超大型拼接式船用曲軸的制造技術(shù)研究
2020-07-06 05:52:28
裝備機械 2020年2期
上海船用曲軸有限公司 上海 201308
1 研究背景
目前,船用曲軸的研制技術(shù)僅少數(shù)國家掌握,主要集中于日本、韓國,并形成技術(shù)封鎖。國內(nèi)超大型拼接式船用曲軸的加工技術(shù)還處于起步研究階段,只能依賴于進口,導致國產(chǎn)超大型拼接式柴油機的發(fā)展受到嚴重制約,造成超大型拼接式柴油機市場主導權(quán)旁落他國。
筆者對12S90ME-C超大型拼接式船用曲軸的紅套、精加工、拼接、校調(diào)技術(shù)進行研究分析,為自主研制超大型拼接式船用曲軸,掌握核心制造技術(shù),提升船舶核心部件配套能力奠定基礎,進而促進我國船舶業(yè)的持續(xù)蓬勃發(fā)展。
2 超大型拼接式船用曲軸技術(shù)參數(shù)
12S90ME-C拼接式船用曲軸安裝在由我國首次建造的世界最大、最新型21000TEU集裝箱船用柴油機上,如圖1所示。12S90ME-C系列曲軸符合MAN B&W公司最新技術(shù)標準,總長達23 m,總質(zhì)量為452 t,如圖2所示。
在制造方法方面,12S90ME-C超大型拼接式船用曲軸與原有曲軸相比較,沖程更長,自身長度極長,且質(zhì)量極大。這一曲軸不宜采用毛坯整體鍛造成型的工藝,而是需要采用分段制造的方法,將整段曲軸設計成前后兩段制造加工,最后對兩段單套半組合式船用曲軸進行拼接。
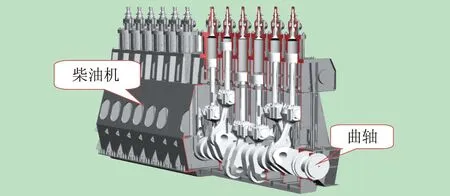
圖1 12S90ME-C超大型拼接式船用曲軸及柴油機
單套半組合式船用曲軸分別由曲拐、主軸頸、輸出端、自由端組成,曲臂直接加工成一個整體,即曲拐。12S90ME-C超大型拼接式船用曲軸關(guān)鍵零部件模型如圖3所示。
12S90ME-C超大型拼接式船用曲軸主要技術(shù)參數(shù)見表1。

圖2 12S90ME-C系列曲軸

圖3 12S90ME-C超大型拼接式船用曲軸關(guān)鍵零部件模型

表1 12S90ME-C超大型拼接式船用曲軸主要技術(shù)參數(shù)
3 紅套技術(shù)
