我國攪拌摩擦焊技術的發展及展望
2020-07-08 08:10:44付瑞東李藝君
金屬加工(熱加工) 2020年6期
關鍵詞:焊縫
付瑞東,李藝君
燕山大學亞穩材料制備技術與科學國家重點實驗室 河北秦皇島 066004
1 序言
攪拌摩擦焊(Friction Stir Welding, FSW)是由英國焊接研究所(TWI)于1991年發明的一項全新固態焊接技術[1],至今已走過近30年的發展歷程。最初,這種焊接方法主要用于解決高強鋁合金熔化焊中存在的氣孔、熱裂紋等冶金問題,因此航空航天領域是這一技術的主要應用市場。隨著人們對攪拌摩擦焊焊接機理認識的不斷深入,其特有的大應變、高應變速率、熱變形組織特點和優異的焊接接頭性能,已逐漸被用于其他領域金屬材料的焊接[2]。截至目前,對攪拌摩擦焊技術的關注度仍然很高,圖1a是基于美國工程索引統計的自1994—2020年發表的文章數量,顯示發表文章數量呈現逐年增加的趨勢。圖1b是世界各國發表文章數量統計,從中可以看出,我國已成為開展此項技術研究最多的國家,同時也說明攪拌摩擦焊技術在中國已受到廣泛重視。本文僅從攪拌摩擦焊技術在我國的發展概況、最新進展以及未來發展方向等三方面進行簡要概述。
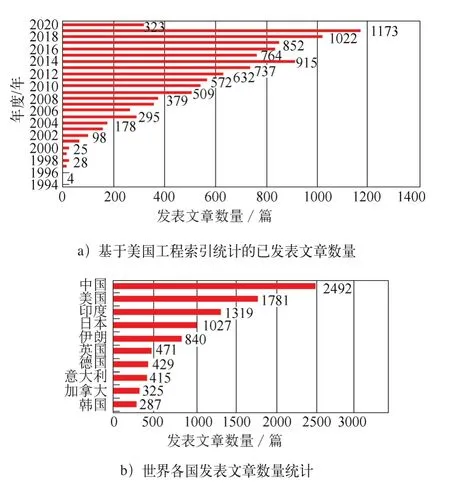
圖1 世界各國自1994年以來發表文章數量統計
2 攪拌摩擦焊技術在我國的發展歷程
2002年至今攪拌摩擦焊技術在我國發展的大事記如圖2所示。2002年北京625所(現為中國航空制造技術研究院)從TWI引進攪拌摩擦焊技術并負責該技術在亞太地區的推廣和應用,標志著攪拌摩擦焊技術在我國的發展元年。