散貨輪主機增壓器損壞原因分析及改進措施
2020-07-06 05:52:32剛1智廣信
裝備機械 2020年2期
□ 劉 剛1 □ 智廣信
1.大連中遠海運川崎船舶工程有限公司 遼寧大連 116052 2.中國船舶工業綜合技術經濟研究院 北京 100089
1 增壓器概述
船用主機是船舶動力的來源,是全船的“心臟”。船用主機一般由主動力裝置、輔助動力裝置、其它輔機和設備組成。如何充分、高效利用能量,是工程師一直關注的問題。利用主機的廢氣增壓,是提高船用主機功率的有效途徑。增壓器是提高主機功率和減少廢氣排放的重要機件,如同是主機的“肺”,利用主機排出的高溫廢氣慣性沖力來推動渦輪室內的渦輪葉片,渦輪帶動同軸的葉輪轉動,葉輪上的壓氣葉片壓送空氣,使空氣增壓進入氣缸[1]。增壓器結構如圖1所示。增壓器利用廢氣能量,不僅改善了主機工作過程,降低了油耗,而且解決了廢氣排放問題。由于使用、維護和保養不當,增壓器易發生故障,導致主機不能正常工作[2]。筆者針對某營運的61 000 t散貨輪主機增壓器故障,進行原因分析,確認導致故障發生的主要原因,并提出實用有效的改進措施。
2 增壓器故障情況
某61 000 t散貨輪交付營運不久,主機增壓器就發生明顯故障。經船廠和主機廠工程師拆檢,發現壓氣葉片、渦輪葉片、噴嘴環及軸承組件等均有不同程度的損壞,如圖2所示。