12S90ME-C超大型拼接式船用曲軸裝配時,通過曲拐和軸頸的過盈配合進行連接。目前,常用的過盈配合連接方法有三種:熱過盈、冷過盈、液壓過盈。考慮到這一軸頸與曲拐裝配過程中工藝實施的有效性、可操作性等因素,采用熱過盈配合連接方法,即紅套技術(shù)。利用金屬材料熱脹冷縮的物理特性,采用中頻電磁感應加熱方式對鍛件進行加熱。在孔與軸頸有一定過盈量的前提下,對孔加熱,使之脹大。然后將軸頸垂直套入脹大的孔,即紅套孔中,運用不等高墊塊修正垂直套入紅套孔的軸頸傾斜方向。安裝結(jié)束冷卻后,曲拐紅套孔冷卻形狀復原,曲拐紅套孔壁與軸頸之間產(chǎn)生較大的正壓力,使曲拐和軸頸通過過盈配合結(jié)合起來,形成能傳遞扭矩、軸向力的結(jié)合體[1]。紅套技術(shù)如圖4所示,其工藝流程如圖5所示。
對曲拐紅套孔需要嚴格有效控制加熱過程,實時監(jiān)測曲拐的相關(guān)參數(shù),以達到紅套技術(shù)需要的膨脹要求。目前,加熱方法主要有煤爐加熱、燃氣加熱、電磁感應加熱三種,性能對比見表2。
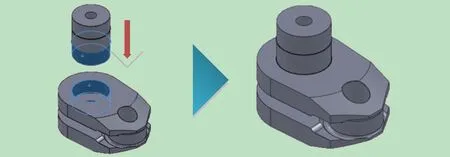
圖4 紅套技術(shù)示意圖
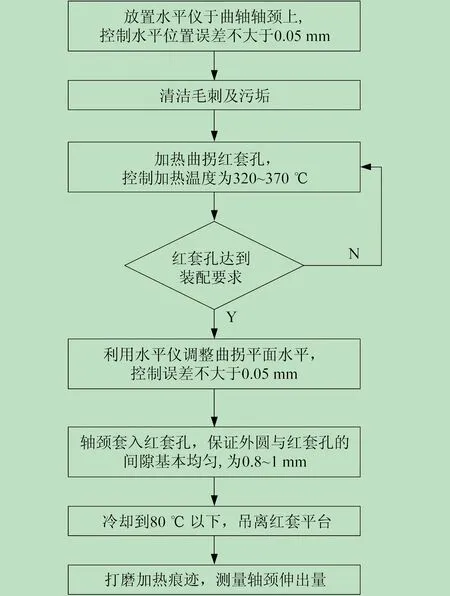
圖5 紅套技術(shù)工藝流程

表2 常用加熱方法性能對比
通過表2三種加熱方法性能對比可見,相比傳統(tǒng)方法,電磁感應加熱更容易操作,加熱深度與區(qū)域可精確控制,效率高,可實現(xiàn)自動化控制,加熱過程安全,且不會對環(huán)境造成污染。
電磁感應加熱利用交變磁場使工件自身產(chǎn)生渦流而發(fā)熱,以電能作為能量來源,加熱是非接觸式的。通過對感應線圈的特殊設計,能夠解決由于曲拐紅套孔周圍質(zhì)體不均勻而造成的紅套孔變形不均勻問題,有效控制紅套孔圓度小于0.5 mm的公差。對金屬進行感應加熱,有10 kHz~100 kHz高頻、0.2 kHz~10 kHz中頻、50~150 Hz工頻三種頻率范圍。相比于其它兩種加熱頻率,中頻電磁感應加熱時加熱深度較深,溫度較為均勻,感應加溫容易控制和操作[3]。基于上述分析,利用中頻電磁感應加熱方法對曲拐紅套孔進行加熱[2]。
針對12S90ME-C超大型拼接式船用曲軸,可根據(jù)集膚效應、鄰近效應、圓環(huán)效應等基本理論進一步研究曲拐紅套孔感應加熱過程的數(shù)學模型,確定感應加熱關(guān)鍵問題及工藝參數(shù)。如圖6所示,通過自主開發(fā)專用中頻電磁感應加熱裝置,解決由于曲拐紅套孔周圍質(zhì)體不均勻造成的紅套孔受熱后變形不均勻問題,控制曲拐紅套孔加熱溫度達到330~380 ℃范圍,使紅套孔達到圓度小于0.5 mm的高質(zhì)量標準,極大提高曲軸紅套技術(shù)的效率和質(zhì)量[3-4]。