同年成立了中國攪拌摩擦焊中心,并組建了我國第一個以攪拌摩擦焊技術開發及裝備制造為主要業務的北京賽福斯特技術有限公司。然而,由于當初TWI專利保護的限制以及市場認可度較低,導致該技術在推廣和應用中受到比較大的阻力。2003年第一臺靜龍門式攪拌摩擦焊設備交付哈爾濱工業大學,標志著攪拌摩擦焊技術在我國正式步入市場化。隨后中國科學院金屬研究所、江蘇科技大學、燕山大學以及甘肅理工大學等高校相繼引入攪拌摩擦焊專用設備并開展相關應用基礎研究。中航集團下設的北京和上海航天機械廠是最早引入該技術的生產單位,并相繼開展了攪拌摩擦焊航天產品的試制工作。
2005年以后,隨著人們對攪拌摩擦焊焊接機理認識的深入以及市場認可度的提高,攪拌摩擦焊技術在我國開始步入快速發展時期。目前,該技術已經在我國大飛機地板、艦船上層建筑用大寬幅帶筋拼焊板、高鐵和地鐵車廂、鋁合金汽車輪轂、電動汽車電池托板和各種散熱器等產品中得到廣泛應用。不僅國內出現了多家專業設備制造商,市場需求也呈現爆炸式增長。據不完全統計,2019年我國生產的攪拌摩擦焊設備超過200臺套,主要供應給電動汽車和軌道交通車輛制造領域。電動汽車電池托盤和散熱器等產品均已形成規模化生產能力,年產值突破10億元,鋁合金攪拌摩擦焊汽車輪轂年產值已達2億元。中車集團采用攪拌摩擦焊焊接的動車和地鐵車廂已上線運行,并初步具備批量生產能力。
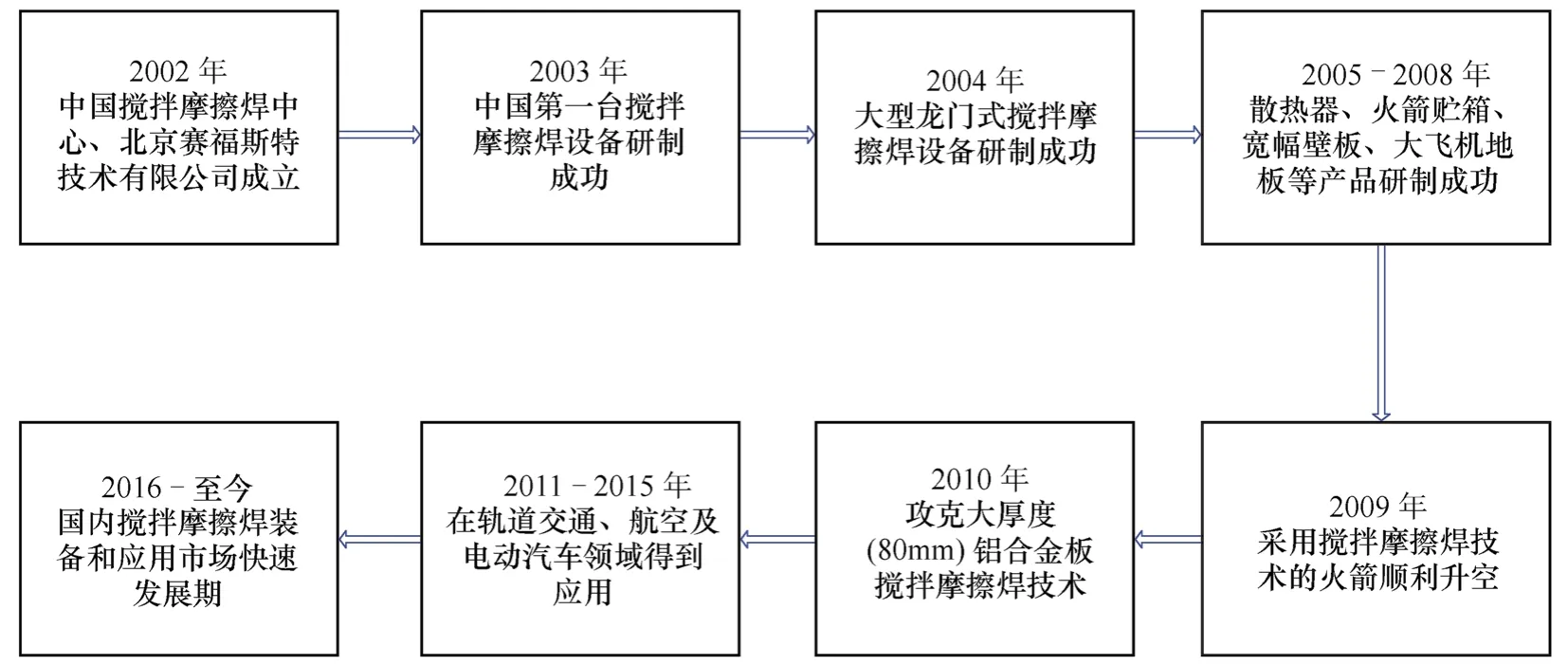
圖2 攪拌摩擦焊技術在我國發展的大事記
3 我國攪拌摩擦焊技術的最新進展
