改善羽絨服用縫紉線性能的研究
2020-07-17 09:34:26張亞婷張淑潔羌培華伏立松趙學成
棉紡織技術 2020年7期
張亞婷 張淑潔 羌培華 伏立松 趙學成
(1.天津工業大學,天津,300387;2.南通醋酸纖維有限公司,江蘇南通,226008)
1 研究背景
羽絨服作為一種冬季御寒保暖衣物,相比于其他類型的衣物,具有質輕、保暖效果好、穿著舒適等特點,深受廣大消費者的青睞。隨著人們生活水平的日益提高,羽絨服日趨時尚化,越來越輕薄和時裝化,不僅是冬天的理想御寒服裝,更是冬季時裝的第一主角。一般在實際生產中羽絨服的面料與底布通常選用細號高密織物來防止鉆絨,材質較為單一,高密面料的外觀纖細輕薄、柔軟光滑,具有天然皮革的感覺,能夠增加羽絨面料的高級感[1]。在競爭日益激烈的服裝市場,服裝企業為適應消費者對冬季保暖服裝的各種需求,提升自身的創新功能設計與個性化服務設計能力,對于其縫紉線的更高要求也隨之而來[2]。
縫紉線是重要的輔助服裝材料之一,起縫合、連接、裝飾等作用,其品質直接影響著縫口質量,縫紉線是由兩根或兩根以上的單紗或單絲捻合制成,也有少數是編織而成,它比普通紗更堅牢、均勻、光滑、富有彈性,并且常常是經過特殊整理而具有通過針眼和適合縫合衣物時要求的耐磨損、美觀性等特性[3-4]。縫紉線的品質受許多物理機械性能指標影響,如斷裂強力、耐摩擦性能、斷裂伸長、伸長彈性等都是縫紉線重要的性能指標,這是因為縫制時縫紉線要反復穿刺縫料,從而經受強烈的沖擊和摩擦,要求縫紉線具有強度高、耐磨性好、潤滑、條干均勻、斷裂伸長和彈性適度等特性。縫紉線的理化性能和產品實物質量直接影響到制成品的生產制作、服用性能和外觀等方面的質量水平,它的性能還直接關系到縫制行業的勞動生產率,是人民生活中不可缺少的用品[5-6]。
因羽絨服面料的紗號細、織物密度大等特點,使得縫紉線在縫合羽絨服之后,織物會出現線跡滲油,影響羽絨服穿著使用過程的美觀性,生產中斷線率高,需要利用蠟片或油劑來增強線的潤滑性,提高生產制成率,有助于縫紉過程中高速運轉下針的散熱而防止斷線。
縫紉線生產中所使用的油劑主要成分以硅、蠟為主,縫紉線后整理就是讓線表面附著一層潤滑劑,使縫紉線表面比較光滑,降低摩擦因數,從而降低因摩擦而產生的熱量;同時形成一種熱的屏障,改善線的耐熱性,使覆蓋著的線體溫度不致過高。硅、蠟成分能夠幫助提高線的強力。國外最新流行的整理技術是浸漬整理,它已逐步取代了接觸法。浸漬整理的操作比較簡單,設備要求也不高,可以在原有的縫紉線染色設備上進行。其方法是在染色、水洗后,按一定用量將整理劑投入染色機中,在一定的溫度時間控制下,像染色一樣讓整理劑均勻地被色紗筒子所吸附,然后取出色紗筒子,按常規方法進行干燥。這種方法既可用于筒子,也可用于絞線。這一工藝對制線后整理帶來很大變革。經浸漬整理的縫紉線,用電子顯微照片觀察,表面上油很均勻,紗線表面甚至每一纖維束的表面都涂上了一層膜。保證了縫紉線在高速縫紉反復撓曲中,每一瞬時都由涂層與金屬接觸,防止線體直接摩擦,有效地提高了縫紉線的潤滑性與耐熱性。據了解,國際上有一定聲譽的英國綿豐線業公司及美國、聯邦德國的不少制線廠,均已普遍采用浸漬整理[7]。