圖6 中頻電磁感應加熱裝置
4 精加工技術(shù)
曲軸精加工是曲軸制造過程的關(guān)鍵技術(shù)之一,曲軸通過精加工達到設計圖紙的尺寸、形位公差和粗糙度要求,確保軸線平直對中。由于超大型半組合式船用曲軸彎頭多、形狀復雜、剛性差,在重力、回轉(zhuǎn)離心力和機床裝夾的作用下容易產(chǎn)生復雜的撓曲變形,因此精加工難度非常大。通常在船舶壽命期內(nèi)不允許更換曲軸,因此曲軸各項性能要求十分苛刻。12S90ME-C超大型拼接式船用曲軸工藝技術(shù)指標見表3。
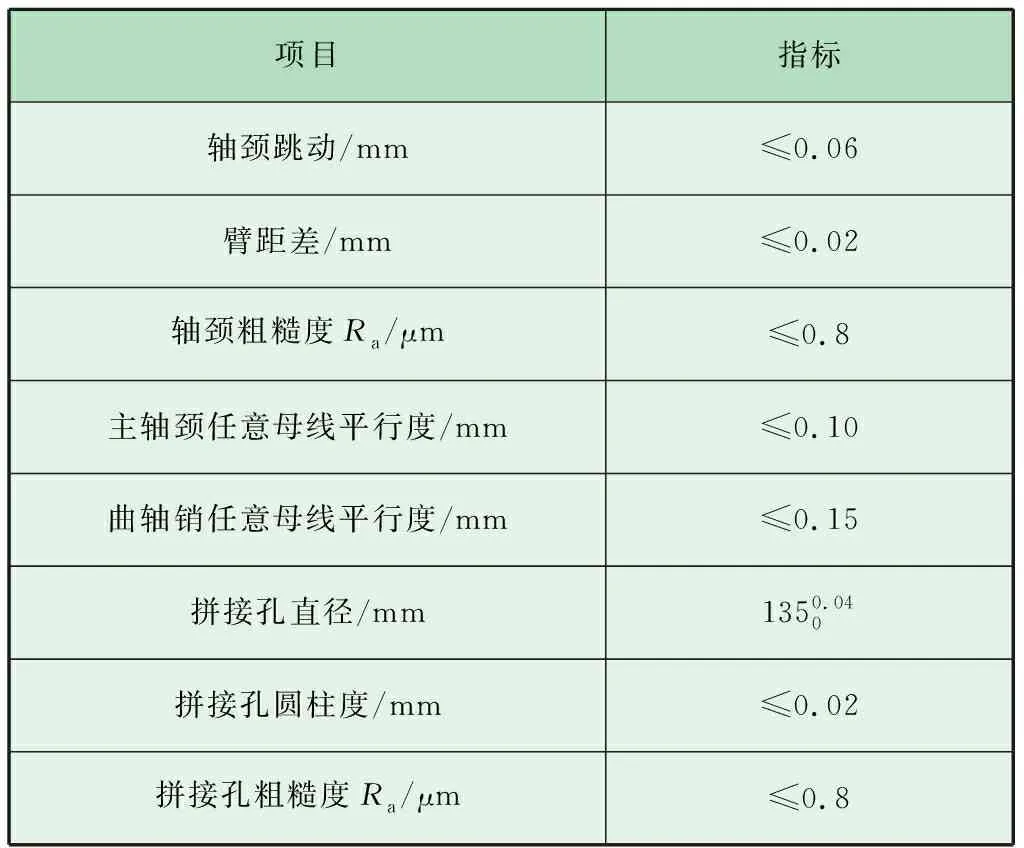
表3 12S90ME-C超大型拼接式船用曲軸工藝技術(shù)指標
5 刀具材料分析
采用專用加工車床進行曲軸精加工。在曲軸的精加工過程中,刀具的選擇至關(guān)重要,刀具材料的性能是影響加工表面質(zhì)量、切削效率和刀具壽命的重要因素。通常,刀具材料應具備高硬度、高耐磨性,以及足夠的強度、韌性、耐熱性等。船用曲軸寬刃刀具的材料有特殊性,應根據(jù)切削參數(shù)、加工表面質(zhì)量要求進行分析[5-6]。
5.1 耐熱性
耐熱性指在高溫條件下,刀具切削部分的材料保持常溫時硬度的性能。一般而言,耐熱性越好,材料允許的切削速度就越快。對于用于船用曲軸主軸頸和曲柄銷外圓精加工的寬刀,其刀刃長度與曲軸主軸頸和曲柄銷長度一致,一般長達200~370 mm。如此長的切削刃同時參與切削,必將導致切削力大大增大。為了減小切削力,需要減小背吃刀量,一般精加工時背吃刀量僅為0.01 mm。另外,曲軸主軸頸和曲柄銷外圓的表面粗糙度與形位公差要求很高,精加工時進給量主要根據(jù)表面粗糙度要求進行選擇,不宜很大,通常而言,精加工時的進給量設置為0.01 mm/min。關(guān)于切削速度,以主軸頸部位為例,其直徑為720~890 mm,因此半組合式船用曲軸尺寸、質(zhì)量均很大,將導致加工時切削速度很慢。通常精加工時,切削速度取0.5~1.0 r/min。在切削參數(shù)取值范圍內(nèi),切削溫度升高值較小。由于船用曲軸尺寸較大,散熱面積較大,散熱條件較好,因此切削加工時產(chǎn)生的熱量容易散發(fā),這進一步限制了工件和刀具的溫升。由于溫升值較小,對船用曲軸寬刃刀具材料耐熱性的要求大為降低。
5.2 強度、韌性、硬度和耐磨性