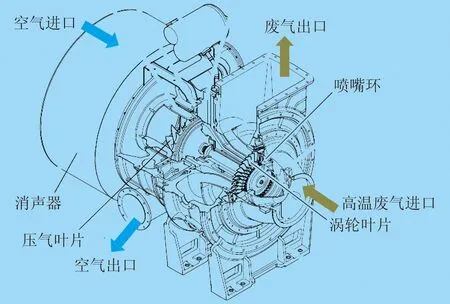
圖1 增壓器結構
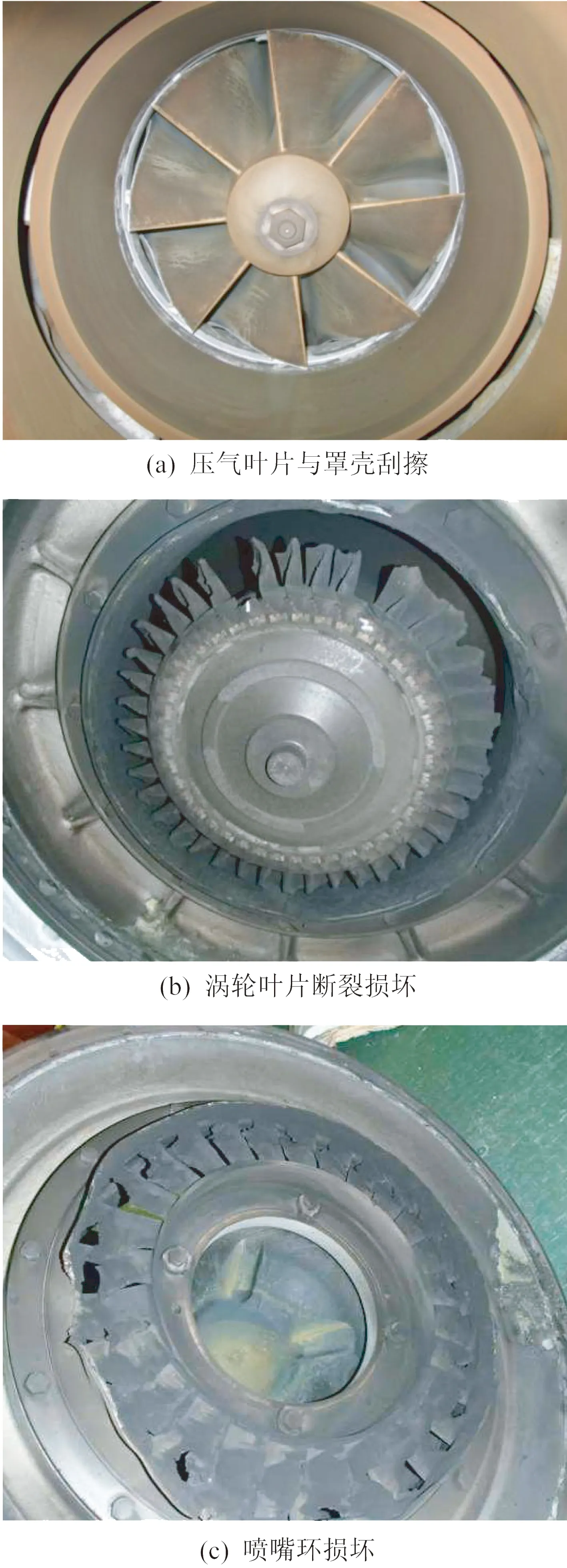
圖2 第一次故障情況
由于該船剛交付不久,因此采取的應對策略為對相關損壞部件進行更換處理。更換后試車一切正常,該船再次開航。但第一次故障修復僅僅半個月后,增壓器再次出現故障。工程師發現部件損壞狀況與第一次完全一樣,如圖3所示。針對故障,船廠聯合多方進行原因分析,由經驗數據、理論及有限元計算來判斷故障發生的原因。

圖3 第二次故障情況
3 原因分析
現代船舶主機幾乎全部采用廢氣渦輪增壓技術來提高柴油機功率,喘振是船舶主機增壓器的常見故障之一[3]。該船主機增壓器兩次損壞時的現象完全一致,即主機正常運行時增壓器突然喘振,繼而轉速急劇降低。
增壓器是一種在高溫環境中高速旋轉的機械,正確安裝及按科學合理的規程進行維護、使用,對延長使用壽命、減少故障具有非常重要的作用。針對此次故障,工程師打開增壓器,發現轉子竄動導致壓氣葉片與罩殼刮擦,噴嘴環損壞,渦輪葉片殘缺不全。其中,渦輪葉片根部斷裂需重點關注,因為第一次故障時有兩片渦輪葉片從根部斷裂,第二次故障時有一片渦輪葉片從根部斷裂,初步判斷渦輪葉片根部斷裂引起的動平衡失穩是轉子竄動的主要原因。