針對羽絨服面料線跡滲油及生產過程斷線率高等問題,本文采用后道過蠟片接觸法和選用4種油劑進行浸漬處理的試驗,通過數據分析,得到羽絨服用縫紉線的最佳處理工藝。
2 試驗材料及方法
2.1 試驗材料
試劑:固體蠟片,RUCO-FIL PKK200紗線濕上蠟劑(以下簡稱PKK200),RUCO-FIL WAX(上海諾科生物科技有限公司,以下簡稱WAX),德國格拉扶紡織助劑Silwa BL146(德國graf公司,以下簡稱BL146),PERIFIL JAK/R潤滑劑(百得瑞紡織品添加劑有限公司,以下簡稱JAK/R),醋酸(以下簡稱HAC)。
材料:考慮到羽絨服生產中縫紉線的使用現狀,選取了最常用的9.8 tex×2滌綸縫紉線,細號高密羽絨服面料。
設備:ECO-38-2T型立信染缸,SSM-TK2-20CT型制線機,Juki DDL-8700型縫紉機,Tajima TEJTⅡ-C1201型繡花機,USTER TENSORAPID4型強力儀,Graf 02-CPF11型摩擦儀。
2.2 試驗方法
2.2.1 過蠟片接觸法
將烘干后的色紗筒子置于SSM-TK2-CT型制線機,在制線機設備上安裝固體蠟片,紗線從兩塊蠟片的中間穿過,紗線在上蠟過程中,要保證上蠟的均勻度以及蠟塊的使用效率,所以要考慮紗線在蠟塊下通過時,紗線與蠟塊要有足夠的摩擦力,紗線在蠟塊中間直線運動,速度為 1 300 m/min,蠟片隔距為0.25 cm。
2.2.2 浸漬處理法
浸漬處理時,油劑在浴液中的溫度、泵速、循環次數、最終溫度、保溫時間為影響因素。PKK200缸內最高溫度40℃,循環比為內-外2 min、外-內 4 min,應用 pH值 5~6。WAX缸內最高溫度55℃,循環比為內-外3 min、外-內7 min,應用pH值5.5~6.2。BL146缸內最高溫度 55 ℃,循環比為內-外 2 min、外-內 3 min,應用pH值5.5~6.5。JAK/R缸內最高溫度75℃,應用pH值6~7。
原紗經染色、水洗后,在原有的縫紉線染色設備上進行。在染色機中注入冷水,參考各油劑性能設定缸內工藝,如BL146按5%的用量(油劑質量=紗線質量×5%),將整理劑投入染缸中,根據不同整理劑的性能特點,加入所需的HAC。BL146加入的HAC為0.2 g/L,將水環境調至所需的pH值,測試得BL146的水環境pH值為5.8。設置缸泵的循環參數,BL146為正向1 min、反向1 min,泵速80%,保溫10 min,接著以正向2 min、反向3 min的循環次數、2℃/min的升溫速率運行,最高溫度55℃,保溫時間10 min。在一定溫度時間的控制下,讓整理劑像染色一樣均勻地被色紗所吸附,然后取出色紗筒子,按常規方法進行干燥。
2.3 性能測試