半組合式船用曲軸是大型船用柴油機的重要組件,其壽命決定著柴油機的使用壽命。曲軸工作時,承受氣體壓力、慣性力及慣性力矩的作用,受力大且復雜,并且承受交變載荷的沖擊作用。目前常用的曲軸材料為S34MnV,以保證曲軸具有足夠的抗拉強度、抗扭強度、疲勞強度和良好的承受沖擊載荷能力,相應給用于曲軸加工的刀具提出了較高要求。
船用曲軸主軸頸和曲柄銷外圓的特征尺寸很大,這導致在一次裝夾切削加工中,刀具的切削量很大。盡管采用較小的切削量以減小切削力,但是由于寬刃刀具同時參與切削的刀刃較長,切削力仍然較大。以上兩個部位的表面加工精度要求又很高,表面粗糙度Ra要求達到0.8 μm。在如此惡劣的加工條件下,為了保證加工表面質(zhì)量,要求在一次切削加工過程中,刀刃不發(fā)生崩刃和破損現(xiàn)象,且磨損量微小,即對刀具材料的強度、韌性和耐磨性提出了很高要求。
關(guān)于刀具材料的硬度,最基本要求是高于工件材料的硬度,以保證可以完成切削。從提高加工表面質(zhì)量出發(fā),刀具材料硬度提高,其耐磨性也相應提高,有利于保證加工表面的精度要求,因此對船用曲軸寬刃刀具材料的硬度提出較高要求。
近年來開發(fā)了一種新型合金材料——超微粒硬質(zhì)合金[7]。所謂超微粒,指直徑小于1 μm的碳化鎢粉末與鈷粘結(jié)相組成的硬質(zhì)合金,其硬質(zhì)相碳化鎢顆粒的粒度比普通硬質(zhì)合金中碳化鎢顆粒的粒度小一個數(shù)量級。根據(jù)晶粒細化理論,小的顆粒粒度可以提高材料的硬度。由于顆粒粒度微小,碳化鎢顆粒周圍起粘結(jié)作用的鈷成分的厚度很薄,且折斷起始尺寸小,使材料的抗彎強度提高。由此可以認為,超微粒硬質(zhì)合金能夠同時提高材料的硬度和抗彎強度。與普通硬質(zhì)合金相比,超微粒硬質(zhì)合金在硬度相同時強度高,在強度相同時硬度高,因此可以滿足船用曲軸寬刃刀具材料高耐磨性、高強度和高硬度的要求。需要指出的是,超微粒硬質(zhì)合金的優(yōu)異性能只適用于低溫條件。在高溫狀態(tài)下,超微粒硬質(zhì)合金容易出現(xiàn)慢性變形,在切削速度快的情況下使用時,有時還會產(chǎn)生塑性變形、磨損增大等現(xiàn)象。對于船用曲軸寬刃刀具而言,進行精加工時切削速度很慢,工件和刀具的溫升較小,因此超微粒硬質(zhì)合金的這一缺點并不會影響使用[8]。綜合上述分析,最終選擇超微粒硬質(zhì)合金作為船用曲軸寬刃刀具切削部分的材料。超微粒硬質(zhì)合金寬刃刀具如圖7所示。

圖7 超微粒硬質(zhì)合金寬刃刀具
6 拼接技術(shù)