從攪拌摩擦焊發明至今,國內外基于攪拌摩擦焊的基本原理,發展了諸如雙軸肩攪拌摩擦焊、靜軸肩攪拌摩擦焊、可回抽攪拌針攪拌摩擦點焊、復合熱源(激光、電弧和感應加熱)攪拌摩擦焊、摩擦塞焊等新技術。其中,雙軸肩和靜軸肩技術分別在大型運載火箭貯罐和散熱器產品中得到應用。可回抽攪拌針攪拌摩擦焊點焊在大型寬幅空心鋁合金型材焊前裝配中得到應用,大大簡化了焊件的裝夾難度。摩擦塞焊技術已經在海洋管道水下裂紋修復和雙軸肩攪拌摩擦焊匙孔補焊中得到應用。上述各項技術已在其他文獻中報道,這里不再贅述。本文僅列舉幾個我國正在開展的、具有一定潛在應用前景的新技術。
3.1 超高轉速攪拌摩擦焊
常規攪拌摩擦焊主軸轉速受傳動方式的限制,基本都限定在3000r/min以下。為了進行薄板或超薄板焊接,國外很早就開展了超高轉速攪拌摩擦焊的研究,而國內開展超高轉速攪拌摩擦焊相對較晚。目前,國內江蘇科技大學[3]采用超高轉速(轉速>10 000r/min)機器人攪拌摩擦焊并輔助水冷措施實現了2024鋁合金薄板的焊接,并且有效地控制了薄板的焊接殘余變形(見圖3)。西北工業大學[4]采用6000r/min的高轉速進行了不同焊接速度下的7075鋁合金薄板攪拌摩擦焊(見圖4),由于使用一種無針攪拌頭(見圖4a)并采用一定下壓量,導致焊縫減薄比較明顯。值得注意的是,這種超高轉速攪拌摩擦焊受電磁主軸額定承載能力限制,很難在較厚板的攪拌摩擦焊接中得到應用。
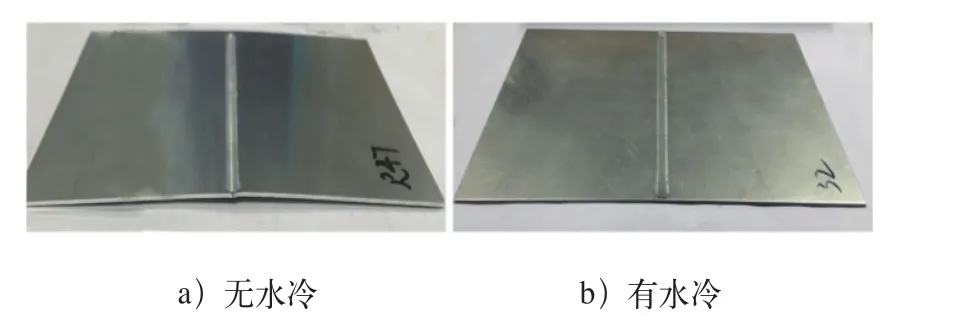
圖3 水冷前后的焊接殘余變形對比
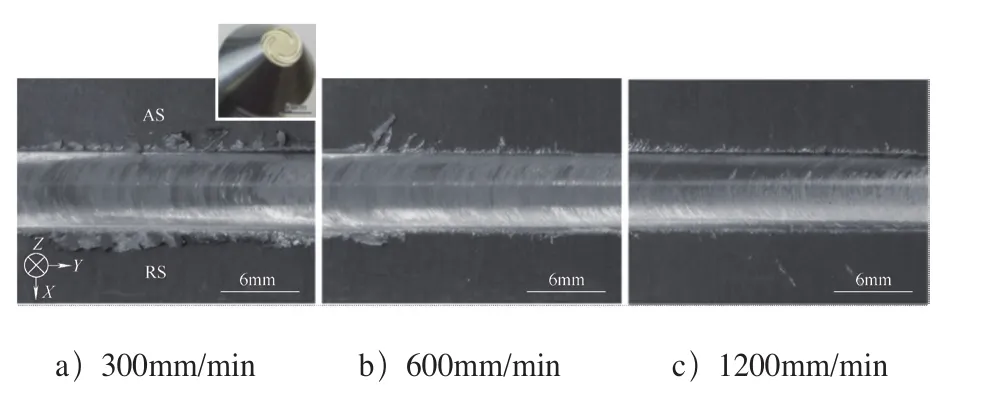
圖4 轉速為6000r/min時不同焊速下的焊縫表面形貌
3.2 超聲波輔助攪拌摩擦焊
