工技術
2.1 醫用防護服非織造材料的加工技術
目前,醫用防護服主要采用的非織造材料包括用于制作醫用一次性防護服的覆膜非織造布(基布為水刺非織造布或紡黏非織造布)和閃蒸法非織造布,還有用于制作隔離服、手術衣的紡黏-熔噴-紡黏復合非織造材料(以下簡稱SMS)和淋膜非織造材料。如圖1所示。
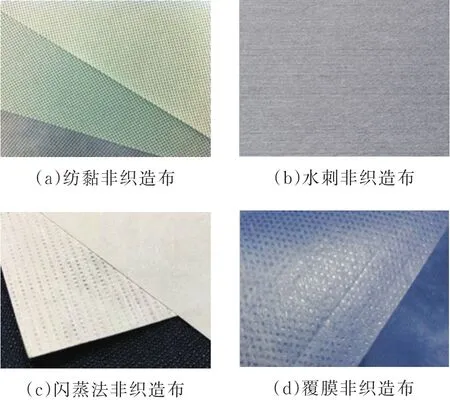
圖1 一次性醫用防護服用非織造材料
紡黏非織造材料的加工方法為熔融紡絲直接成網法。紡黏非織造布主要原料為聚丙烯(以下簡稱PP),樹脂顆粒經螺桿擠出機熔融擠出后牽伸成絲,牽伸后的長絲直接鋪網、加固,形成具有一定力學性能的非織造布。通常用于醫用防護服的紡黏非織造布單位面積質量為45 g/m2~55 g/m2,隔離服所用的紡黏非織造布單位面積質量為20 g/m2~30 g/m2。紡黏非織造布因其良好的拒水性能和低廉的價格成為目前醫用一次性防護服中使用量最大的非織造材料。
水刺非織造材料的加工方法為水刺法,也稱射流噴網法。纖維經梳理機梳理后排列成均勻的纖維網,通過高速水射流對纖網噴射,在水針壓力作用下纖網中纖維重新排列并相互纏結、固結成布。用作醫用一次性防護服的水刺非織造材料最主要原料為滌綸,其單位面積質量為55 g/m2~65 g/m2。作為醫用一次性防護服使用的水刺非織造布,具有與傳統機織物接近的手感與穿著舒適性,且具有較好的液體阻隔性能。
非織造布膜復合防護面料的覆膜材料通常是將非織造基布與微孔透氣膜復合,根據具體應用的環境不同,設計時所使用的基布、膜材有差別。覆膜形式有一布一膜(以下簡稱SF)或兩布一膜(以下簡稱SFS)。SF或SFS覆膜非織造材料是先分別生產出基布和透氣微孔膜,之后利用熱熔膠(熔膠溫度在125℃~180℃)將基布和微孔透氣膜進行噴膠黏合,即離線復合。其中,SF只有一次噴膠貼合工藝,SFS需要經過兩次噴膠貼合。覆膜材料復合后透氣量需在2 500 g/(m2·d)以上。由于膜復合時所使用的熱熔膠會對微孔產生一定的阻塞作用,因此微孔膜透氣量應大于覆膜材料復合之后的透氣量。GB 19082—2009《醫用一次性防護服技術要求》中規定,醫用一次性防護服關鍵部位材料的斷裂強力應大于45 N[3]。因此,用于醫療防護環境的產品基布采用具有較好力學性能的紡黏非織造布和水刺非織造布,可以起到支撐和保護內部透氣微孔膜的作用。另外,與水刺基布相比,紡黏非織造布具有一定的疏水性,也可實現對液體更高的阻隔作用[4]。
閃蒸非織造材料的加工工藝為閃蒸法。其方法是將聚乙烯溶解在溶劑中,通過噴絲孔擠出,使溶劑迅速揮發而成為纖維;同時利用靜電發生器或靜電鹽添加劑形成靜電場,使絲條在拉伸過程中相互摩擦形成靜電分絲,彼此相互排斥保持單纖維狀態,然后靠靜電裝置使纖維凝聚成網,纖網再經熱軋形成閃蒸法非織造布。由于閃蒸法的纖維直徑較細,因此閃蒸法非織造布具有優良的防水透氣性,可以隔絕許多化學液體、干/液粒子,同時又可保證足夠的水氣和空氣穿透;因纖維結晶度高、取向性好,所以產品的抗撕裂、耐穿刺強度較高[5]。
隔離服所使用的SMS復合非織造材料是利用熱軋或超聲波黏合等熱黏合方式,將紡黏和熔噴非織造布復合在一起的材料。根據使用時阻隔性和功能性的不同要求,可通過調整模頭的數量來適當調整紡黏和熔噴的層數,改變材料的單位面積質量,提高其耐靜水壓值。SMS復合技術將紡黏布較高的強度和熔噴布良好的阻隔性能加以結合,取長補短。
淋膜非織造材料是采用淋膜工藝在紡黏非織造材料上淋PE膜或PP膜制成的防水材料,可作為隔離服用材料。淋膜工藝是將樹脂顆粒(常用原料為聚乙烯)熔融后擠壓到基材(非織造材料、紙、織物等)上,并迅速冷卻成膜后得到淋膜產品。在相同基材條件下,淋膜材料的單位面積質量稍大,膜與基材不易剝離,可制備多種花紋。
2.2 醫用防護服非織造材料的后整理技術
