新型曲軸專用淬火感應器的研究
2020-07-08 08:10:56蔡令軍宋京霏梁朋濤范潔楚松波孔春花
金屬加工(熱加工) 2020年6期
關鍵詞:設置
蔡令軍,宋京霏,梁朋濤,范潔,楚松波,孔春花
洛陽法拉地感應設備有限公司 河南洛陽 471000
1 序言
發動機曲軸是汽車的重要零部件,曲軸軸頸在發動機工作過程中承受巨大的載荷、摩擦力,對軸頸的熱處理是為了提高硬度、耐磨性,以滿足工作要求。
曲軸的各個軸頸需進行感應淬火,以提高其各項力學性能,滿足使用要求,所使用的感應器主要為半環形感應器[1],感應器有效圈通過定位塊支撐在所需淬火的軸頸之上,隨著曲軸的轉動,感應器做相應的浮動,以完成對曲軸各個軸頸整個圓周面的淬火程序;在淬火過程中,定位塊起到重要的支撐定位作用,但由于定位塊材質的特殊要求,使得定位塊容易斷裂損壞,另外感應器在工作過程中,由于護板受熱發生變形會致使感應器尺寸發生變化,也會造成定位塊的碎裂,甚至會使曲軸軸頸表面劃傷造成工件報廢。本文在分析現階段所使用的曲軸感應淬火感應器使用效果的基礎上,針對其在生產使用過程中所存在的問題分析研究,提出一種新型曲軸專用淬火感應器。
2 原曲軸感應器結構
2.1 感應器簡圖及介紹
現階段所使用感應器結構主要由有效圈組件、墊塊、護板、冷卻水盒、輔助噴液器、連接塊和定位塊等組成,如圖1所示。
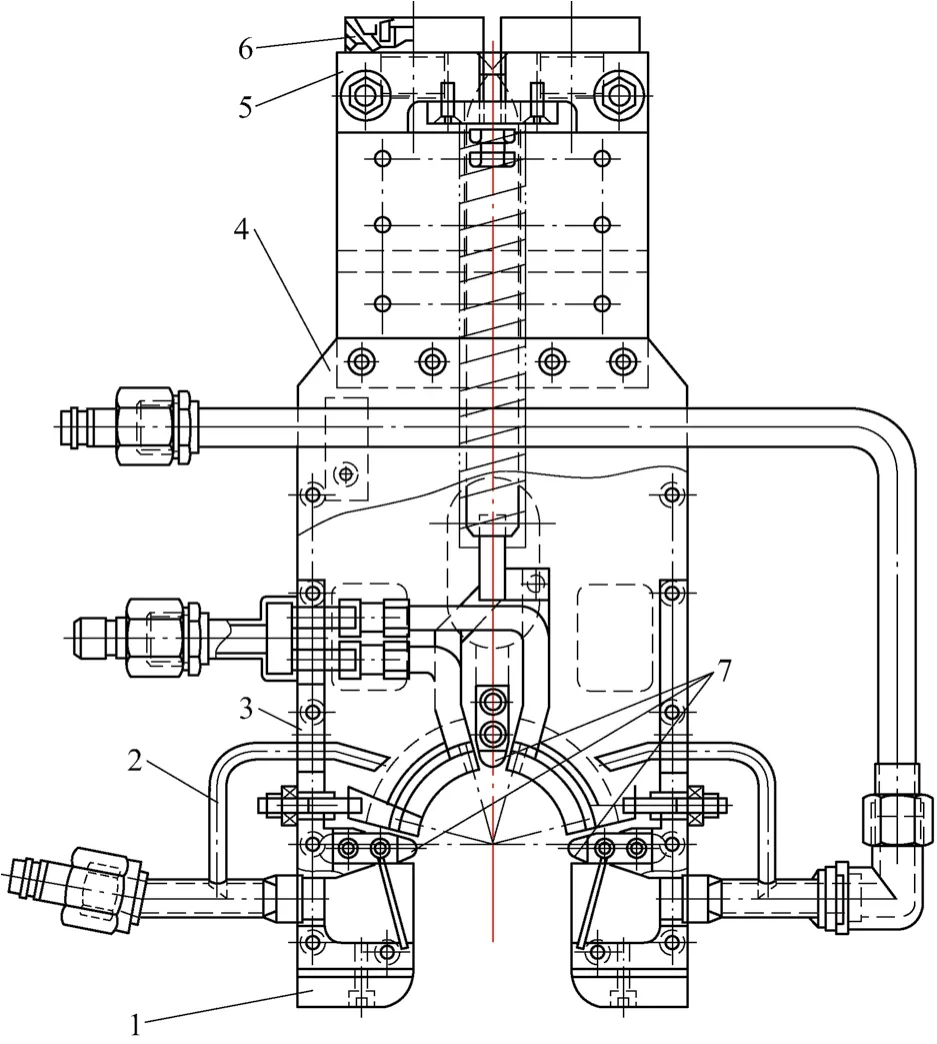
圖1 感應器原結構
有效圈組件由空心銅管焊接制成,上部有兩個饋電頭焊接直空心銅管,直空心水管下部焊接有制作為半環形的空心水管,有效圈組件的上部通過兩個墊塊將其包裹固定夾緊,兩個墊塊通過螺釘聯接在一起,將有效圈組件夾緊固定在中間位置;墊塊為L形玻璃布板,兩塊墊塊加工有相對應的通孔,通過螺栓聯接將有效圈上部夾緊固定;護板共兩塊,分別設置在有效圈組件的前后兩側,通過螺釘固定在一起,護板的中部開有腰形孔,腰形孔的下面沿半環形槽口圓周上設置有安裝定位塊的通孔;冷卻水盒為F形結構,分別對稱設置在有效圈組件下端的