超聲波作為輔助能量源用于攪拌摩擦焊最早是由密歇根大學提出的,其對攪拌摩擦焊接頭動載和靜載力學性能的改善效果非常明顯[5]。山東大學[6]是國內較早開展這一研究的單位,他們采用焊接工件表面加載超聲波方法進行攪拌摩擦焊,獲得的焊接效果如圖5所示。從圖5可看出,焊縫表面質量得到明顯改善,同時對焊縫成形缺陷也有顯著抑制作用。超聲波輔助攪拌摩擦焊的技術特點非常突出,是一種很有工業應用潛力的復合攪拌摩擦焊技術。
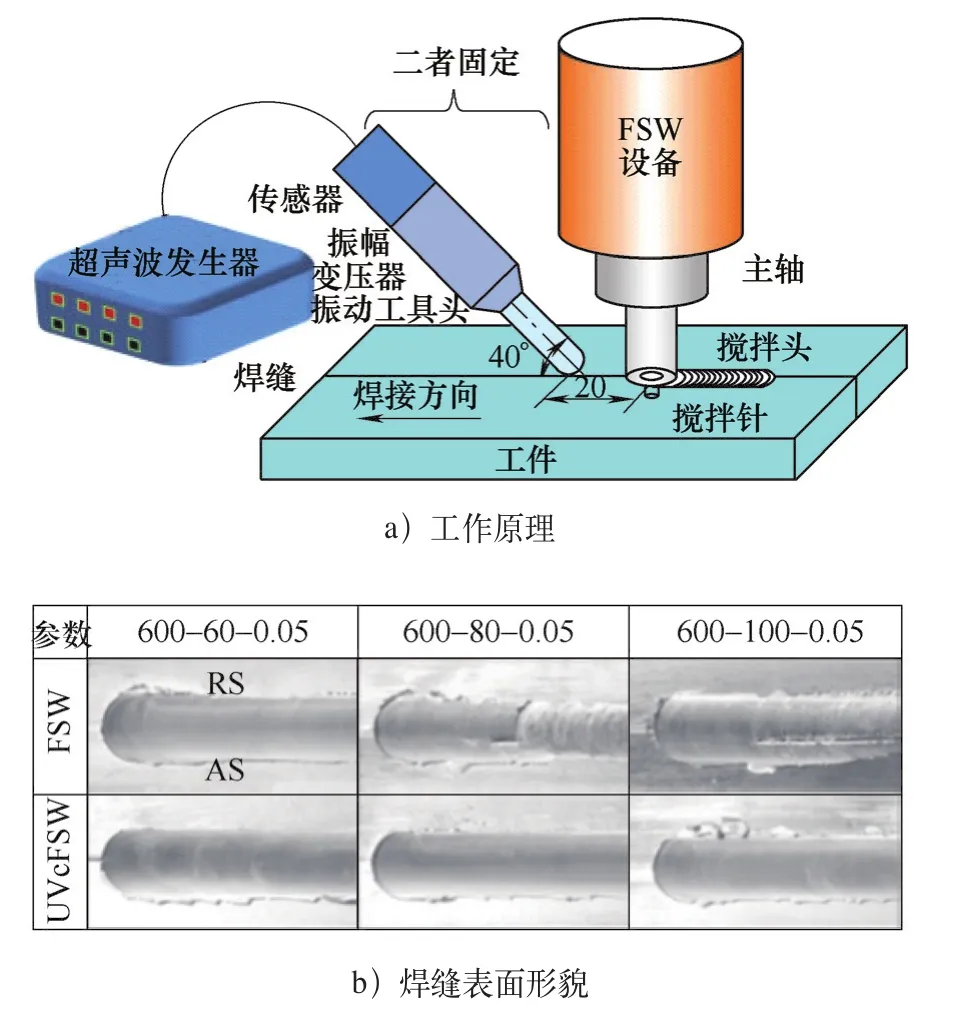
圖5 2024鋁合金超聲波輔助攪拌摩擦焊原理及焊縫表面形貌
3.3 斜插穿透攪拌摩擦焊技術
攪拌摩擦焊對接接頭焊縫背面弱連接缺陷一直是影響接頭可靠性的關鍵因素。哈爾濱工業大學劉會杰等人發明了一種全新的斜插穿透攪拌摩擦焊新方法[7],其工作原理如圖6所示,通過背部可移動支撐和攪拌針穿透焊接工藝有效地解決了背部弱連接缺陷。最近,他們還采用工件背面加載超聲波來進一步改善背部冶金質量,并收到良好效果[8]。該方法與現有雙軸肩攪拌摩擦焊技術相比,避免了雙軸肩攪拌頭易折斷以及焊縫起始和終了位置成形質量差等問題。但是該方法受背部支撐限制,只能在規則的長直或環焊縫攪拌摩擦焊中得到應用。
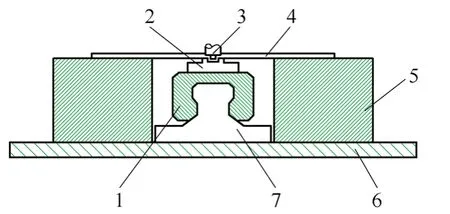
圖6 一種靜止軸肩輔助支撐傾斜穿透攪拌摩擦焊接裝置及方法
3.4 異質材料攪拌摩擦焊
攪拌摩擦焊在異質材料焊接方面具有獨特的技術優勢,特別是針對材料物理化學特性差別比較大的異質材料之間的焊接。異質材料攪拌摩擦焊的關鍵問題是界面脆性化合物形成機理及其抑制方法。