淺談商用車鋼板彈簧配對檢具設計與制造
2020-07-04 02:41:00趙煜
機電信息 2020年5期
摘要:介紹了汽車鋼板彈簧配對檢具的設計要點,闡述了鋼板彈簧配對檢具的加工工藝,簡要分析了鋼板彈簧檢具的檢測條件,為鋼板彈簧配對檢具的設計與制造提供了參考。
關鍵詞:鋼板彈簧配對;設計要求;制造工藝
0 ? ?引言
鋼板彈簧是汽車懸架系統中的傳統彈性元件,是商用汽車重要的專用零件,它由多片不等長和不等曲率的鋼板疊合而成,安裝好后兩端自然向上彎曲。當路面對輪子產生沖擊力時,鋼板變形,起到緩沖、減振作用,其縱向布置時還具有導向傳力作用。鋼板彈簧承受著汽車自重和載重,是在惡劣條件下工作的受力零件,受到制造工藝的限制,鋼板彈簧的允許制造誤差較大,特別是裝配后總成的形位誤差一般允許在±3 mm。如果將誤差最大和最小的兩件彈簧安裝到同一輛車上,將影響車輛前輪的行走軌跡,對車輛的操縱性、行駛平順性和安全性都有直接影響。因此,把質量合格的鋼板彈簧總成按合理的精度誤差區間分組,誤差最接近的兩件配為一對,可改善整車性能和提高裝配效率。鋼板彈簧總成以中心螺栓為基準,相關聯的主要技術參數有:前后卷耳側平面對稱中心與鋼板彈簧中心的對稱度配對誤差小于±0.4 mm;半弦長(卷耳銷套中心到中心螺栓中心的距離)誤差小于±0.7 mm;弧高(鋼板彈簧總成底平面到卷耳銷套中心連線的垂直距離)誤差小于±1 mm。以上技術參數一般不能用常規量具直接測量,而需使用工裝檢具一次定位多點測量。
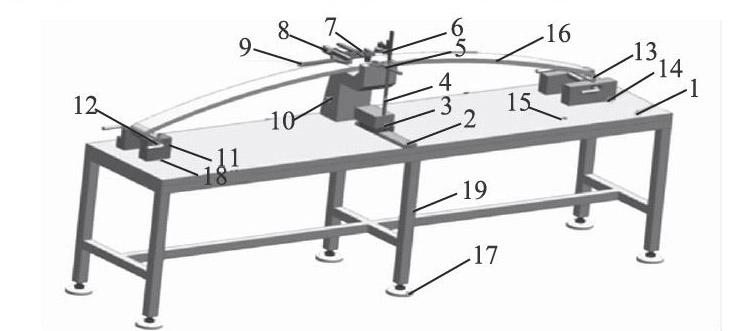
1 ? ?鋼板彈簧配對檢具設計
鋼板彈簧配對檢具設計結構如圖1所示。
1.1 ? ?結構強度高
該檢具采用底板支架結構,整體承重不少于450 kg,在設計時要考慮檢具有足夠的強度和剛性,與彈簧接觸面要有足夠的硬度、耐磨性等;底板采用35 mm厚的Q235鋼板,經粗加工、熱處理、精磨等加工工藝,底板自然狀態下平面度誤差小于0.05 mm;支架采用80 mm×80 mm的國標Q235方管,焊接成結構支架并整體進行去應力處理,與底板結合處銑平,確保支架與底板有良好的接觸面;地腳設有兩個定向輪和兩個萬向輪便于移動,單輪承重不少于500 kg。檢具兩側為基準支撐塊,使用Cr12MoV材料制作,熱處理后硬度為HRC52,具有很好的耐磨性、硬度等。中間測量塊使用45#鋼制作,整體加工,可調部件采用燕尾滑配機構,可保證其剛性和可靠性。弧高測量底座采用高強度十字直線滑臺,移動方便、準確。
1.2 ? ?測量精度高
該檢具采用精度為0.01 mm的數顯尺測量并讀數,以滿足精度要求和現場條件。數顯尺固定在各測量基塊的可調基座上,X方向可調測量范圍(940±60)mm,Y方向可調測量范圍(90±15)mm,Z方向可調測量范圍(211±30)mm,各測量基塊的測量點相對誤差小于±0.04 mm,最大測量長度1 940 mm,彈簧總成對稱度測量誤差小于±0.05 mm。檢具整體調試后各測量點相對坐標零點誤差不超過±0.1 mm,可達到鋼板彈簧配對要求。
1.3 ? ?操作方便
該檢具采用頂端全開放設計,將測量銷軸插入卷耳銷套(間隙配合,配合間隙為0.03 mm),鋼板彈簧從檢具上面吊入檢具,銷軸卡入基準測量塊的V型槽內,卷耳側邊與基準邊靠緊并快速固定,這時可對半弦長、弧高進行測量并讀數,同時可測得對稱度的第一個值,將鋼板彈簧滑向另一側基準,測得對稱度的第二個值,兩個數值的差為對稱度的誤差值。
1.4 ? ?便于維護
該檢具各基準塊只需正常防銹除塵,測量基準和V型槽如有磨損,更換整塊基準塊并整體調試即可。數顯尺需要正常維護保養。
2 ? ?鋼板彈簧檢具加工