左右兩側,冷卻水盒和有效圈組件夾在兩個護板之間,通過螺釘與護板固定聯接;輔助噴液器設置在左右兩側的冷卻水盒下部,出水孔與冷卻水盒上對應通孔采用焊接連接,進水孔通過接頭與機床連接;連接塊分別設置在左右冷卻水盒的底部,連接塊的兩側夾固著前后護板,通過螺栓和冷卻水盒固定在一起。
2.2 使用情況分析
目前,使用的曲軸感應器的工作過程是將感應器下部半環形開口卡在所需淬火的曲軸軸頸上,有效圈上部饋電頭部位與機床連接,輔助噴液器管接頭與機床上對應水管連接;曲軸感應淬火過程中,感應器隨著曲軸的轉動做相應的浮動,以完成對加工軸頸的整個圓周面進行熱處理[2]。
在感應熱處理的整個加熱過程中,感應器曲軸軸頸的定位、對準是由布置在有效圈下部的三對(6塊)定位塊完成的,并由定位塊支撐在軸頸上來保證感應器有效圈與軸頸之間合適的間隙,以達到良好的淬火效果;在實際使用過程中,由于定位塊特殊的材質要求(無磁、耐磨),使得定位塊容易斷裂損壞。另外,在感應器工作過程中,由于護板受熱產生變形會影響感應器尺寸發生變化,也會影響定位塊的碎裂,甚至會使曲軸軸頸表面劃傷而造成工件報廢。
3 新型曲軸感應器結構設計
3.1 技術方案
對現有感應器存在的問題分析研究后,本文提出一種新型曲軸專用淬火感應器,該感應器利用現有的常規曲軸淬火感應器,通過對定位塊及冷卻水盒進行調整,將定位塊包裹在冷卻水盒內,同時在護板左右兩側對稱設置應力釋放槽,使感應器工作過程中受熱變形減小,以減少定位塊在工作過程中碎裂的情況。其結構調整如圖2所示,包括有效圈組件、墊塊、護板、冷卻水盒和定位塊。
在新的結構設計方案中,有效圈組件上部通過三個墊塊將其包裹固定夾緊;護板分別設置在有效圈組件的前后兩側,護板下部兩側邊對稱設置應力釋放槽;冷卻水盒分別對稱設置在有效圈組件下端的左右兩側,冷卻水盒和有效圈組件夾在兩個護板之間;定位塊分別鑲嵌包裹在左右冷卻水盒及定位塊安裝板上的方槽內。該實用新型的定位塊為中心單孔結構,便于安裝、調試、拆卸,定位塊鑲嵌在冷卻水盒內,增加其強度,減少定位塊在淬火中碎裂的情況,在護板的左右兩側邊對稱開有應力釋放槽,使感應器工作過程中受熱變形減小,從而延長感應器的使用壽命。