截至目前,盡管國內外針對鋁/銅、鋁/鎂、鋁/鐵、鋁/鈦等異質材料攪拌摩擦焊進行了廣泛地探索研究,但都未能很好地解決異質材料界面的脆性化合物問題[9]。最近,哈爾濱工業大學威海分校的周利等人[10]提出采用摩擦堆焊預先制備鋁/鋼界面,而后進行鋁/鋼搭接攪拌摩擦焊,這為解決鋁/鋼異質材料攪拌摩擦焊難題提供了新的思路。山東大學武傳松等人[11]采用超聲波復合攪拌摩擦焊來改善鋁/鎂異質界面的脆性化合物形態和分布。此外,一般的異質材料攪拌摩擦焊接頭都存在明顯的性能梯度,這導致接頭受性能較差一側金屬限制而很難獲得高性能接頭。燕山大學付瑞東等人[12]提出了一種針對鋁/銅異質材料攪拌摩擦焊接頭進行冷軋并低溫退火的后續處理工藝,有效地消除了異質材料接頭兩端的性能梯度。圖7是各種加工條件下的異質材料接頭顯微硬度分布對比,由此可見經這一工藝處理后硬度分布梯度被有效降低了,同時抗拉強度和伸長率等性能也得到明顯改善[13]。該技術可為電力及電子領域中的鋁/銅異質薄壁器件的制造提供一種新策略。
4 攪拌摩擦焊技術應用展望
目前,關于攪拌摩擦焊焊接機理尚有一些關鍵科學問題,如塑性金屬流動機制、熱源模型及動態組織演變機制等需要進一步深入研究。盡管如此,這并未影響攪拌摩擦焊在各領域的實際應用。作為一項工業連接技術,未來在以下幾個方面值得開展更深入的應用基礎研究和新技術開發。
4.1 薄板攪拌摩擦焊技術
薄板攪拌摩擦焊需要突破的技術關鍵是殘余變形控制和焊縫無減薄技術。目前,清華大學在薄板攪拌摩擦焊接變形機理及控制方面開展了卓有成效的數值模擬研究[14],未來采用數值模擬方法仍然是研究薄板殘余變形機制的重要手段。同時,我國早年有關薄板電弧焊殘余變形機理及控制方面的研究也值得借鑒。