鋁鍛毛坯成本的計算方法
2020-07-02 04:16:54王晶森江蘇賽麟汽車科技有限公司
鍛造與沖壓 2020年11期
文/王晶森·江蘇賽麟汽車科技有限公司
成本計算是一道復雜的數學題,計算中為了考慮周全,盡可能從工藝的角度出發。當拿到一張圖紙的時候,如果您是投資人、銷售員、采購員,最關心的是零件的價錢。本文從成本工程師的角度出發,介紹如何計算鋁鍛控制臂毛坯的成本。出于商業考慮,本文只介紹計算方法,不展示零件,讀者可以在自己的工作中借鑒。
原材料成本
材料消耗的計算中要考慮輥鍛工藝和粗晶,是否應用輥鍛工藝直接影響了材料消耗。一種觀點認為應該盡可能使用輥鍛工藝來減少材料消耗;另一種觀點則認為能不用輥鍛生產的粗細均勻的零件,應盡量減少輥鍛工藝的使用。材料消耗絕對不是越少越好,無限的減少飛邊不利于控制粗晶。
一般認為,2 ~3kg 左右的鋁鍛零件飛邊厚度是4mm,寬度30mm 以上,在飛邊之外還有一些不規則廢料,推薦的平均飛邊體積是5mm 厚40mm 寬。如果不使用輥鍛工藝,應取零件的最大橫截面積計算棒料的直徑,棒料的長度取零件最長位置的80%。此外,材料消耗還要考慮下料時的鋸口和料頭料尾的損耗,例如已知鋸口寬度為3mm,料頭、料尾共去掉200mm,就可以計算一根棒料的成品率。
廢品費用是每個工序的廢品和檢測造成的材料浪費,在一個成熟的鍛造生產線,其成本最多只能占到0.5%。材料管理費包含材料的研發、采購、倉儲等相關費用,對新開發的材料的管理費用應該取值為3%,不需要新開發的材料其取值為2%。變形鋁的飛邊比重熔鋁有更高的回爐價值,推薦用95%的A00 基價計算單價。
本文以擠壓棒原材料成本為例,介紹了鍛件原材料成本核算的基本公式。擠壓棒原材料成本=(材料消耗×棒料單價-廢料單價×廢料重量)+廢品費用+材料管理費。如2.1kg 的鍛件,材料消耗4.1kg,A00 基價12.6 元,棒料價格18 元,原材料成本可計算為:(4.1×18-(4.1-2.1)×12.6×95%) ×1.05×1.02=53.4(元)。
工序成本
Cycle time 是工業生產中生產力水平的標志,理論上設備越好,工藝水平越高,cycle time 就越短,企業在市場上的競爭力就越強,也容易得到客戶的信任。在鍛造行業,我們習慣上用秒為單位,計算中把秒轉換成小時。反復論證的cycle time,是以秒為單位精確到上料、加工、下料的每一個動作。以某鋁鍛控制臂工藝流程為例,把工序分解之后進行成本分析,鋁鍛控制臂工藝流程分解見表1。
設備小時費率包含固定成本和可變成本。固定成本中,企業可以根據自身的管理需要用10 年或其他折舊年限。鋁鍛多數工序都是熱加工,可變成本中的能源計算顯得尤為重要。表2 從固定成本、可變成本、人工成本、Tooling 分攤和其他管理費5 個方面,分析工序成本主要參數的內在含義。工序成本=(設備費用+人工費用+tooling 分攤)+其他管理費,其中設備費用=設備小時費率×cycle time,人工費用=人工小時費率×cycle time。
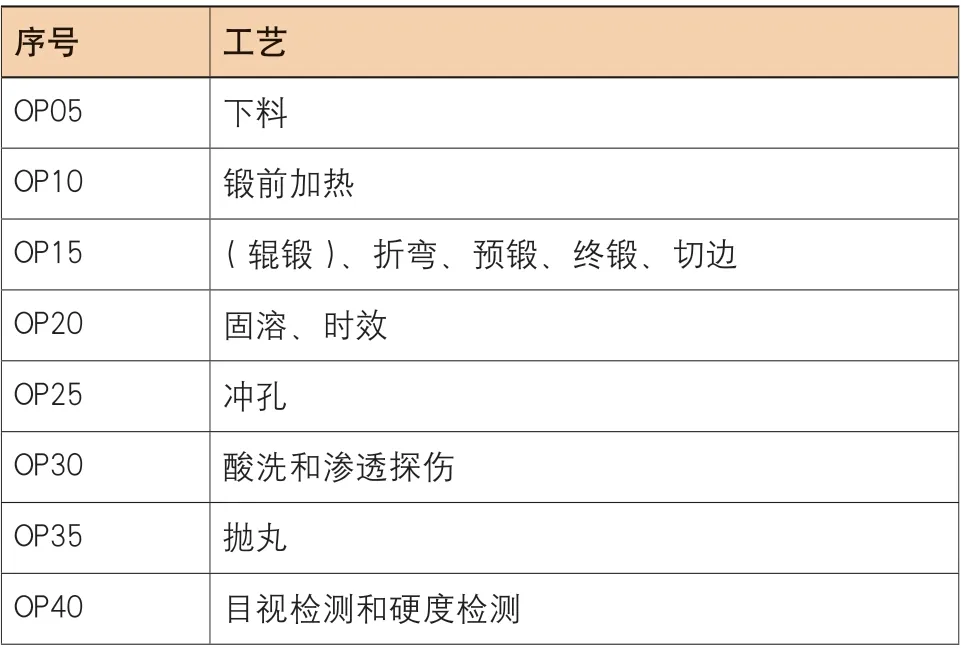