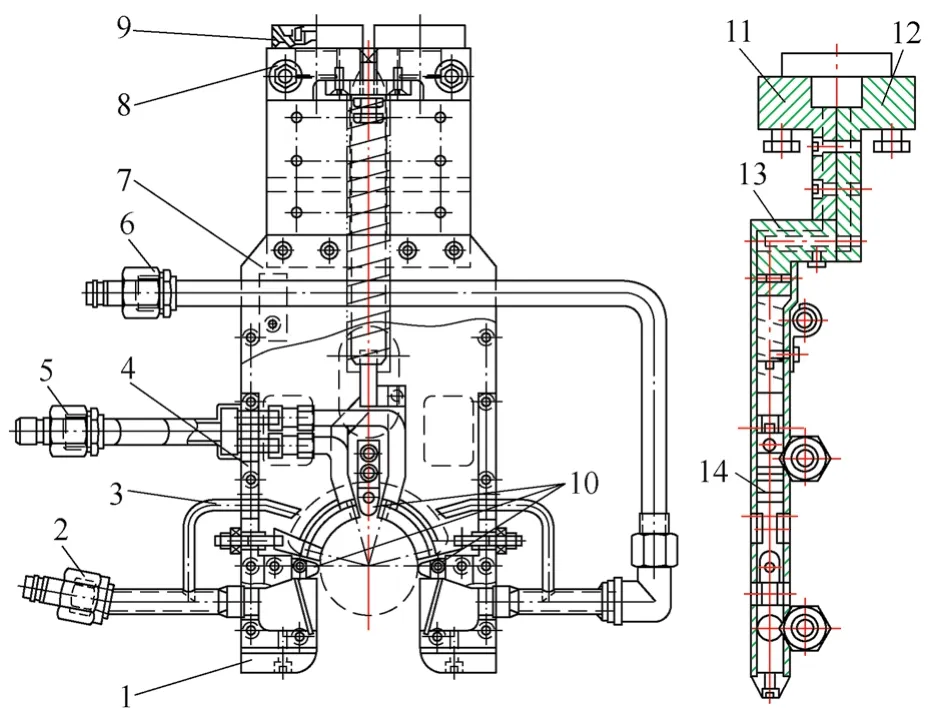
圖2 新型曲軸淬火感應器結構[3]
該新型曲軸專用淬火感應器,包括有效圈組件、墊塊、護板、冷卻水管、冷卻水盒、輔助噴液器、連接塊、定位塊、墊塊一、墊塊二、墊塊三和定位塊連接板。其中的有效圈組件、墊塊、輔助噴液器與原曲軸淬火感應器相同,主要針對原淬火感應器的水盒、護板、定位塊做出調整,以改善感應器的使用效果。
輔助噴液器設置在左右兩側的冷卻水盒的下部,為一進兩出空心銅管結構,共兩組,輔助噴液器進水口連接有冷卻水管接頭,冷卻水管接頭與淬火機床上的管接頭相連,輔助噴液器左右兩側上部的出水口穿過冷卻水盒上的通孔對準有效圈組件的有效圈部位,可對有效圈進行冷卻,下端的出水口通過焊接固定在水盒通孔處,對準冷卻水盒的“コ”形和黃銅薄板組成的空腔內。
墊塊為三個L形的玻璃布板結構,其中墊塊一和墊塊二長度尺寸不同,對稱設置在有效圈組件的饋電頭兩邊,墊塊一和墊塊二上設置有相對應的連接通孔。墊塊三倒置在墊塊一和墊塊二的下部,三個墊塊將有效圈組件的饋電頭和導電管包裹在內,墊塊三的一端夾在兩護板上部的中間,通過螺釘與護板固定在一起。
連接塊分別設置在左右冷卻水盒的底部,連接塊的兩側夾固著兩個護板,通過螺栓與冷卻水盒固定在一起。
有效圈組件為折線形結構(見圖3),包括饋電頭、導電管、有效圈,三者通過焊接的方式連接在一起,有效圈的左右兩側設有兩根螺柱,螺柱的一端通過連接板和有效圈焊接相連,另一端穿過有效圈組件兩側的冷卻水盒側面的通孔用螺栓聯接在冷卻水盒上;有效圈為異形空心黃銅管,分軸向管與縱向管,一個軸向管和兩個縱向管形成“門”字形半環結構,在有效圈上插有成段的C形導磁體;所述的饋電頭設置在有效圈組件的頂端,饋電頭為異形黃銅塊,中間為通水孔,其作用為與機床配合連接,且中部通水;導電管為空心黃銅管,呈折線布置,導電管的一端與饋電頭焊接,另一端與有效圈焊接,管中心通冷卻水,冷卻水對有效圈組件進行冷卻;有效圈組件的上部通過三個墊塊將其包裹固定夾緊,三個墊塊通過螺釘聯接在一起。