2.3.1 強伸性能測試
使用USTER TENSORAPID4型強力儀測試縫紉線樣品的斷裂強力、斷裂伸長,判定縫紉線是否能滿足紗線連續生產的要求。作為紗線測試中的重要參數,參考GB/T 3916—2013《紡織品卷裝紗單根紗線斷裂強力和斷裂伸長率的測定(CRE法)》標準,先把試樣一端放在上夾鉗中,輕輕夾住,施加的預加張力為斷裂強力的5%,隔距為50 cm,每個樣品的測試次數為10次,每組共9個試驗樣品。
2.3.2 摩擦測試
在車縫過程中縫紉線表面與針接觸,在高速運轉下,摩擦生熱會斷線或斷針,通過測試靜摩擦力和動摩擦力,能夠評估縫紉線的表面性能。參考JISL 1095—1979《紗線摩擦因數的測定》,采用絞盤法測試機理,直流電機作為等速引力源,氣動式殘紗處理,微機控制、自動數據處理,動摩擦力以5 m/min的速度,靜摩擦力以5 cm/min的速度。
2.3.3 含油測試
含油測試是利用石油醚萃取的方法測試紗線的含油率,參考GB/T 6504—2008《化學纖維含油率試驗方法》,先繞取5 g紗,在90℃~95℃的烘箱中烘0.5 h,用MP200A型電子秤稱重,記下讀數G1,將紗線放入石油醚溶劑中加熱至沸,萃取至沸需要1 h左右,將在石油醚容器中萃取后的紗線進行烘干、稱重計數為G2,則含油率=[(G1-G2)/G2]×100%。
2.3.4 車縫測試
正常前向車縫試驗的最小車縫長度為50 m。被測縫紉線應通過縫50 m直到斷線的長度,即以目標縫紉長度表征。該指標能夠反映出縫紉線強力、摩擦及對高速運作下散熱輔助的性能。車縫測試參數:速度4 500圈/min,線跡類型301,線圈密度12針/2.54 cm,面料尺寸200 cm×25 cm、4 層,樣品數5個[8]。
2.3.5 抗針熱測試
抗針熱測試是為探究紗線的耐熱性。抗針熱測試參數:速度5 500圈/min,線跡類型301,線圈密度12針/2.54 cm,縫紉張力70 cN,針號16/Nm 100 R,面料尺寸100 cm×18 cm、4層,樣品數5個。
2.3.6 防滲油性能測試
每個試驗樣品在一層羽絨服面料上縫制10 cm長,測量沿著面料橫向的滲油長度,細號高密面料可直觀地看到滲油現象。
3 試驗結果和分析
3.1 過蠟片接觸法
過蠟片接觸法試驗結果:含油率0.9%,動摩擦力62 cN,靜摩擦力56 cN,縫紉長度31.8 m,滲油長度1.9 mm。滿足細號高密羽絨服面料的滲油長度小于3 mm的要求。從試驗結果得出,經接觸法試驗,縫紉線的滲油長度均值為1.9 mm,最大值為2.4 mm,最小值為1.5 mm,滿足防滲油需求,但其含油率均值為0.9%,動摩擦力和靜摩擦力的波動大,車縫長度均值為31.8 m,最小值為15.6 m,斷線率高,不滿足生產用線要求。