醫用防護服面料由于多采用PP、PET和PE作為主要原料,面料摩擦容易產生靜電,因此一般在完成面料生產后,制衣前需要進行防靜電處理。GB 19082—2009中規定經過防靜電處理后的醫用一次性防護服帶電量不大于0.6 μC/件。而木漿復合水刺非織造手術衣材料由于含有親水性木漿纖維,不需要經過任何防靜電整理。常用的防靜電處理方法有三種:一是抗靜電整理劑整理;二是以提高材料吸濕性為目的的纖維接枝改性、親水性纖維混紡;三是添加導電纖維。第一種方法應用較為廣泛,SFS或SF覆膜非織造材料也是采用該方法。
隔離服和手術衣除了防靜電處理外還需要對所用的非織造布進行拒水、拒血液、拒酒精等拒液后整理。DB 42/245—2003《一次性防護隔離服通用技術條件》中規定,一次性隔離服的靜水壓值(以下簡稱HP)≥17.7 cm H2O,YY/T 0506.2—2016《病人、醫護人員和器械用手術單、手術衣和潔凈服 第2部分:性能要求和試驗方法》規定了標準型手術衣的關鍵區域HP≥20 cm H2O,非關鍵區域HP≥10 cm H2O。此外,淋膜非織造布由于膜的存在,其拒液性能較好,液體無法穿透材料,因此無需進行拒液整理。在拒液整理中,通常選用低表面能的氟類或硅類整理劑對非織造材料表面進行處理,使其獲得疏水性能[6-9],如圖 2所示。
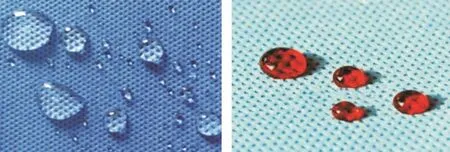
圖2 SMS非織造材料拒水拒油效果圖
2.3 醫用防護服成衣加工技術
2.3.1 醫用防護服的加工流程
醫用防護服的生產需要裁剪機、平縫機、包縫機和壓膠機等,以及SFS、膠條等材料。首先將已選好的防護服面料進行覆膜處理或其他后整理,使其具有拒水透濕性能,再利用裁剪機按照既定的規格裁剪,接著用平縫機和包縫機進行縫制,然后為其加松緊帶,最后使用壓條機黏合醫用膠條,將縫線處密封,防止液體、病毒和細菌等由縫合處的針眼入侵到防護服內。制作完成的防護服必須保持干燥、清潔并且無霉斑,表面不允許有黏連、裂縫和孔洞等缺陷。要求在醫用防護服連接部位采用針縫黏接或熱合等加工方式加固,并且對針縫的針眼進行密封處理,每3 cm有8針至14針,線跡應均勻平直,不得有跳針。同時需保證在黏接或熱合等加工處理后的部位平整、密封、無氣泡,拉鏈不外露且拉頭可以自鎖,從而保證防護服的安全可靠性,保障醫護人員的生命安全。
醫用一次性防護服的制作流程:非織造基布(水刺非織造布或紡黏非織造布)→覆膜→裁剪→縫合→加松緊帶→防護服。
隔離服的制作流程:[(SMS→拒水、拒血液、拒酒精、防靜電處理)或(紡黏基布→淋膜)]→裁剪→縫合→加松緊帶→隔離服。
2.3.2 滅菌處理
醫用防護服的滅菌處理主要采用化學滅菌法中的環氧乙烷熏蒸法,主要包括預處理、滅菌、解析三大流程。預處理是給待滅菌產品進行預熱及加濕。預熱是將被消毒物品放入消毒容器內進行加熱,使物品達到一定溫度,可根據物品本身的耐受溫度進行不同程度的預熱。預熱后進行消毒,具體方法是:通入環氧乙烷和二氧化碳混合氣體,使產品暴露在其中。環氧乙烷與二氧化碳混合氣體熏蒸消毒作用時間根據被消毒物品的性質、特點及消毒對象決定。最后解析,采用通風和加熱系統將產品上吸附的環氧乙烷氣體析出。
由于環氧乙烷熏蒸法滅菌需要7天~14天,耗時較長,所以在較為緊急的情況下也可以采用伽馬射線照射的輻照滅菌法。該滅菌技術可以將時間縮短至1天,有效提高生產效率,但同時也會在一定程度上損傷材料的強度。目前,輻照滅菌已廣泛應用于醫用防護服滅菌、防護服滅菌、隔離服滅菌、鞋套滅菌、醫用手套滅菌等產品中,其安全性已得到充分驗證[10]。
2.3.3 性能檢測項目
醫用一次性防護服制作完成后需對其相關性能進行測試。GB 19082—2009對醫用一次性防護服的性能要求:抗滲水性,防護服關鍵部位HP不小于1.67 kPa;透濕性,防護服材料透濕量應不小于 2 500 g/(m2·d);表面抗濕性,防護服外側面沾水等級應不低于3級;防護服關鍵部位材料的斷裂強力應不小于45 N;防護服關鍵部位材料的斷裂伸長率應不小于15%;防護服關鍵部位材料及接縫處對非油性顆粒物的過濾效率應不小于70%。