該新型曲軸專用淬火感應器的冷卻水盒結構為倒置的“F”形黃銅結構(見圖4),對稱設置在有效圈組件下端的左右兩側,冷卻水盒和有效圈組件夾在前后兩個護板之間,通過螺釘與護板固定連接,冷卻水盒的側面設置有連接輔助噴液器的通水孔,頂面與底面設置有與護板及連接塊聯接固定的螺紋孔,在冷卻水盒安裝定位塊處設置有方槽,方槽的開槽尺寸與定位塊的尺寸相配合,冷卻水盒的“コ”形開口對應的兩側邊分別開有傾斜的U形槽,U形槽內焊接一塊黃銅薄板,該黃銅薄板上鉆有交錯分布的通孔,冷卻水盒的“コ”形和黃銅薄板組成一個空腔,冷卻水進入空腔,通過黃銅薄板上的通孔噴出,對零件、有效圈及導磁體進行冷卻。
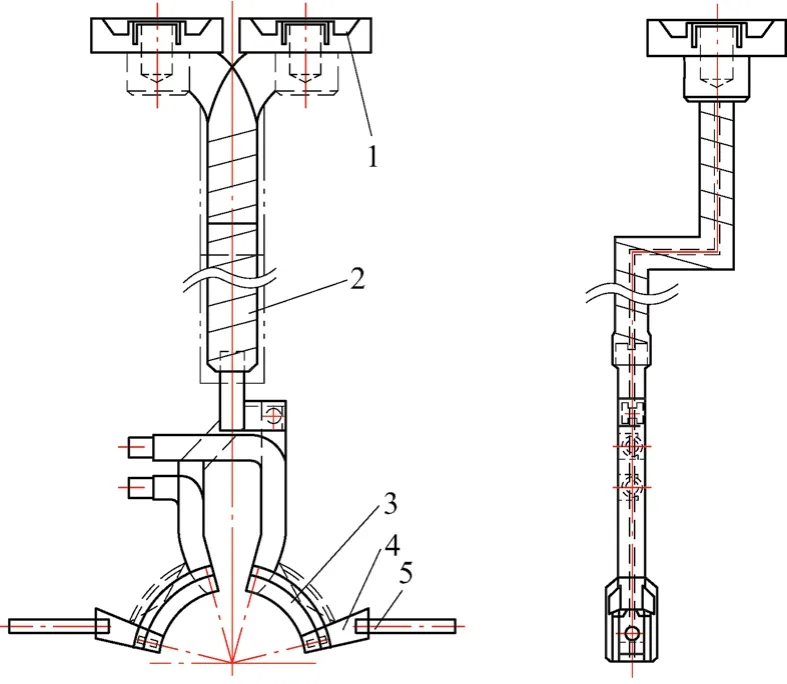
圖3 新型有效圈組件結構
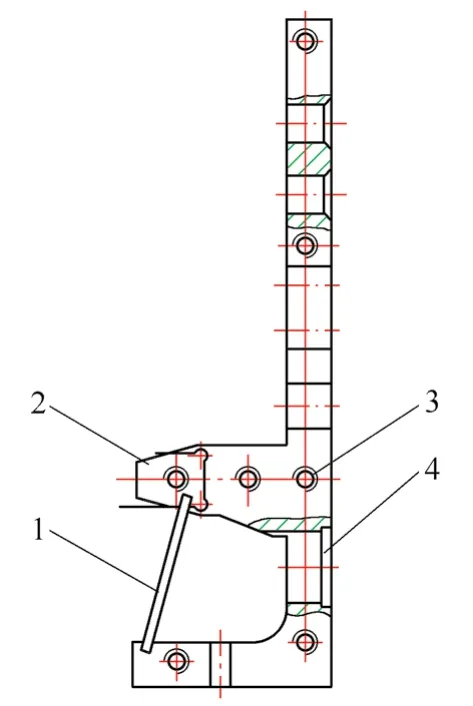
圖4 新型感應器的冷卻水盒
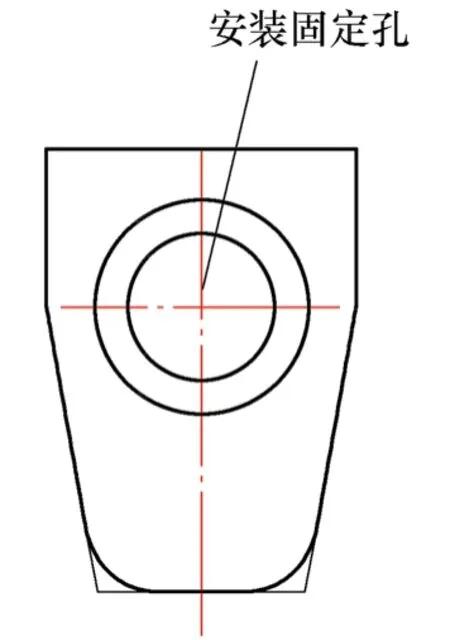
圖5 新型曲軸感應器定位塊
此水盒與原水盒不同之處在于增加了安裝定位塊的方槽,將定位塊包裹在水盒內,相應地同時調整了定位塊的結構形式(見圖5),將定位塊的長度縮短,把雙孔固定形式改為單孔,通過水盒上方槽中的螺紋孔固定安裝。
該新型感應器中的定位塊共6塊,兩塊一組,定位塊為單孔無磁硬質合金材料,有兩組定位塊對稱鑲嵌在左右冷卻水盒安裝定位塊的方槽內,通過螺釘與冷卻水盒相連,另一組定位塊鑲嵌在和前后護板連接的定位塊安裝板上和冷卻水盒相同的方槽內,通過螺釘固定在定位塊安裝板上,三組定位塊呈圓周分布在有效圈的周圍,與有效圈同心。
此新型曲軸專用感應器的護板(見圖6)較原護板的改進在于增加了兩個應力釋放槽,定位塊安裝出方槽為配用新型定位塊做出調整,其他與墊塊、水盒連接孔等均與原護板相同[4]。
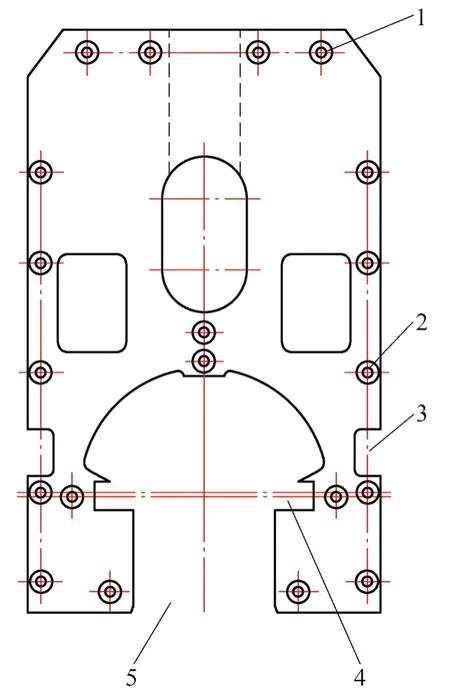