例如,方洪淵教授等人提出的預拉伸方法[15],其原理是在焊接時采用預拉伸或焊后施加反向應變,取得了較好的效果。關橋院士提出的熱沉方法也被證明可有效控制薄板攪拌摩擦焊的殘余變形[16]。此外,對于薄板接頭來說,攪拌頭軸肩下壓導致的焊縫減薄問題一直是尚未解決的技術難題。國內張會杰等人在無減薄攪拌針設計和機理方面開展了一些有價值的研究工作,他們采用大軸肩、無傾角技術,實現了無減薄焊接,并對焊接機理提出了新的思考[17]。然而,如何在薄板上實現無減薄攪拌摩擦焊是具有挑戰性的研究課題。
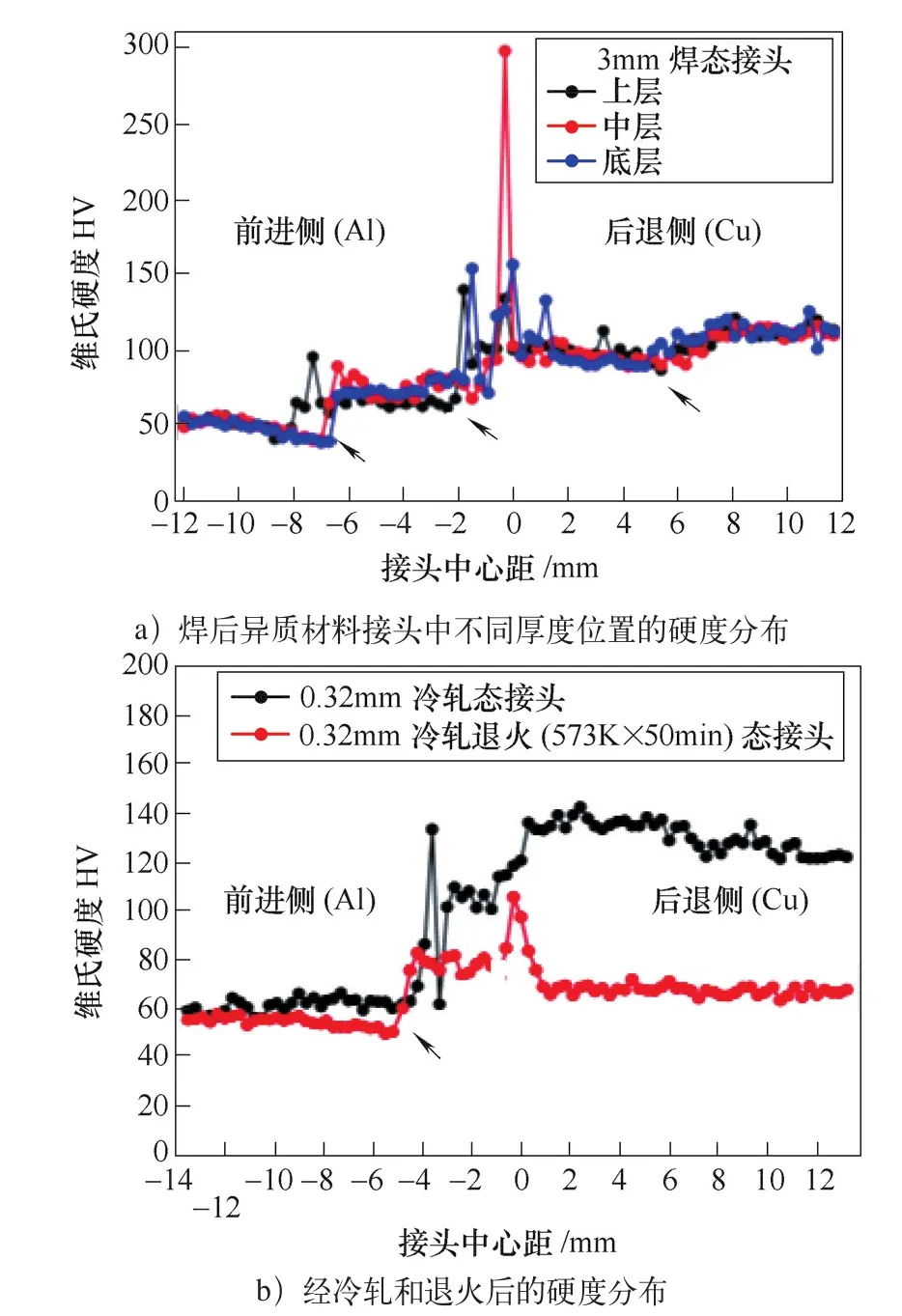
圖7 焊后冷軋及退火對鋁/銅異質攪拌摩擦焊接頭的影響
4.2 厚板攪拌摩擦焊技術
隨著各領域對結構輕量化需求的日益增加,大厚度輕合金結構攪拌摩擦焊受到廣泛關注。目前,國內外采用單面或雙面攪拌摩擦焊工藝已實現厚度>100mm的厚板焊接。但是,接頭中存在的組織不均勻性、攪拌頭壽命低、設備焊接柔性差且投資大等問題,限制了厚板攪拌摩擦焊的實際應用。最近,燕山大學基于多層多道的焊接理念,提出一種增材攪拌摩擦焊方法[18],有望在大厚度輕合金攪拌摩擦焊中得到應用。然而,如何提高增材攪拌摩擦焊焊接效率,以及利用機器人平臺實現高度柔性的厚板攪拌摩擦焊,尚有很多關鍵技術需要突破。
4.3 高焊接速度攪拌摩擦焊
對于大批量的焊接產品而言,焊接速度是決定焊接效率的關鍵指標之一。這里所謂的高焊接速度是指攪拌頭行進速度,而非主軸轉速。目前,國外已經實現了焊接速度達6000mm/min的汽車車門用異質鋁合金薄板攪拌摩擦拼焊[19],而國內尚未開展這方面的探索研究。