論焊接技術在注塑模具維修中的應用
2020-07-09 21:55:47陳業林張宏亮李天華
科學導報·學術 2020年19期
陳業林 張宏亮 李天華
摘 ?要:在塑料模具維修中常用到的各種焊接技術,分別介紹了激光焊、氬弧焊、冷焊技術的原理和特點。在塑料模具維修應用中,各種焊接具有不同的優點,在焊接模具使用時具有哪些不同的效果,通過對比選擇介紹,對鉗工在塑料模具維修中選擇不同焊接的維修水平和焊工技術有一定的指導作用。
關鍵詞:模具維修;激光焊;氬弧焊;精密
1 引言
注塑模具是一種生產塑料制品的工具,是賦予塑件制品完整結構和精確的尺寸,塑料模具在注塑機上進行生產運行,每周期運行一次模具都將進行開模、合模、頂出,在周而復始大批量的生產情況下,對模具的性能損耗是不可避免的,模具在長期使用中受高速、高壓、冷熱交替等工作環境性能的影響,會在不確定中突然出現損壞,從而嚴重影響了注塑產品的生產進度。此時,快而有效的模具修復技術凸顯的至關重要,在模具維修中其型腔的修復工藝復雜、技術要求最高,型腔直接關系的產品外觀和尺寸,它的特點是精度高體積大,不容易更換,修復中其焊接技術的應用概率是非常高的,其中模具維修中最為常見的焊接有激光焊接、氬弧焊接、冷焊。
2 激光焊接技術的特點及應用
2.1 激光焊的特點
激光焊是利用高能量密度的激光束作為熱源進行焊接一種高效精密的焊接方法,激光焊作為現代高新技術的產物,是現代工業發展必不可少的手段,隨著產品零件形狀越來越復雜,其對焊接材料性能和焊接要求越來越高,傳統的焊接方法難以滿足現在高精度產品的要求,以激光束為代表的高能束流的焊接方法,具有高能量密度、深穿透、高精度,適用性強的特點。
激光焊在焊接過程中,是使其在金屬材料上生產小孔,通過小孔往工件的深部傳輸,在激光束的掃描過程中較少橫向擴散,材料融合在一起的深度大,焊接速度快,單位時間焊合的面積大,焊縫深而窄,深寬比能大,傳統的融焊焊縫呈半圓形,深寬比為0.5左右,而激光焊的深寬比達2-10,并且縫合表面熱影響區較小。
2.2 激光焊接技術在模具維修中的應用
精密模具的焊接不同于其它零件的焊接,其質量要求控制非常嚴格,而且模仁工件的修復時間必須是越快越好。傳統的焊接發熱影響區大,對焊接周邊容易造成下塌、變色,其變形的幾率非常高,如果是焊接面積大再過加溫預熱在特定的環境下才能焊接的模具,焊接工序會非常復雜,而激光焊接效率更高。根據鋼的模具的材質,選擇相符合的批號的焊絲,在模具工件上進行對接、端接、深穿入熔化,可以從幾微米到幾十毫米的焊接,從而有效的將模仁的裂縫、尖角、封膠位等處進行修補,如上圖二。
3 氬弧焊接技術的特點和應用
3.1 氬弧焊接技術的特點
焊弧焊是使用惰性氣體的一種氣電保護焊的焊接方式,是利用連續送進焊絲與工件之間燃燒的電弧作熱源,由焊炬噴嘴噴出的氬氣保護電弧來進行焊接的。
a. 焊縫質量高。由于氬氣是一種惰性氣體,不與金屬起化學反應,合金元素不會被燒損,而氬氣也不熔于金屬,焊接過程基本上是金屬熔化和結晶的過程,因此,保護效果好,能獲得較為純凈及高質量的焊縫。
b. 焊接中電弧燃燒穩定。由于熱量集中,弧柱溫度高,焊接生產效率高,由于電弧受氬氣流的壓縮和冷卻作用,電弧熱量集中,故熱影響區小,在焊接中應力、變形、裂紋傾向小,對滑塊、管道的打底焊較為適合