針對上述拼接孔的技術(shù)要求,常規(guī)采用的分別鉆模加工零件方法,雖然加工操作簡易方便,但是存在找正和加工誤差等問題,提高整體拼接難度和整體軸線找正難度,因此不宜實現(xiàn)。經(jīng)過反復摸索論證,針對12S90ME-C超大型拼接式船用曲軸結(jié)構(gòu)和拼接孔加工,研制出XCTH650專用鏜孔機,可用于狹小空間中孔的加工。12S90ME-C超大型拼接式船用曲軸的拼接孔在兩段曲軸拼接后同時加工,具有加工精度高、加工空間小等特點,加工難度非常大。XCTH650專用鏜孔機具有可在狹小空間加工、加工精度高,且設備裝拆、運輸方便等特點,用于大型曲軸對接法蘭孔維修和加工,可以縮短加工時間,提高生產(chǎn)效率。XCTH650專用鏜孔機采用模塊式設計,安裝、操作方便簡單,操作人員在較短的時間內(nèi)就能夠掌握操作要領。
XCTH650專用鏜孔機固定于曲軸拼接孔兩側(cè)軸頸上,采用鏜桿旋轉(zhuǎn),差動實現(xiàn)刀具旋轉(zhuǎn),進行移動加工。對于孔粗糙度,采用專用珩磨工具進行拋光,加工后達到孔精度要求,解決了12S90ME-C超大型拼接式船用曲軸拼接孔加工的問題。
XCTH650專用鏜孔機結(jié)構(gòu)如圖8所示,由床身、安裝座、鏜桿、進給箱、驅(qū)動裝置等組成。

圖8 XCTH650專用鏜孔機結(jié)構(gòu)
7 校調(diào)技術(shù)
12S90ME-C超大型拼接式船用曲軸由兩段半組合式曲軸拼接而成,整根曲軸質(zhì)量達到453 t,拼接后長度達到23 m。拼接時要求兩段曲軸同軸,曲軸臂距差小于0.02 mm,軸頸跳動小于0.06 mm,而且各缸角度符合圖紙要求,拼接技術(shù)難度極大。如何對曲軸進行校調(diào),是制造拼接式曲軸的關(guān)鍵技術(shù)之一[9-10]。
鑒于曲軸拼接特點、曲軸結(jié)構(gòu)特殊性,要調(diào)整曲軸同軸,必須具備高精度可調(diào)試支架、拼接把緊螺栓等。使用可調(diào)試支架對曲軸每檔軸頸進行支撐,并進行精度調(diào)整。
研發(fā)了專用高精度可調(diào)試支架,單個支架可支撐質(zhì)量達50 t,調(diào)整精度可達0.01 mm。按照曲軸軸頸支撐位置將可調(diào)試支架固定在專用承重導軌上,使曲軸落在可調(diào)試支架上進行校調(diào)。
12S90ME-C超大型拼接式船用曲軸校調(diào)方法如下:
(1) 在承重導軌上確定可調(diào)試支架位置,并擺放固定,如圖9所示;

圖9 可調(diào)試支架位置