查明渦輪葉片從根部斷裂的原因,是本次增壓器故障原因分析的關鍵。筆者通過數據收集、理論及有限元計算,根據相關工程經驗,進行斷裂面分析、主機運行數據分析、渦輪葉片材質確認、渦輪葉片尺寸確認、渦輪葉片生產工藝確認。
3.1 斷裂面分析
一般情況下,侵蝕或渦輪葉片損壞會使渦輪葉片頂部與噴嘴環罩間的配合間隙增大,引起渦輪效率降低,導致流經壓氣機的氣體流量減小,進而發生喘振[4]。葉片斷裂主要是外來活塞環折斷碎片、其它金屬碎物等沖入渦輪中造成的,這些碎物沖擊使增壓器產生強烈振動和噪聲。為了確認斷裂原因,筆者對斷裂面進行分析。通過斷裂面特征分析,可以確認斷裂起始點、斷裂性質等,對于故障原因分析至關重要。渦輪盤沿圓周均布41個杉樹形槽,將根部為倒杉樹形的葉片插入杉樹形槽內,實現高精度配合。經檢查后發現,兩次損壞故障中斷裂的不是葉片,而是杉樹形槽根部。
對故障殘片進行實物斷面分析,分別選取兩次損壞的典型斷裂葉片,利用掃描電子顯微鏡對斷裂殘片進行觀察,葉片損壞情況如圖4所示。
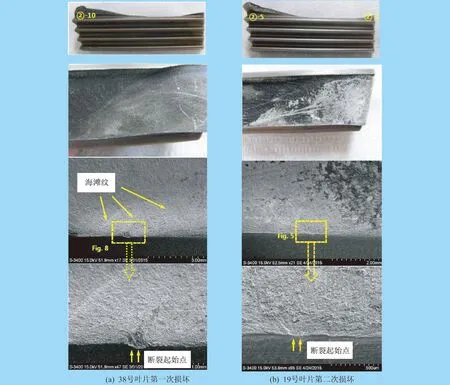
圖4 葉片損壞情況
前后兩次故障中,葉片斷裂位置、斷裂形態都是一致的,斷裂起始點都在杉樹形第一凹槽處,如圖5所示。