隔離服的主要檢測項目包括力學性能和液體阻隔性能等。DB 42/245—2003《一次性防護隔離服通用技術條件》對隔離服面料的性能要求:單位面積質量大于45 g/m2,HP大于17.7 cm H2O;縱向斷裂強力大于90 N,斷裂伸長率大于28%;橫向斷裂強力大于45 N,斷裂伸長率大于50%。由于隔離服的主要使用人群為高速公路安檢人員、消毒人員以及垃圾清理人員等,他們的活動量相較于醫務人員更大,所以隔離服對于面料強力的要求比醫用一次性防護服高。
手術衣的檢測性能主要包括拒水性和微生物滲透性。YY/T 0506.2—2016《病人、醫護人員和器械用手術單、手術衣和潔凈服第2部分:性能要求和試驗方法》對手術衣面料的性能要求:拒水性方面,標準型手術衣主要區域HP≥20 cm H2O,次要區域HP≥10 cm H2O;高級型手術衣主要區域HP≥100 cm H2O,次要區域HP≥10 cm H2O;微生物滲透性方面,干態條件下標準型和高級型手術衣次要區域均不大于300 cfu,濕態條件下標準型手術衣主要區域不小于2.8 IB,高級型手術衣的主要區域達6.0 IB[11-12]。
3 醫用防護服防護性能的相關標準
3.1 醫用一次性防護服
我國在醫用一次性防護服的研發和生產起步較晚,但近些年消耗量較大。隨著我國非織造材料行業的興起,醫用一次性防護服體系也在不斷建立和完善。我國制定了針對于醫用一次性防護服的國家標準,即GB 19082—2009。其他不同國家和地區也均有相對應的標準,美國標準有ANSI/AAMI PB70—2012《Liquid Barrier Performance and Classification of Protective Apparel and Drapes Intended for Use in Health Care Facilities》[13]和 ANSI/NFPA 1999—2008《Standard on Protective Clothing for Emergency Medical Operations》[14]。英國標準協會于 2011 年發布了修訂版的 BS EN 13795—2011+A1—2013《Surgical Drapes,Gowns and Clean Air Suits,Used as Medical Devices for Patients,Clinical Staff and Equipment.General Requirements for Manufacturers,Processors and Products,Test Methods,Performance Requirements and Performance Levels》[15-16]。
GB 19082—2009規定:防護服關鍵部位HP不低于1.67 kPa(17 cm H2O),防護服外側面沾水等級不低于3級。合成血液滲透方面,分了6個不同的等級,從0 kPa到20 kPa,等級越高壓強值(材料受到的合成血液所產生的壓強)越大。在過濾效率方面,規定了防護服關鍵部位材料及接縫處對非油性顆粒的過濾效率不小于70%。
ANSI/AAMI PB70—2012將醫用一次性防護服分成4個等級。液體阻隔性能中規定,1級:沖擊穿透水量(以下簡稱IP)≤4.5 g。2級:IP≤1.0 g,HP≥1.96 kPa。 3級 :IP≤1.0 g,HP≥4.90 kPa。4級無規定。在合成血液穿透方面,只對4級防護服作出了要求:在靜水壓13.80 kPa下保持1 min不可滲透。在微生物穿透方面,規定Phi-x-174抗菌體不得透過4級防護服。
ANSI/NFPA 1999—2008對醫用一次性防護服在液體阻隔性能方面規定,表面張力為3.5×10-4N/cm、3 L/min的水量噴灑20 min不可穿透;在微生物穿透方面規定,Phi-x-174抗菌體不得透過試樣和接縫處。