如何提高焊接速度,多數人的慣性思維是通過提高主軸轉速來實現。事實上,由于摩擦產熱效率和塑性變形功與主軸轉速并不是簡單的單調正比關系,單純提高主軸轉速不僅不能達到提高焊接速度的目的,同時還會增加設備制造難度和造價。為此,要實現高焊接速度攪拌摩擦焊,需通過攪拌頭形狀的創新設計以及焊接產熱機制等方面的創新研究來實現。
4.4 機器人攪拌摩擦焊及焊接自動化生產
機器人平臺具有高的柔性和低的工業制造成本,是未來智能化制造的重要技術平臺。因此,機器人攪拌摩擦焊是必然的發展方向[20]。目前,國內外用于攪拌摩擦焊的機器人主要有并聯機構機器人和串聯式機器人(見圖8)。其中,關聯機構機器人的結構剛度大,可承受較大的焊接載荷,但其位移空間受到自身結構的限制,導致其實際應用尚存在一定困難。串聯式機器人具有靈活的自由度且不受空間位置限制,是國內外普遍采用的機器人平臺。北京賽福斯特公司研制了國內第一臺串聯式機器人攪拌摩擦焊專用設備,并成功實現了鋁合金薄板的焊接[21],但如何進一步提高串聯式機器人的焊接能力是需要解決的關鍵問題。對于大批量生產的攪拌摩擦焊產品,采用自動化生產線也是未來的發展趨勢。2013年北京賽福斯特公司為云南某鋁廠研發了國內首條攪拌摩擦焊鋁電極板的自動化生產線,目前已為客戶制造了10條這種生產線。2018年航天工程裝備(蘇州)有限公司成功出口歐洲的無人化鋁合金輪轂自動化攪拌摩擦焊生產線,集成了二維碼掃描、機器人自動上下料、基準自動識別定位、輪盤輪輻自動裝夾、恒壓力焊接等功能,適用于汽車鋁合金輪轂及筒段環縫焊接。目前,國內對于自動化攪拌摩擦焊生產線的需求非常旺盛,未來攪拌摩擦焊裝備的競爭將主要集中在機器人及全自動化攪拌摩擦焊裝備市場。