c. 氬弧焊使用特點是使用范圍廣。其中可適用大部分主要金屬,包括碳鋼、合金鋼,使用方邊,技術難度易掌握,在機械加工、制造、建筑等行業內已被廣泛應用,其焊接美觀牢固,如圖三。
3.2 氬弧焊接技術在模具維修中的應用
氬弧焊因使用方便價格低端現已廣泛用于模具維修中,包括在維修壓鑄模、沖壓模等模具時都已普遍使用氬弧焊了。由于塑料模具在注塑生產中,對滑塊、斜頂、模仁等尖角處長時間碰穿、擦穿,會出現疲勞損耗,造成出現較大面積的變形和磕碰,此時,如果選擇激光焊接是非常不方便的,不僅提高了成本同時效率低下。
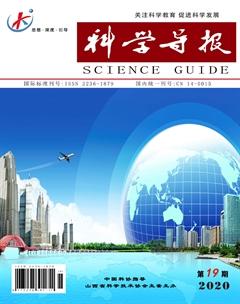
在塑料模具氬弧焊接之前,必須先將需要焊接的部位先進行清潔處理,否則焊接完成以后會出現氣孔。在焊接之時,焊槍、焊絲與焊件之間須保持正確的相對位置,這會根據焊件形狀等情況來決定的。像手工鎢極氬弧焊的焊槍、焊絲與焊件之間的角度如圖四所示。
焊槍與焊件的夾角過小,會降低氬氣的保護效果;如果夾角過大,操作及填加焊絲會比較困難。
4 模具冷焊技術的特點和應用
4.1 模具冷焊技術的特點
冷焊是利用以電極材料與工件部位接觸,在超短時間內瞬間放電加熱原理,利用電容放電時高溫把補材材料熔進工件表面,熔融后的補材和工件表面產生結合度很高的冶金結合形式的強化層,剝離性能高于工件材料,其焊接速度快,焊后無色差,如圖五。
a. 使用方便。相對于激光焊和氬弧焊相比較而言,冷焊不需要氬氣,攜帶方便,安全系數較高,適用于流動作業。
b.使用效率高。冷焊技術在模具維修中使用概率是非常之高的,其使用非常方便,在焊接過程中通常使用鋼鐵薄片,在需要抬高的位置進行點焊,其焊接速度比激光焊接速度要快3倍,結束以后不需要再上磨床進行研磨。
c.精度準確。在進行缺陷修補中,冷焊中需使用規定規格的補材或者粉末進行修補,其使用的補材薄片精度可以達0.005mm,對其絲筒芯、鑲塊、模芯等工件位置可進行精密改變。
4.2 冷焊技術在模具中的應用
a.在塑料模具維修過程中,往往對頂針、絲筒芯、模芯的位置需要進行改變,往前墊高或退后,此時如用激光焊焊接會比較繁瑣,成本較高,用冷焊的補材焊接能夠精確位置,從而有效提高了模具修復的速度。
b.對已精加工成形工件表面封膠的缺陷修復是非常方便和有效的,以往采用手工鎢極氬弧焊進行焊補。由于手工鎢極氬弧焊電弧不夠集中,焊接電弧加熱時間較長,易造成焊補后工件溫度升高而產生熱應力,工件表面焊接熱影響區及焊縫較大,使工件變形凹陷,嚴重地影響了修復工件表面質量,對成型封膠位處用精密冷焊中的粉末進行修復,其保證了塑料產品的質量同時修模效率得到進一步的提升。
5 總結
通過介紹各種不同焊接技術的原理和特點,通過對比,每種焊接技術都有不通的優點,在現代模具加工和維修中,鉗工應根據模具部件位置、損壞情況、裝配要求等情況,綜合比較,揚長避短,有針對性的選擇合適的焊接,去應對塑料模具在注塑生產過程中出現的磕碰、裂紋、位移等故障,從而提高鉗工自身的維修水平。
參考文獻
[1] ?李非,中國機械工程焊接協會 [M].北京:航空工業出版社,2015.
[2] ?雷世明,焊接方法與設備[M] 北京:機械工業出版社,2012