BS EN 13795—2011+A1—2013將醫用一次性防護服分為標準型和高級型兩個等級。在液體阻隔性能方面規定:標準型主要區域HP≥2.94 kPa,次要區域 HP≥0.98 kPa;高級型主要區域 HP≥9.80 kPa,次要區域 HP≥0.98 kPa。在微生物穿透方面規定:標準型主要區域干態條件下≤2.0 log菌落個數;濕態條件下標準型主要區域≤500菌落個數/板,高級型主要區域=0,次要區域≤500菌落個數/板。
由以上4種標準可以看出:在液體阻隔性能方面,GB 19082—2009規定了一定靜水壓下不得滲透,ANSI/NFPA 1999—2008規定了一定條件下水不可穿透,ANSI/AAMI PB70—2012依據用途分為4個等級,等級越高,要求越嚴,BS EN 13795—2011+A1—2013中分了標準型主、次區域和高級型主次區域4個等級。因此,在對液體阻隔性能有較細致劃分要求的情況下,宜選用ANSI/AAMI PB70—2012和 BS EN 13795—2011+A1—2013,反 之 則 宜 選 用 GB 19082—2009和ANSI/NFPA 1999—2008。在合成血液滲透試驗方面,GB 19082—2009將醫用一次性防護服分為6個等級,ANSI/AAMI PB70—2012只對4級防護服做出要求。因此,對合成血液滲透方面有要求時,應優先選用這兩個標準。在微生物穿透試驗方面,GB 19082—2009對微生物穿透試驗無規定,而是以粒子穿透性能代替,其他3個標準對微生物穿透試驗均有相應的測試要求。因此,對微生物穿透有明確要求的,宜選用后3種標準。
3.2 隔離服
由于隔離服不用作甲類傳染病中的防護使用,因此在阻隔性能要求上較低。目前,我國相關標準主要有湖北省地方標準DB 42/245—2003。國外標準主要為美國標準ASTM F3352—19《Standard Specification for Isolation Gowns Intended for Use in Healthcare Facilities》,標準中主要對其拒水性能進行了規定,許多指標均無明確值[17]。
DB 42/245—2003的使用對象為一次性隔離服且不分等級,在拒水性能上規定HP≥17.7 cm H2O,在力學性能上主要規定:縱向拉伸斷裂強力≥90 N,橫向拉伸斷裂強力≥45 N,在舒適性上面要求對皮膚無刺激性。
ASTM F3352—19的使用對象為隔離服并將其分為4級:衣服分成前面、袖口(關鍵區)和頸部、后下半部(非關鍵區)。在拒水性能方面規定,1級:IP≤4.5 g。2級:IP≤1.0 g,HP≥1.96 kPa。3級:IP≤1.0 g,HP≥4.90 kPa。4級無規定。力學性能上,主要規定了拉伸斷裂強力,各級拉伸斷裂強力≥30 N,剪切強力≥10 N,接縫強力≥30 N。
由以上兩種標準可以看出:在拒水性方面DB 42/245—2003只分了一級,而ASTM F3352—19分了4級,級別越高要求越高。力學性能方面的差別主要體現在拉伸斷裂強力上,DB 42/245—2003規定縱向拉伸斷裂強力不小于90 N,橫向拉伸斷裂強力不小于45 N,而ASTM F3352—19只規定了各級不小于30 N,可見該方面前者的要求更高。因此,在拒水性能方面有較細致劃分要求的情況下,宜選用ASTM F3352—19,對縱橫向拉伸斷裂強力要求較高時宜選用DB 42/245—2003。
3.3 手術衣