表1 鋁鍛控制臂工藝流程分解
計算舉例
⑴OP05 工序成本。每小時固定成本為270000 × 1.2/10/300/20+20000000/20/300/20/10000×40=6.07 元;每小時可變成本為20×0.6×0.7+270000×0.06/300/20=11.1 元;設備費用為(6.07+11.1) ×6/3600=0.03 元;人工成本為35×6/3600=0.058元;Tooling 分攤為1000/20000=0.05 元。OP05 工序成本(0.03+0.058+0.05)×1.15=0.16 元,注:鋸口損失已經在原材料中計算,這里不重復計算。
⑵OP10 工序成本。鋁的比熱是0.88×103J/(kg·℃),把4.1kg 鋁從20℃加熱530℃需要的熱量是1840.8kJ ,天然氣1m3完全燃燒約釋放36000kJ熱量,0.8 是保溫中的熱量損失,0.6 是爐子的效率,每立方米的天然氣價格為3 元。每小時可變成本為36000×0.8×0.6/1840.8×3+1200000×0.06/ 300/20=40.16 元;每小時固定成本為16.67 元(具體計算步驟同OP05 不再贅述,下同);設備費用為0.25 元;人工成本為0.078 元。OP10 工序成本為 (0.25+0.078)×1.15=0.38 元。
⑶OP15 工序成本。2500t 鍛壓機和切邊機及其自動化,采購原值4500 萬元,cycle time 16s,操作工費用每小時45 元,操作工1 人;班長費用每小時50 元,班長1 人;設備維護1 人,每小時費用50 元,國產模具壽命:折彎模具10000 元/500000pcs,預鍛模具150000 元/70000pcs,終鍛模具150000 元/70000pcs,切邊模具100000pcs/300000pcs。每小時固定成本為901 元;每小時可變成本為513 元;設備費用為 6.28 元;人工成本為3.64 元;Tooling 分攤為4.64 元。OP15 工序成本為(6.28+3.64+4.64)×1.15=16.74 元。
⑷OP20 工序成本。每小時固定成本為161 元;每小時可變成本為121.25 元;設備費用為0.47 元;人工成本為0.058 元;Tooling 分攤為0.4 元。注:固溶爐和時效爐,采購原值800 萬元,cycle time 6s,人工費用每小時45 元,操作工1 人;把2.1kg的鋁從20℃加熱到530℃需要的熱量是942.48kJ。OP20工序成本為(0.47+0.058+0.4)×1.15=1.07元。
⑸OP25 工序成本。每小時固定成本為40.25 元;每小時可變成本為36.8 元;設備費用為0.26 元;人工成本為0.12 元;Tooling 分攤為0.25 元。注:沖孔工序可以選擇熱沖,在切邊工序完成,也可以選擇冷沖。120t 鍛壓機,采購原值200 萬元,cycle time 12s,人工費用每小時35 元,操作工1 人。OP25 工序成本為0.72 元。