(2) 預先調(diào)整好斜支撐中心位置,修整所有可調(diào)試支架支撐墊塊;
(3) 將前段曲軸放置在可調(diào)試支架上,用天車帶動,手動調(diào)節(jié)曲軸臂距差、跳動值,直至達到圖紙要求;
(4) 將后段曲軸放置在可調(diào)試支架上,用天車帶動,并以前段曲軸為基準,調(diào)整臂距差、跳動值,直至達到圖紙要求;
(5) 調(diào)整缸位置角度,通過360°角度儀進行測量,使連接部位達到精度要求;
(6) 通過預鉆孔進行預緊,采用液壓把合方式擰緊螺栓,預緊力達到60 MPa,使前后兩段曲軸拼接成為一體;
(7) 復查整根曲軸精度,松開螺栓,微調(diào)可調(diào)試支架,將曲軸恢復到機床狀態(tài),各曲拐內(nèi)開檔臂距差小于0.01 mm,各檔軸頸水平差小于0.10 mm;
(8) 使用工裝百分表,檢驗兩個法蘭外圓的重合度在0.02 mm以內(nèi),角度對準線在0.01 mm以內(nèi),各曲拐內(nèi)開檔臂距差在0.01 mm以內(nèi),各檔軸頸水平差在0.10 mm以內(nèi),調(diào)整直至精度達到圖紙要求,重新把緊螺栓;
(9) 完成整根12S90ME-C超大型拼接式船用曲軸的校調(diào)。
在校調(diào)時,可調(diào)試支架的應用效果如圖10所示。12S90ME-C超大型拼接式船用曲軸的校調(diào)效果如圖11所示。

圖10 可調(diào)試支架應用效果
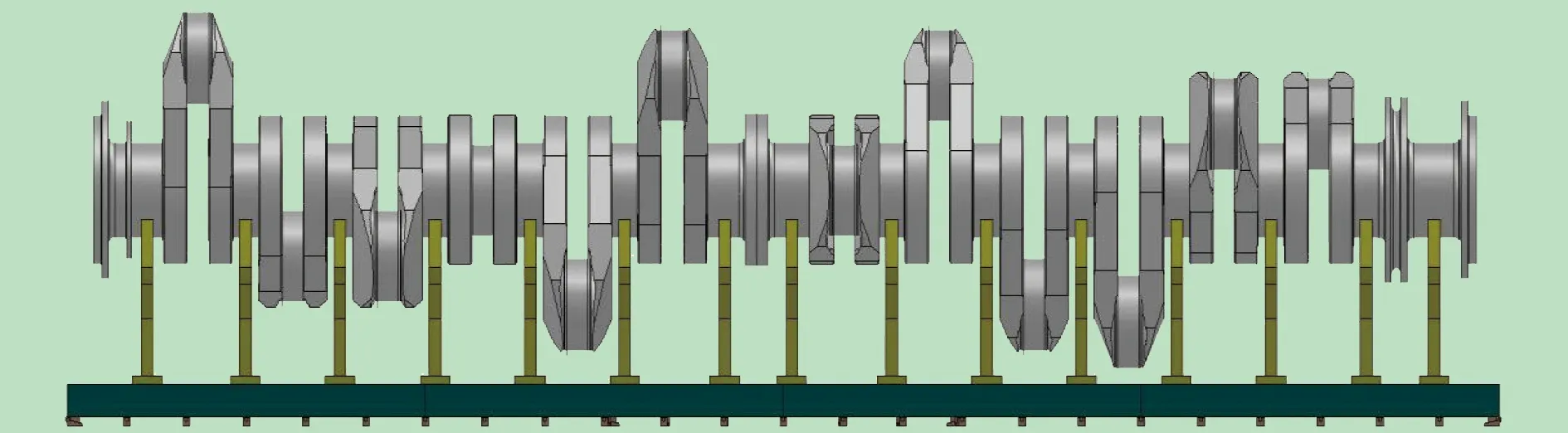
圖11 12S90ME-C超大型拼接式船用曲軸校調(diào)效果
8 結(jié)束語
筆者對12S90ME-C超大型拼接式船用曲軸的制造技術(shù)進行研究,有利于打破國外在超大型拼接式船用曲軸領域的長期封鎖,提升我國船用關(guān)鍵零部件的制造能力,實現(xiàn)我國船舶核心配套產(chǎn)業(yè)的自主化、國產(chǎn)化,進而有力推動我國從造船大國向造船強國邁進。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
中國生物醫(yī)學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
電子制作(2018年12期)2018-08-01 00:47:44
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05