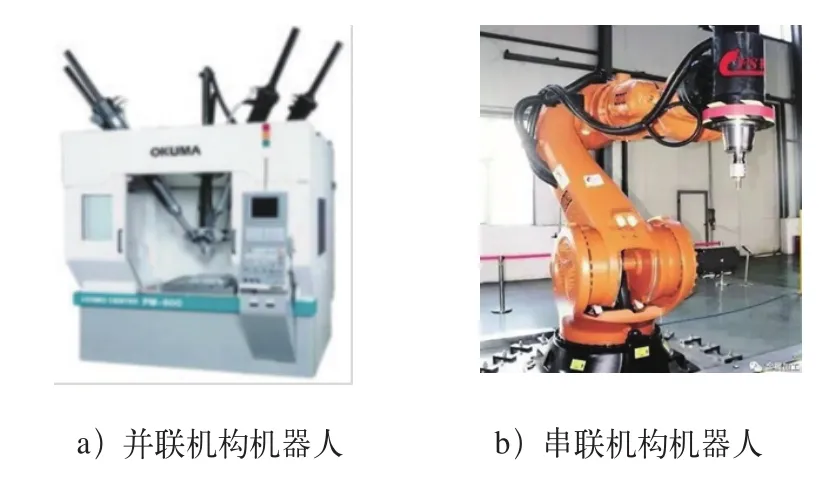
圖8 攪拌摩擦焊機器人
4.5 焊接缺陷快速在線無損檢測技術
攪拌摩擦焊的成形機理與熔化焊有著本質上的區別,其在焊接中產生的焊接缺陷主要有背部弱連接、焊縫區孔洞或隧道及焊縫表面溝槽等。攪拌摩擦焊焊縫缺陷無損檢測一直是該領域的技術難題,目前所使用的主要方法有X射線檢測、超聲波檢測和渦流檢測等方法。其中,超聲波檢測技術被認為是最有應用前景的攪拌摩擦焊焊接缺陷檢測手段,例如高分辨力超聲波、激光超聲波、相陣控超聲波以及超聲波衍射等技術已在一些產品中得到應用。但是,對于弱連接等特殊缺陷和微小缺陷的檢測,該技術手段的檢測能力還需進一步提高。因此,探尋新的攪拌摩擦焊接缺陷的在線無損檢測技術仍是未來需要努力的方向。
5 結束語
本文就攪拌摩擦焊在我國的發展歷程、創新技術以及未來發展趨勢做了簡要概述。經過近20年的發展,我國不僅掌握了很多攪拌摩擦焊關鍵技術,并使該技術在很多軍/民用產品中得到實際應用。更重要的是,國內很多高校和科研院所都在從事這方面的應用基礎研究,培養了一大批專業技術人才,這為我國攪拌摩擦焊技術的未來發展奠定了堅實的基礎。需要指出的是,盡管攪拌摩擦焊技術被稱為焊接領域的革命性新技術,其技術優勢不容置疑,但是在多年的發展和實踐中,也暴露出該技術存在的很多局限性。世界上沒有萬能的技術,只有最適用的技術。因此,我們在認知和使用這一焊接技術的時候,必須秉承嚴謹和客觀的態度,決不能夸大其詞地掩蓋其技術弱點。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