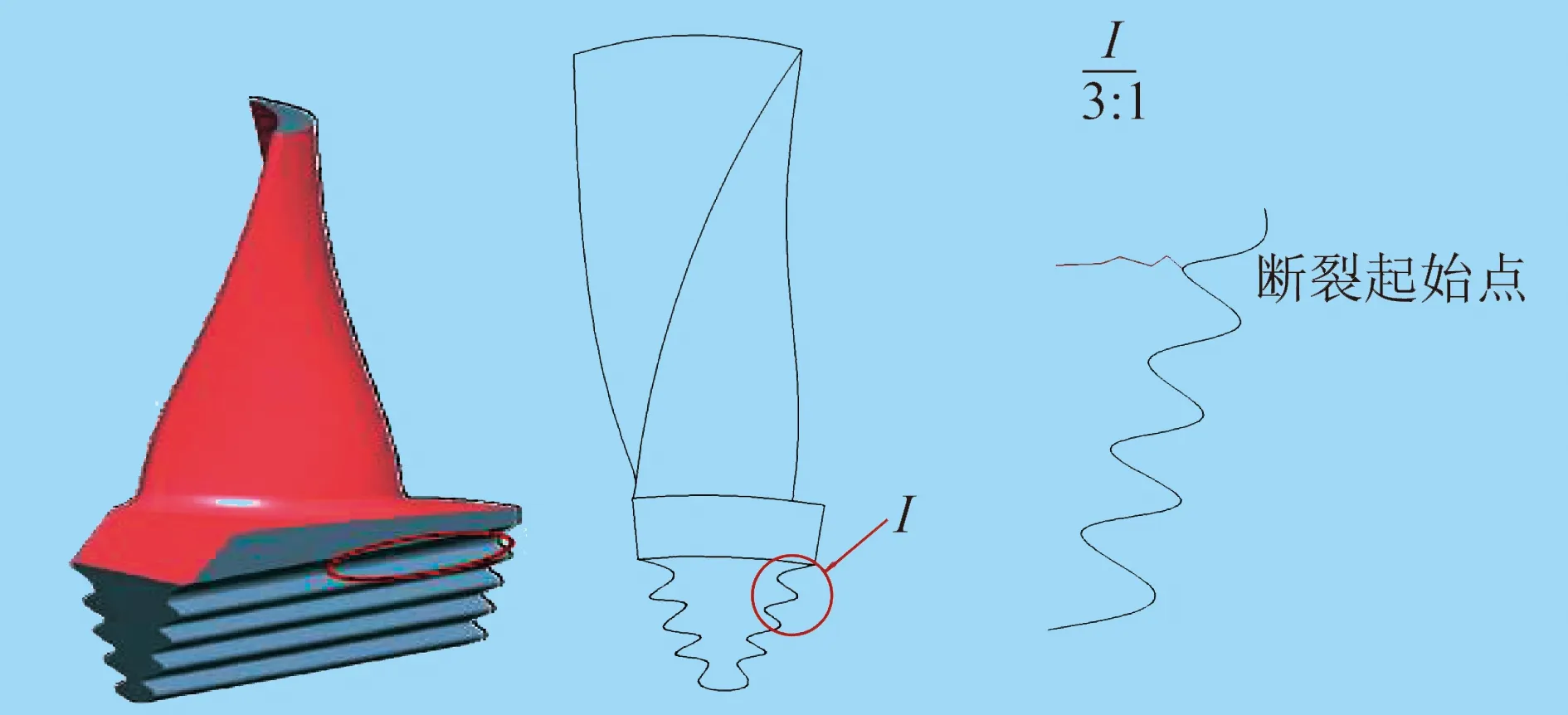
圖5 斷裂起始點
根據斷面分析結果和實際調查情況,得到的初步結論是根部斷裂源于疲勞裂紋。船舶出現疲勞裂紋的原因判斷是振動,渦輪葉片的振動主要是動荷振動[5]。
增壓器正常運轉時,渦輪葉片的激振受噴嘴環控制,即噴嘴環導流葉片數量決定了渦輪葉片的激振頻率。該增壓器噴嘴環有27個導流葉片。
渦輪葉片的激振頻率與增壓器轉速有關,即渦輪葉片在噴嘴環導流葉片處的通過頻率取決于增壓器轉速。
通過設備商現存的相似型式增壓器按比例導出坎貝爾圖,如圖6所示。渦輪葉片激振頻率與渦輪葉片四階固有頻率在增壓器轉速為16 840 r/min時匹配,即在這一轉速下渦輪葉片會發生共振。
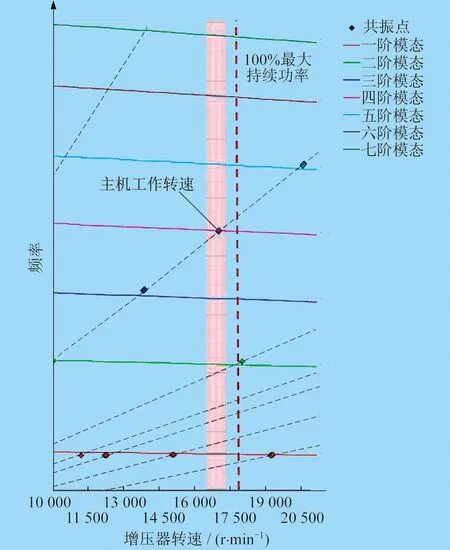
圖6 增壓器坎貝爾圖
筆者建立渦輪葉片有限元模型,包括葉冠、葉身、下緣板、榫頭四部分。通過ANSYS模態分析功能進行固有頻率計算[6],并結合工程經驗,按渦輪葉片四階固有頻率模態進行瞬態有限元分析,如圖7所示。計算得出應力分布趨勢。與故障現場殘片對照,確認計算結果與實際裂紋位置相吻合,由此驗證共振是裂紋產生的原因之一。
3.2 主機運行數據分析