根據在制線過程的實際觀察,紗線通過蠟塊的路程并不一定是直線,隨著張力的轉動,縫紉線也不能夠一直接觸到蠟片,從而造成上油不勻甚至未上到油。色紗筒子制線時經過上蠟裝置接觸上蠟,由于結構設計為蠟座中心軸向后轉,張力盤向前轉,當導紗點出現位置偏差,蠟塊壓迫紗線的彎曲程度變化,容易造成上蠟不均勻。特別在上蠟面出現不平整的高點時,處于蠟座中心軸和張力盤之間的縫紉線會被凹凸不平的上蠟面帶起,致使縫紉線脫離導紗點切入蠟塊中,出現紗線將蠟塊切片現象。當出現打結時,由于紗線夾在蠟塊的槽縫中,夾在蠟縫中的斷紗容易纏到蠟座的中心軸上,致使蠟塊轉動不靈活,在蠟盒彈簧作用力下隨著上蠟量的進給,會出現紗線把上蠟面拉成較深的橫向棱槽,使得上蠟面變得更不平滑,造成紗線連續切蠟片現象。這樣,不僅影響單錠的效率,而且浪費蠟塊[9]。
3.2 浸漬法
3.2.1 拉伸性能
表1為色紗筒子經4種油劑浸漬處理后得到的縫紉線樣品質量指標。從表1中數據能夠看出,經4種油劑浸漬處理后的線密度、斷裂強力、斷裂伸長并未有明顯區別。可見油劑對于紗線的斷裂強力、斷裂伸長的物理性能影響并不明顯,而紗線強力、斷裂伸長是紗線的內在質量,主要取決于紗線結構和纖維性質。

表1 斷裂強力、斷裂伸長測試結果
3.2.2 含油率、摩擦性能、車縫性能
根據4種油劑的性能特點,均選取5%的用量,根據4種油劑所需的pH值,PKK200與JAK/R油劑加入的HAC濃度為0.1 g/L,WAX與BL146油劑加入的HAC濃度為0.2 g/L,缸內泵速循環比、升溫速率、最終溫度、保溫時間見2.2.2。缸內運行結束后,能夠明顯看到PKK200和JAK/R缸內上油浴液顏色發白、不透明,靜置12 h后沒有分層。BL146跟WAX上油浴液為淺藍且透明,靜置及高速離心后均無分層。PKK200與JAK/R兩種油劑所得樣品的含油率極低,PKK200的含油率均值為0.9%,JAK/R的含油率均值為0.5%,動摩擦力跟靜摩擦力波動大,且斷線率高,不能夠滿足縫紉需求[10]。
縫紉線上油率的高低與縫紉線的車縫性能關系密切,上油率低的縫紉線在高速車縫過程中容易產生靜電及斷線,而上油率過高的縫紉線則容易出現黏纏現象,都會影響車縫的正常進行。縫紉線的油劑含量一般控制在滿足防靜電性、平滑性、車縫性等要求的前提下,上油率以少為好。而細號高密的羽絨面料對含油的要求更為嚴格,在保證滿足車縫性能的前提下還需保證防滲油性能,PKK200與JAK/R在細號高密面料的防滲油性能較好。BL146的含油率基本均勻,摩擦力低,車縫過程沒有斷線,滲油長度均值為1.7 mm,能夠滿足細號高密羽絨服面料的防滲油需求。WAX的含油率較為均勻,動摩擦力和靜摩擦力較高,波動較大,斷線率較高,滲油長度均值為3.3 mm,細號高密羽絨面料的防滲油性能不是很好。4種油劑的含油波動性如圖1所示。其性能測試見表2。
測試結果證明,BL146油劑性能穩定,通過缸內浸漬處理法,含油率均勻,滿足細號高密羽絨服面料防滲油需求,摩擦力低、波動小,有利于車縫,斷線率低,提高了生產力,對紗線染色性能和環境無明顯影響。且其靜摩擦力減動摩擦力之差為正值,有資料介紹,該值為正值時,紗線的集束性較大,縫紉線纖維的結合度好;該值為零時,縫紉線纖維間聯系較弱;該值為負值時,縫紉線纖維抱合力差[11-12]。