⑹OP30 工序成本。每小時固定成本為38.17 元;每小時可變成本為40.6 元;設備費用為0.33元;人工成本為0.36 元;Tooling 分攤為0.24 元。注:酸洗和滲透探傷線,采購原值280 萬元,cycle time 15s,人工費用每小時35 元,操作工2.5 人,滲透探傷液計算在Tooling 中,市場價75 元/L,耗材附著在零件的表面積上0.2mm,其余耗材增加10%的系數.環保增加20%的系數。OP30 工序成本(0.33+0.36+0.24)×1.15=1.07 元
⑺OP35 工序成本。每小時固定成本為16.5 元;每小時可變成本為45.6 元;設備費用為0.21 元;人工成本為0.58 元;Tooling 分攤為1 元。注:拋丸機,采購原值120 萬元,cycle time 12s,人工費用每小時35 元,操作工2 人,耗材損失為鋁丸,價格40000 元/噸,每噸壽命約為40000pcs。OP35 工序成本(0.21+0.58+1)×1.15=2.06 元。
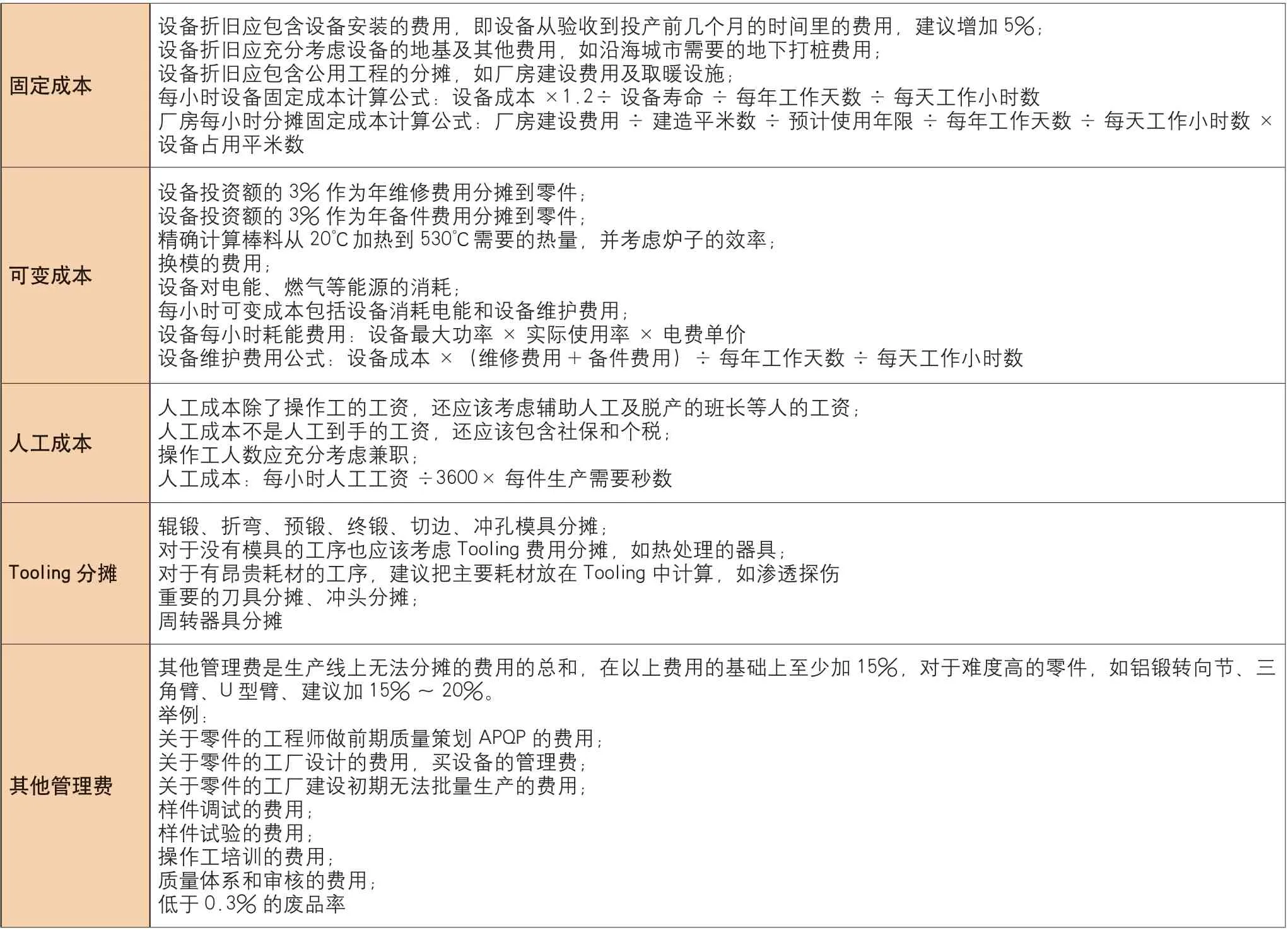
表2 工序成本主要參數內在含義
⑻OP40 工序成本。每小時固定成本為2.17 元;每小時可變成本為3.6 元;設備費用為0.01元;人工成本為0.058 元。注:目視檢測和硬度檢測,采購原值15 萬元,cycle time 6s,人工費用每小時35 元,操作工1 人。OP40 工序成本為(0.1+0.058)×1.15=0.18 元。
⑴~⑻相加,得出綜合工序成本為0.16+0.38+16.74+1.07+1.07+0.72+2.06+0.18=22.38 元。
結束語
考慮綜合OEE 和廢品損失,增加2%的系數,即為22.83 元,生產成本的合計為76.23 元。公司級的管理費包含office 職能部門的服務費,如設計、銷售等,一般設置為生產費用的8%,利潤一般為原材料的1%,加制造費用的6%。在不計算包裝和倉儲物流費時,此三角臂毛坯出廠成本價格是:76.23+22.8 3×0.08+53.4×0.01+22.83×0.06 =79.96 元。
成本分析的主要目的是給管理者參考,降低成本會使公司在市場競爭中占有主動權,主要考慮方面有降低原材料消耗;鑄棒代替擠壓棒;合理使用國產化的設備替代進口設備;減少cycle time,提高產能。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
河南電力(2021年5期)2021-05-29 02:10:00
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電影(2018年12期)2018-12-23 02:18:48
電子制作(2018年11期)2018-08-04 03:26:08
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2017年10期)2017-05-17 04:49:02
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