從故障船上導出第一次故障修復后至第二次故障發生前主機運行數據,發現增壓器共有約60 h在渦輪葉片四階共振危險轉速16 500~17 300 r/min區間內運行,如圖8所示。這進一步驗證了導致渦輪葉片斷裂的疲勞裂紋由共振引起。
3.3 渦輪葉片材質和尺寸確認
對振動和斷面分析觀察后,初步確定導致本次故障的原因是共振。為進一步驗證判斷的可靠性,需要對渦輪葉片材質和尺寸進行確認。渦輪葉片材質和尺寸既要滿足渦輪產品的性能要求,又要與仿真分析時的定義一致。
取樣葉片材料,經專業材質分析部門分析,結果顯示材料滿足鈮錳合金成分要求。
裂紋區截面如圖9所示,圖紙要求斷裂葉片的實際測量尺寸見表1。結果顯示,斷裂葉片的實際尺寸滿足圖紙要求。
3.4 渦輪葉片生產工藝確認
在工程上,增壓器的渦輪葉片經鍛造加工而成。為滿足渦輪葉片在高溫高壓下的疲勞強度,一般經鍛造加工后采取噴丸硬化的方式來進一步提高葉片的疲勞強度,減小葉片上的應力集中[7]。通過掃描電子顯微鏡對斷裂殘片進行觀察,確認葉片斷裂處的噴丸效果,如圖10所示。
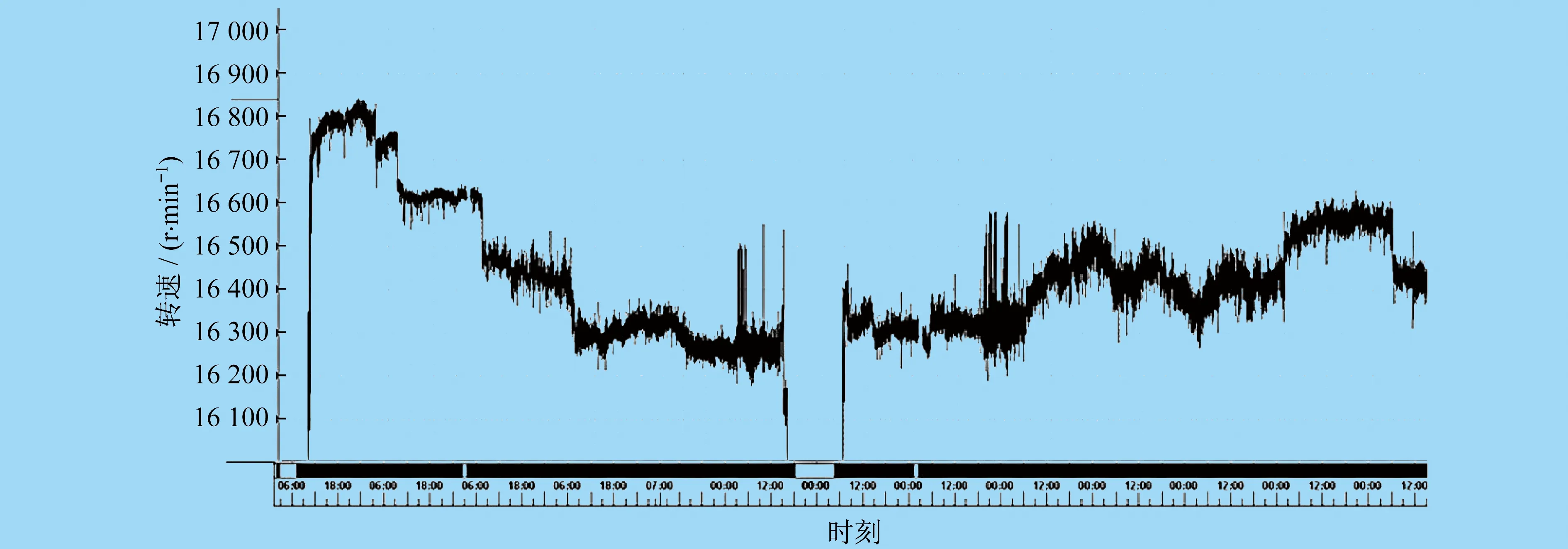
圖8 增壓器運行情況
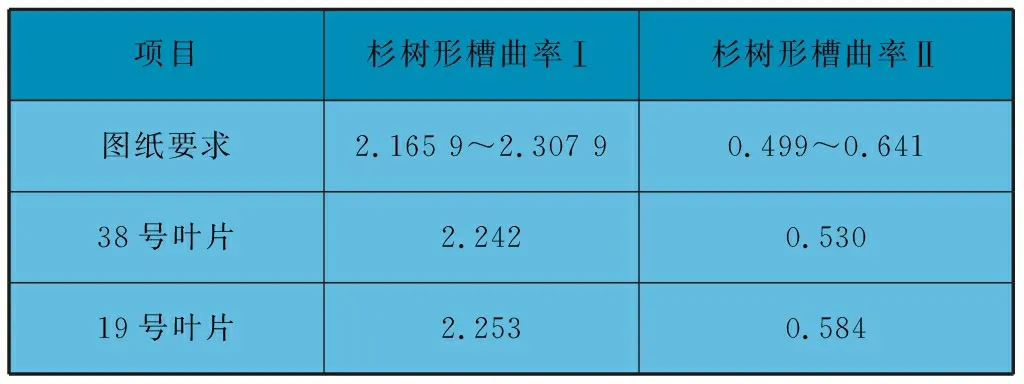
表1 斷裂葉片尺寸 mm