圖6 新型曲軸感應器護板
護板共兩塊,為尺寸相同但形狀有差異的黃銅板,兩護板分別設置在有效圈組件和冷卻水盒組成的平面的兩側,護板通過螺釘將有效圈組件和冷卻水盒固定在一起,護板上端設置有墊塊安裝通孔,護板的兩側設置有冷卻水盒安裝孔,護板的中部開有腰形孔,腰形孔的下面設置有安裝定位塊安裝板的通孔,護板的下部兩側邊對稱設置有應力釋放槽,底部開有半圓形的護板開槽口。護板開槽口內側兩邊對稱設置有安裝定位塊的開口槽,用于定位塊的安裝和定位。
3.2 新型曲軸感應器分析
本文所述新型曲軸感應器改進的目的在于降低感應器使用過程中定位塊碎裂頻率。
冷卻水盒增加安裝定位塊方槽可以將定位塊較好地包裹在水盒內,增強對定位塊的冷卻效果,同時將定位塊長度縮短,使得定位塊在使用過程中可以承受更大的負載而不發生斷裂。
護板增加應力釋放槽可以減小感應器受熱時所產生的變形量,更好地保證整個感應器的設計尺寸,減小感應器變形造成的定位塊碎裂頻率。
上述對原感應器的改進在理論方面可以期望得到較好的使用效果。
4 結束語
1)新型曲軸專用淬火感應器在客戶實際的生產過程中,能夠滿足對于曲軸的淬火要求,所完成淬火的曲軸淬火質量穩定,同時感應器使用更加穩定,原經常出現的定位塊碎裂的頻率大大減小,具有良好的使用效果。
2)新型曲軸專用淬火感應器經改進水盒、定位塊、護板結構后,在曲軸淬火加工過程中加工質量穩定,感應器質量穩定,定位塊使用壽命增加效果明顯。
3)將定位塊包裹在冷卻水盒內,同時在護板左右兩側對稱設置應力釋放槽。
4)該感應器利用現有的常規曲軸淬火感應器,通過對定位塊及冷卻水盒進行調整,將定位塊包裹在冷卻水盒內,同時在護板左右兩側對稱設置應力釋放槽,使感應器工作過程中受熱變形減小,減少了定位塊在工作過程中碎裂的情況。
5)該淬火感應器,構思新穎,結構合理,應用可靠,易于制作,且使用中降低了客戶使用成本,具有很好的使用價值。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