鋼板彈簧配對檢具采用裝配后整體加工的方法,利用機床精度保證各基準塊測量位置的準確度。
2.1 ? ?底板加工
(1)備料。底板毛坯選用2 160 mm×560 mm×40 mm的Q235鋼板,如有條件可采用鑄鐵板。(2)粗加工。切割后粗銑,去飛邊留量。(3)熱處理。去除應力并校平。(4)精加工。周邊精銑,兩長邊不能接刀,用于基準邊找正,兩平面要經兩次翻面磨削(粗糙度Ra1.6 μm),確保底板的平面度(不超過0.05 mm)和平行度。
2.2 ? ?基準模塊加工
(1)備料。基準模塊要求具有熱處理變形小、硬度高、耐磨性好和加工性好等特點,從綜合指標衡量,Cr12MoV板材比較合適。采用鋸割下料,各尺寸留余量為5~8 mm。(2)粗加工。各基準塊依據圖紙在普通銑床上去除多材料,各尺寸留余量為2 mm。(3)熱處理。調質處理,使材料組織穩定。(4)半精加工。除測量基準面外,其他外形尺寸均加工到位,模塊的各面垂直度誤差應小于0.05 mm,表面粗糙度不超過Ra3.2 μm。螺栓孔位置誤差不大于±0.15 mm,銷孔不加工,測量基準面2 mm的余量保留。
2.3 ? ?裝配后整體加工
配對檢具整體加工分為兩步:一是淬火前的整體加工,二是淬火后的整體加工。
2.3.1 ? ?淬火前的整體加工
檢具整體加工使用的是龍門式三軸數控銑床,行程是2 400 mm×1 200 mm×800 mm,主軸轉速8 000 r/min,定位精度±0.01 mm。
(1)底板安裝于工作臺上,使用百分表找正基準邊,全長找正誤差±0.02 mm。(2)按三維數模,加工底板上的各安裝螺絲孔。(3)將各基準模塊安裝到底板上,每個塊找正,誤差控制在±0.02 mm,旋緊螺絲。配作銷孔并將柱銷打入,使模基準模塊與底板定位。(4)以中間基準塊為基準,分中對刀。整體半精加工各基準模塊的測量面、定位面,測留精加工余量0.5 mm。數顯尺定位孔和安裝槽加工到位。(5)卸下各基準模塊,真空熱處理,硬度為HRC50~54。
2.3.2 ? ?淬火后的整體加工
(1)模塊與底板整體安裝找正后,以中間塊分中對刀,選用火后加工刀具精銑各模塊的測量面和定位面至尺寸要求,表面粗糙度不超過Ra1.6 μm。(2)在底板上精加工4個校正基準通孔,孔徑D為(20±0.02)mm,各孔定位值X、Y與基準零點為10 mm的整數倍關系,基準孔用于三坐標的檢測。
3 ? ?鋼板彈簧配對檢具檢測
配對檢具是在高精度的三軸數控銑床上整體加工出來的,雖然在該過程中充分考慮了可能產生的各種誤差,并采用有針對性的工藝措施,但仍要對檢具進行三坐標檢測校準。
三坐標測量機是高精度的測量設備,工作間的環境條件對測量精度有一定的影響,包括測量溫度和濕度。(1)檢定溫度:(20±1)℃;(2)溫度變化:<0.5 ℃/h,<1 ℃/24 h;(3)溫度梯度:<0.5 ℃/m;(4)儀器平衡溫度時間:>48 h。工作環境的濕度范圍應控制在45%~60%。
鋼板彈簧配對檢具提前24 h送入測量室,與室溫相同。通過基準孔建立坐標系,依據提供的三維數模,對各測量基準面和定位面進行比對檢測,最大誤差0.08 mm,小于設計誤差,滿足使用要求。
4 ? ?結語
利用鋼板彈簧配對檢具對鋼板彈簧總成進行對稱度、弧高和半弦長的檢測與配對,是比較簡單有效的檢測手段,提高了總機廠的生產效率和裝配質量。由于鋼板彈簧總成總重量輕則達60 kg,重則達170 kg以上,而彈簧配對需要對合格彈簧進行百分之百檢測,大大增加了操作人員的工作量和工作強度,因此將自動化、信息化的智能制造和檢測手段應用到彈簧配對檢測中,是我們下一步要探討和研究的方向。
收稿日期:2020-02-05
作者簡介:趙煜(1975—),女,四川射洪人,高級講師,研究方向:機械設計與制造。