為進一步了解渦輪葉片的物理、化學特性,保證本次故障有效處理,筆者對渦輪制造商的自動噴丸生產線進行調查研究。對噴丸直徑0.4 mm、洛氏硬度(HRC) 58項目進行檢查,當次結果顯示實際直徑為0.4~0.5 mm,洛氏硬度(HRC)為58~60。實際噴丸直徑如圖11所示。對噴丸處理覆蓋率進行檢查,當次結果顯示良好。噴丸前后葉片照片如圖12所示。對噴丸粗糙度Ra不大于1.6 μm項目通過對自動噴丸生產線檢查分析,確認自動化噴丸生產線達到了葉片全表面噴丸效果的一致性。對于圖10中兩個斷裂樣品,除位置②,其它位置噴丸效果良好且一致。圖10中位置②相比其它位置,噴丸痕跡不太明顯。位置②位于斷裂起始處,根據分析結果判斷,該處因強烈振動沖擊導致噴丸痕跡磨損變淺。
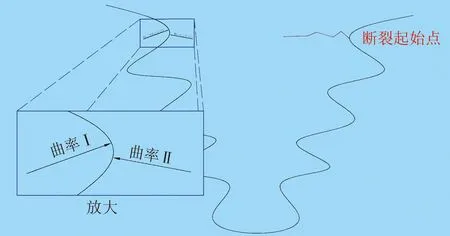
圖9 裂紋區截面
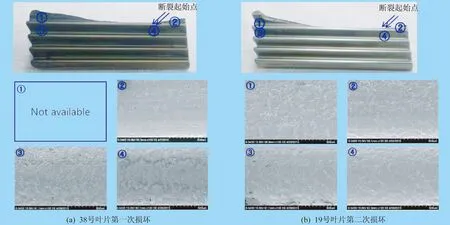
圖10 葉片斷裂處噴丸效果

圖11 實際噴丸直徑
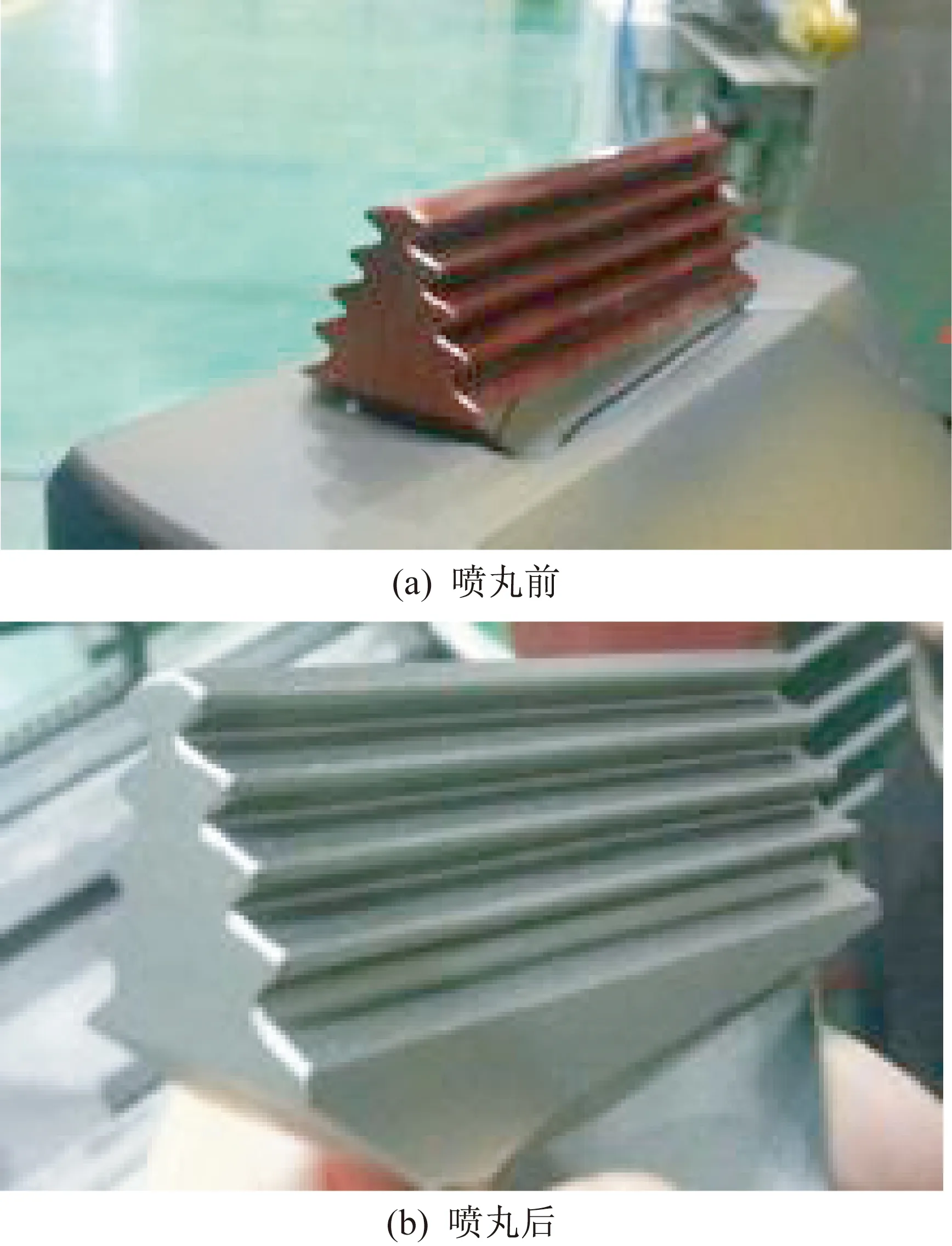
圖12 噴丸前后葉片照片
進行檢查,當次結果顯示粗糙度Ra為1.15~1.52 μm,如圖13所示。最后對渦輪葉片進行整體目視檢查,結果顯示良好,如圖14所示。
