聚四氟乙烯加捻長絲過濾織物的生產
2020-07-17 09:34:30顧鈺良陳曉峰賈高鵬
棉紡織技術 2020年7期
郭 華 顧鈺良 陳曉峰 賈高鵬
(1.江蘇華躍紡織新材料科技股份有限公司,江蘇鹽城,256600;2.鹽城工學院,江蘇鹽城,224051)
目前聚四氟乙烯(以下簡稱PTFE)長絲生產是以PTFE分散樹脂為原料,通過與液體潤滑劑(如煤油)混合,經過擠壓、壓延、拉伸、切割、燒結定性,最后冷卻形成連續長絲[1-2]。我公司具備PTFE長絲及紗線織造整套生產系統,近期根據市場調研和用戶要求,設計開發了兩款過濾用PTFE加捻長絲織物,現將產品的生產情況進行介紹。
1 PTFE材料性能
PTFE分子鏈上碳碳鏈兩側連接的氟原子半徑大于氫原子,氟原子幾乎覆蓋了整個碳碳鏈的表面,加之相鄰大分子鏈形成螺旋狀的扭曲鏈結構,這使得PTFE材料表現出如下優異性能[3-4]。第一,優異的耐高低溫性能。PTFE在200℃條件下,強力利用系數損失率不高,還能保持97%左右;在-100℃仍具有一定的柔韌性能。第二,優異的腐蝕性。PTFE具有優異的耐強酸強堿和強氧化劑能力,各種有機溶劑幾乎不能使其溶脹,可作為腐蝕性藥品的包裝密封材料等。第三,優異的耐氣候性。PTFE防紫外線性能優異,放置在大氣環境中幾乎不老化,強力損失非常小。第四,優異的潤滑性能。與鋼材的摩擦因數可低至0.04;表面張力低,幾乎不黏附任何物質。第五,優異的電氣絕緣性能,體積比電阻高達1×1018Ω·cm。PTFE材料因優異的性能被廣泛應用在國防軍工、石油、無線電、電力機械、環保、化學工業等重要領域[5-6]。
2 產品性能要求和技術規格
2.1 產品性能要求
PTFE織物表面無油污、雜質等,紗線之間滑移要小。環保裝備中過濾材料需要同時具有良好的耐高溫性能和耐酸堿性能,特別是在強酸堿條件下對粉塵等不同物質的分離和過濾,普通濾料無法滿足嚴苛的環境要求。PTFE纖維具有優異的耐高溫性能和耐酸堿性能,是過濾材料的首選,但該纖維抱合力低、摩擦因數小,這對織物的織造和力學性質有一定的影響。為了改善PTFE長絲的抱合力,改善材料的加工性能,我公司設計織造了PTFE加捻長絲。該PTFE加捻長絲制品如圖1所示。該長絲性能指標:線密度55.6 tex,斷裂強力18 N,斷裂伸長率10.09%。對PTFE長絲進行加捻和熱定形處理,該長絲捻度為400捻/10 cm,熱定形溫度為360℃。在此基礎上根據用戶需求,開發兩種規格的PTFE加捻長絲過濾織物。
圖1 PTFE加捻長絲制品
2.2 產品規格
根據用戶對織物指標的要求并結合過濾使用需要,我公司開發了兩款過濾織物。經、緯紗均采用55.6 tex的PTFE加捻長絲。織物1:經密140根/10 cm,緯密83根/10 cm,織物組織為平紋,單位面積質量130 g/m2。織物2:經密324根/10 cm,緯密248根/10 cm,織物組織為五枚三飛緞紋,單位面積質量350 g/m2。
3 生產要點和工藝配置
3.1 靜電消除
PTFE材料體積比電阻可達1×1018Ω·cm,表面比電阻可達1×1013Ω,在生產加工過程中非常容易集聚靜電,給生產帶來困難。因此,我公司技術人員在停經架、織機以及其他導紗機構上安裝簡單的靜電消除裝置,并利用加濕器給濕消除靜電,確保整經時經紗張力均勻、長絲生產時卷裝成形良好、織造時開口清晰,確保生產的順利進行。例如:在織機導布輥的一端套了一個金屬環,金屬環連接導線,將導線接地。PTFE織物上聚集的靜電即可通過導布輥、金屬環、導線,將靜電導走,以達到消除靜電的目的。織機導布輥靜電消除裝置如圖2所示。由于簡易的靜電消除裝置和加濕器能有效地改善靜電聚集情況,PTFE長絲織物生產過程中不需要上漿工序。
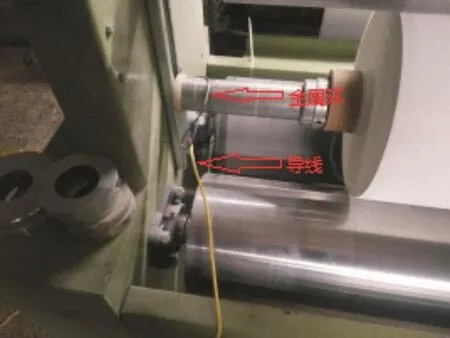
圖2 織機導布輥靜電消除裝置
3.2 整經工序