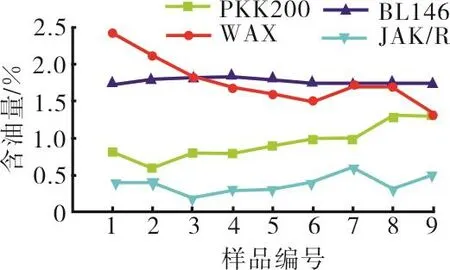
圖1 4種油劑含油對比

表2 性能測試
3.2.3 抗針熱性
4種油劑經過浸漬處理后得到的縫紉線樣品的線密度、斷裂強力、斷裂伸長并未有明顯區別,進一步做了抗針熱試驗,見表3。得到的數據能夠明顯看出BL146的抗針熱長度均值為53 cm,最大值為75 cm,最小值為48 cm。PKK200與JAK/R的抗針熱性能較差,而WAX的抗針熱長度均值為41 cm,最大值為56 cm,最小值為30 cm,相對于BL146的抗針熱性能較差。
通過以上測試明顯發現,使用BL146油劑經浸漬處理后得到的縫紉線樣品的各項物理性能優于其他3種油劑,上油率更加均勻。樣品與過蠟片接觸法在細號高密羽絨服面料的防滲油性能相當,因而BL146油劑經浸漬處理優于過蠟片上油法,使用浸漬處理法上油更加均勻,縮減了制線過程中過蠟片的工序,提高了生產力,優化了縫紉線性能。在4種油劑中選擇BL146油劑繼續試驗,并進一步從成本和油劑用量研究BL146油劑缸內浸漬處理時縫紉線所需的最佳用量。

表3 抗針熱試驗
3.3 BL146油劑用量
BL146使用5%的用量,不論是其物理性能、車縫性能還是細號高密羽絨服面料的防滲油性能都能夠滿足用線需求。為減少生產成本,試驗了BL146在4%和3%用量的缸內浸漬處理試驗,所得縫紉線樣品含油率和車縫性能見表4,含油率穩定性如圖2所示。
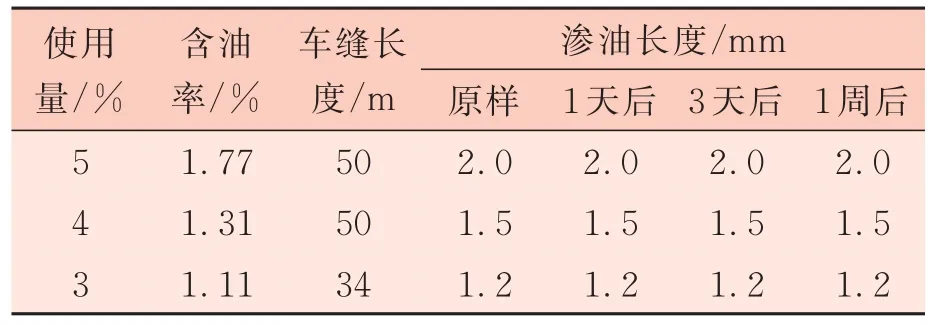
表4 BL146油劑不同用量下性能測試結果
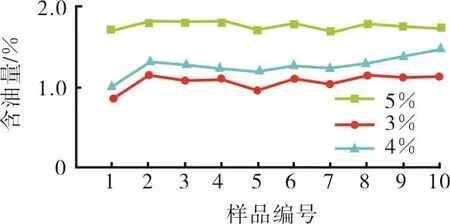
圖2 BL146油劑不同用量缸內柔軟含油穩定性
從圖2可知,使用不同的BL146油劑用量,得到縫紉線樣品從內到外的含油率都是較為均勻的。從表4可知,在車縫性能測試中,含油率降低則縫紉線的斷線率上升,而在使用過程中,要有良好的手感,并不是含油越高越好,對于細號高密的羽絨服面料,在滿足防滲油性能基礎上,含油率要低。3%油劑用量的防滲油性能會更好一些,而縫紉性能不能夠滿足用線要求。4%油劑用量的縫紉線縫紉性能相對于5%油劑用量會差一些,但是依然可以滿足用線要求,而防滲油性相對于5%的要更好。從生產成本及縫紉線性能考慮,選擇4%的油劑用量。
4 結論
(1)色紗筒子制線時通過接觸法上蠟,上蠟不均勻且含油率低,生產過程斷線率高,生產效率低。
(2)采用浸漬處理法,縫紉線上油更均勻,增強了車縫性能,滿足細號高密面料的防滲油性能;BL146是一種后處理劑和柔軟劑,適用于浸漬處理,通過浸漬整理,可提高縫紉線物理性能,且油劑對摩擦性能有很好的改善,提高了紗線強力,減少了斷線率;BL146油劑選用4%的用量,浴液環境pH需0.2 g/L的HAC,最終溫度55℃,保溫時間10 min為最佳。