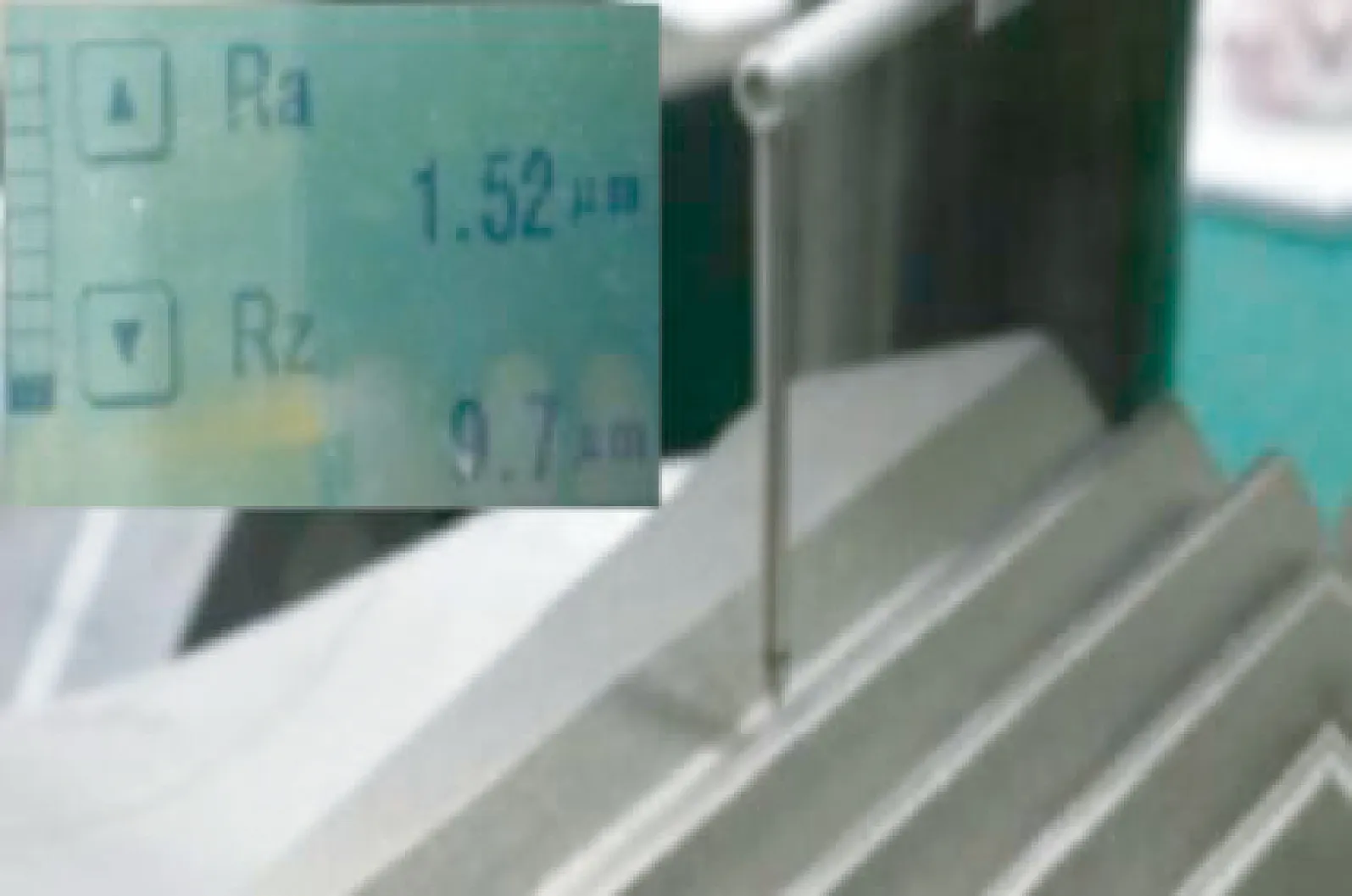
圖13 噴丸粗糙度檢查結果

圖14 渦輪葉片目視檢查結果
3.5 分析結論
從四方面進行原因分析,確定兩次故障中渦輪葉片的斷裂屬于疲勞斷裂,斷裂起始位置與渦輪葉片四階固有頻率共振相匹配,且增壓器曾在共振危險轉速區間運行較長時間。另一方面,渦輪葉片的材質、尺寸及生產工藝都滿足設計要求與標準[8],由此推斷增壓器兩次故障的根本原因是渦輪葉片因共振而斷裂。
4 改進措施
4.1 臨時改進措施
第二次故障發生后,增壓器損壞部件再次更換,但是這些部件并未做任何改良。臨時改進措施為,控制增壓器轉速不能進入16 500~17 300 r/min區間,相應主機功率不能進入78%~93%普通轉速區間,以避免渦輪葉片發生共振,直至永久糾正措施落實。增壓器轉速與主機功率的關系曲線如圖15所示。
4.2 永久糾正措施
由于渦輪葉片的激振受噴嘴環控制,因此考慮從噴嘴環入手來解決振動裂紋問題。噴嘴環對渦輪葉片的激振原理是,當不穩定廢氣流經過噴嘴環導流葉片后緣時,會產生作用于渦輪葉片的周期性壓力波動[9]。增加噴嘴環導流葉片數量,可以直接改變渦輪葉片的激振頻率,從而使渦輪葉片的共振點出現在非常用轉速區間內[10]。與此同時,需要保持噴嘴環導流葉片橫截面積不變,因為只有這樣才能不改變增壓器的熱力運行狀態,不必重新申請國際海事組織排放證書。