整經前檢查并清潔所有紗線通道,確保紗線通道清潔無污染。采用KY601型分條整經機,工藝配置原則為“中低速度,勻張力,防損傷,勻卷繞”[7]。根據我公司生產的PTFE長絲細度,織物1的整經工藝參數設置為:位移0.98 mm,條數7條,每條460根,條寬34.5 cm,整經速度180 m/min,倒軸速度 80 m/min,倒軸張力0.4 MPa;織物2的整經工藝參數設置為:位移1.20 cm,條數10條,每條460根,條寬15.8 cm,整經速度180 m/min,倒軸速度80 m/min,倒軸張力0.4 MPa。為了防止損傷長絲并兼顧生產效率,兩種規格織物的整經速度均控制在180 m/min,倒軸速度均為80 m/min,倒軸張力均為0.4 MPa。在該參數配置下,PTFE長絲經過整經工序后生產正常,經軸卷繞均勻,成形良好,紗線表面損傷小。
3.3 穿筘工序
織物1:采用順穿法,每筘1入,筘號132齒/10 cm。織物2:采用順穿法,每筘4入,筘號77齒/10 cm。保證上機織造的相關部件表面光滑無毛刺。
3.4 織造工序
遵循“低車速,小張力,晚開口”的工藝原則。PTFE長絲織物在生產過程中容易產生劈絲發毛現象,因此在上機前對織機布面通道進行檢修保養,確保在織造過程中PTFE長絲完好。該PTFE加捻過濾織物采用必佳樂190型劍桿織機織造。織物1主要工藝參數:車速340 r/min~350 r/min,采用長后梁,后梁高度18 cm~20 cm,停經架高度4.5 cm~6 cm,多臂開口量 60 mm、65 mm、70 mm、75 mm、80 mm、85 mm,綜平時間300°,綜平時綜框高(135±2)mm。織物2主要工藝參數:車速350 r/min~370 r/min,采用長后梁,后梁高度20 cm~21.5 cm,停經架高度6 cm~7 cm,多臂開口量50 mm、60 mm、70 mm、80 mm、84 mm、87 mm、105 mm、113 mm、121 mm、129 mm。綜平時間 300°~310°,綜平時綜框高(137±2)mm。織造過程中主要的疵點為紗線相互摩擦后靜電聚集產生的劈絲發毛,我公司技術人員在織機上加裝了靜電消除裝置和加濕器,以減少經緯紗線相互摩擦產生的靜電。實際生產中,織機上的加濕裝置和靜電消除裝置如圖2所示。采用加濕器和靜電消除裝置后,明顯改善了PTFE長絲起靜電纏繞而導致的綜絲、鋼筘和織口處產生的劈絲發毛問題,確保了產品的生產質量。
坯布下機后經過驗布機,采用人工碼布修織和清潔,確保布面平整、無污物,再對坯布進行打卷包裝。
4 織物性能測試
依據GB/T 3923.1—2013《紡織品 織物拉伸性能 第1部分:斷裂強力和斷裂伸長率(條樣法)》測定和GB/T 5453—1997《紡織品織物透氣性的測定》,測試兩種規格的PTFE長絲過濾織物的強力和透氣性能[8-9],結果如下。 生產的兩種規格的PTFE加捻長絲過濾織物性能指標均達到了用戶要求。
織物 織物1 織物2
單位面積質量/g·m-2133 353
經向斷裂強力/N 1 217 2 725
經向斷裂伸長率/% 8.64 23.35
緯向斷裂強力/N 842 2 361
緯向斷裂伸長率/% 7.39 19.30
幅寬/cm 230.0 56.5
厚度/μm 260 280
透氣量/mm·s-1638.5 582.2
5 結語
由于PTFE表面摩擦因數低、抱合力差,在PTFE長絲生產中要給長絲加上捻回并高溫熱處理進行捻回定形,提高長絲的抱合力。由于PTFE絕緣性能好,容易劈絲,因此在PTFE長絲及其織物生產過程中要減少摩擦、消除靜電,在生產設備上設置靜電消除裝置和加濕器,可以減少靜電的集聚,選擇適當的工藝參數可以減小對長絲的磨損。我們從原料、工藝參數、設備和操作方法上優化組合,解決PTFE長絲及織物加工過程中出現的各種問題,保證了PTFE加捻長絲過濾織物的品質,滿足了用戶的要求。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