我國目前尚未制定針對手術衣的國家標準,只有相對應的醫藥行業標準,包括YY/T 0506.1—2005《病人、醫護人員和器械用手術單、手術衣和潔凈服第1部分:制造廠、處理廠和產品的通用要求》、YY/T 0506.2—2016《病人、醫護人員和器械用手術單、手術衣和潔凈服第2部分:性能要求和試驗方法》和YY/T 0506.3—2005《病人、醫護人員和器械用手術單、手術衣和潔凈服第3部分:試驗方法》。國外標準主要有歐標BS EN 13795—3—2006+A1—2009《Surgical Drapes,Gowns and Clean Air Suits,Used as Medical Devices for Patients,Clinical Staff and Equipment—Part 3:Performance Requirements and Performance Levels》和 ISO 16542—2006[18]。
我國相對應的醫藥行業標準的適用對象為醫療用手術衣、手術單和潔凈服。在拒水性能方面規定:標準型主要區域HP≥20 cm H2O,次要區域HP≥10 cm H2O;高級型主要區域HP≥100 cm H2O,次要區域HP≥10 cm H2O。微生物穿透方面規定:干態條件下標準型和高級型次要區域≤300 cfu;濕態條件下標準型主要區域≥2.8 IB,高級型主要區域達6.0 IB。
BS EN 13795—3—2006+A1—2009的適用對象為外科用手術衣、罩袍和潔凈服。在拒水性能方面規定:標準型主要區域HP≥30 cm H2O,次要區域HP≥10 cm H2O;高級型主要區域HP≥100 cm H2O,次要區域HP≥10 cm H2O。微生物穿透方面規定:干態條件下標準型主要區域≤2.0 log菌落個數;濕態條件下標準型主要區域≤500菌落個數/板,高級型主要區域等于0。
ISO 16542—2006的適用對象為外科用手術衣、罩袍和潔凈服。在拒水性能和微生物穿透方面的規定與BS EN 13795—3—2006+A1—2009相同。
由以上三種標準可以看出:在適用對象上我國相對應的醫藥行業標準與另外兩者有所差別,主要適用于醫療用手術衣、手術單和潔凈服,而后兩者適用于外科用手術衣、罩袍和潔凈服。在拒水性能方面三者均分為標準型主要、次要區域和高級型主要、次要區域4個等級,且數值相差不大。在微生物穿透方面我國相對應的醫藥行業標準和其余兩種標準也各自有不一樣的評價體系。因此,對于要求不是特別高的醫療用手術衣、手術單可以采用我國相對應的醫藥行業標準,在外科用手術衣和罩袍的制作上宜參照另兩個標準。
4 結語與展望
雖然我國醫用防護服的研發起步稍晚,但近些年的發展相當迅速,不少研發的高檔覆膜防護服已被國外用戶接受。面對此次新型冠狀病毒肺炎疫情的爆發,我國的防護響應十分積極有效,在短短一個多月的時間里,防護服的生產供應經歷了十分緊缺到能夠滿足甚至超過需求的過程。本文從醫用防護服的分類、加工與制備、性能檢測及國內外標準進行了介紹,結合我國醫用防護服的現狀,認為應建立和完善現有的標準體系,針對主要產品的性能制定不同的分級指標,并對使用范圍提出建議,指導臨床醫護人員正確使用符合標準要求的醫用防護產品。
對于醫用防護服的面料復合技術,我國仍需繼續提高,加強防護服牢度以及透氣性,在保障人體安全的前提條件下進一步提高舒適性。另外可以開發新型材料、膜基材或進行新式面料結構的研發,同時也可以融入其他領域的新技術實現醫用防護服的智能化,例如添加藍牙技術改善與外界交流不便的問題。在未來的研究中,可對醫用防護服從纖維到復合面料進行各種物理性能的測試研究,并結合合理的主觀評價建立醫用防護服評價系統,為產品研發和醫療衛生部門選用產品提供導向。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
河北畫報(2020年10期)2020-11-26 07:20:50
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
專用汽車(2016年4期)2016-03-01 04:13:43
中國衛生標準管理(2015年3期)2016-01-14 03:41:47
電測與儀表(2015年5期)2015-04-09 11:30:52
中國中醫藥現代遠程教育(2014年13期)2014-03-01 04:26:36