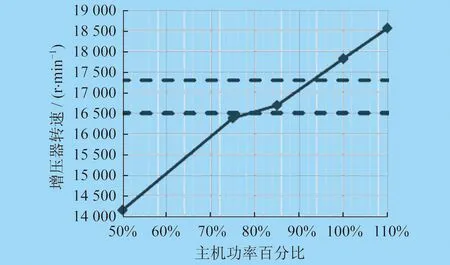
圖15 增壓器轉速與主機功率關系曲線
原噴嘴環導流葉片數量是27,選擇三種方案,分別是30、34、39。對這三種噴嘴環建模并進行有限元分析,確認采用34個導流葉片的噴嘴環時,渦輪葉片各模態下的動載荷最小。因此最終將導流葉片的數量從27增加到34。
5 改進效果驗證
在增壓器換上34個導流葉片的噴嘴環后,三個月內增壓器在轉速16 500~17 300 r/min區間內運行200 h,打開增壓器檢查渦輪葉片,無裂紋,如圖16所示,驗證永久糾正措施有效。
6 結束語
主機增壓器是船舶維持正常營運的關鍵部件,故障種類較多[11]。筆者對某營運中的61 000 t散貨輪主機增壓器故障進行原因分析,利用相關工程經驗、計算模型及數據,從斷裂面分析、主機運行數據分析、渦輪葉片材質和尺寸確認、渦輪葉片生產工藝確認等方面,確認了增壓器損壞的原因,并提出了針對性改進措施。改進措施經過實船驗證有效,為增壓器故障排查解決提供了思路和參考方案。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44