力學失配2A12鋁合金攪拌摩擦焊接頭拉伸性能分析
2020-06-30 08:48:58趙新華叢家慧
科學技術與工程 2020年16期
王 磊,張 璐 ,2,趙新華,2,叢家慧,2,回 麗
(1.沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室,沈陽 110136;2.沈陽航空航天大學機電工程學院,沈陽 110136)
2A12鋁合金具有密度低、強度高、耐腐蝕性強等優點,在航空航天以及汽車制造等行業得到廣泛應用[1]。攪拌摩擦焊作為一種固相焊接技術,由于無需保護氣體及殘余應力小等優點,廣泛應用于鋁合金的焊接。
然而,由于焊接接頭受到熱循環以及攪拌頭的機械作用,焊縫區產生非常大的微觀組織梯度,導致接頭的力學性能存在復雜的非均勻性,這種焊縫與母材之間的力學性能差異稱為焊縫強度力學失配效應[2]。力學失配導致外載作用下接頭區存在應力集中現象,進而影響焊接結構的承載能力和疲勞壽命。確定失配效應對焊接接頭強度的影響,是焊接結構設計制造必須考慮的因素之一,對其安全壽命評定具有重要作用[3]。
目前,中外文獻已有針對力學失配下焊接接頭機械性能的研究。Wang等[4]采用分層拉伸方法研究汽輪機轉子內異種金屬焊接接頭的完整性并分析了其局部力學性能,發現局部力學性能影響裂紋尖端斷裂參數以及裂紋擴展行為。Zhu等[5]研究了焊接強度失配對板材零件表面和嵌入缺陷極限載荷的影響,發現過匹配不利于提高熔合線缺陷的極限載荷。Guo等[6]通過對不同焊接速度下的2024-T3鋁合金焊接接頭進行了拉伸試驗,發現由于焊接過程中的熱量和塑性流動不均勻,焊縫熱影響區的屈服強度最高并且延展性最好。近年來,數字圖像相關(DIC)技術在研究焊接結構的全場應變方面具有優勢,Temmu等[7]利用DIC技術分析了拉伸條件下異種鋼焊接接頭試樣的應變分布,獲得了焊縫尺寸和失配比對焊縫失效形式,斷裂強度,延展性等機械性能的影響。
綜合上述研究發現,目前針對不同失配條件下鋁合金攪拌摩擦焊(FSW)焊接接頭的機械性能尚缺乏細致研究,有待進一步探索。以2A12鋁合金為對象,采用試驗與數值模擬相結合的方法研究了不同強度匹配下焊接接頭的拉伸性能[8],通過DIC方法將局部應力映射到局部應變從而定量描述接頭的機械性能,并討論了焊縫的微觀結構對斷裂位置的影響。
1 試驗材料與方法
試驗材料為4 mm厚的2A12鋁合金板,熱處理狀態為O態(退火態)與T4態(固溶處理加自然時效),焊前磨去氧化膜并清洗板材表面。焊接選用FSW-3LM-4012寬幅小型FSW系統,攪拌頭為圓錐螺紋型,平均直徑5 mm,針長2.85 mm,軸肩直徑10 mm,焊接方向與母材的軋制方向垂直,焊接工藝為旋轉速度1 200 r/min,進給速度100 mm/min,軸肩壓入深度0.2 mm。
試樣尺寸參考ASTM E8M—2015標準,為了避免焊縫的應力集中以及熔合線等幾何結構非均勻性對其力學性能的影響,磨去焊縫頂部2 mm與底部0.5 mm[9]。采用基于DIC技術ARAMIS光學應變測量系統測得焊接接頭的全場應變分布,試驗開始前噴涂散斑,試樣尺寸及制備好的試樣如圖1所示。拉伸試驗采用INSTRON電子萬能試驗機,拉伸速率為2 mm/min,通過Grasshopper CCD相機采集變形圖像,試驗結束后通過ARAMIS系統軟件獲得焊接接頭全局變形情況及應變云圖。
2 結果與討論
2.1 焊接試樣拉伸性能曲線
如圖2所示為兩種不同熱處理狀態2A12鋁合金 FSW接頭的應力-應變曲線。從試驗結果看,2A12-O比2A12-T4先達到屈服極限并進入塑性階段,并且在塑性應變過程中2A12-O的應變硬化更低,延展性更高。發生斷裂時2A12-O的抗拉強度低于2A12-T4,且斷后伸長率更高。觀察試樣斷裂位置,發現2A12-T4斷裂于熱機影響區(TMAZ)與熱影響區(HAZ)的交界處,而2A12-O斷裂于母材區(BM),如圖3所示。

圖3 不同失配比下斷裂位置Fig.3 Location of the fracture at different mismatch ratios
表1所示為兩種材料焊接試樣與母材的拉伸性能。對比發現,2A12-T4焊接試樣相對于母材,抗拉強度及斷后伸長率均降低,為低配接頭,焊接試樣的延展性低于母材。2A12-O鋁合金焊接試樣的屈服強度、抗拉強度比母材略高,為高配接頭,但焊接試樣的斷后伸長率低于母材,這是由于試驗過程中焊縫與母材共同參與變形,但焊縫區的材料韌性差,對試樣整體變形起到約束作用。

表1 焊接試樣及母材的拉伸性能Table 1 Tensile properties of welded sample and BM
注:σb為材料抗拉強度,σp0.2為屈服強度,δ為斷后伸長率。
2.2 焊接接頭局部應力應變
采用DIC技術測量焊接試樣全場應變,后處理軟件基于灰度的不同進行計算[10]進而得到焊接接頭各區域的局部應變。如圖4所示為2A12-T4與2A12-O焊接接頭在拉伸過程中的應變場云圖。從圖4中可以明顯看出對于2A12-T4焊接試樣,彈性階段焊縫各區的應變分布比較均勻,隨著載荷的增加應變局部化出現在HAZ與TMAZ交界處,之后在TMAZ出現進一步的頸縮現象,斷裂發生前,TMAZ局部應變已達到18.1%,而BM應變僅為2.3%,最終在TMAZ發生斷裂時局部應力達到411 MPa。而2A12-O焊接試樣的應變分布情況完全不同,從應變圖的演化可以看出隨著試驗的進行,試樣的焊核區(NZ)和TMAZ附近應變最低,BM發生應變集中并逐漸成為高應變區并最終在此發生斷裂,斷裂發生時NZ局部應變僅有0.4%,而BM局部應變已達到46.6%,此時BM區局部應力為216 MPa。

圖4 焊接接頭應變云圖演化Fig.4 Evolution of strain cloud diagram of welded joints
為了獲得焊接試樣不同位置的應力-應變響應,采用等應力假設的方法,提取局部應變數據并結合全局載荷得到應力應變關系[11]。試驗過程中焊縫全局受到的載荷大小相同,假設焊縫各區域串聯排列,并且試樣中任何位置橫截面為均質材料,則可以通過等應力假設得到各區域應力與應變應變映射關系,進而可以有效地計算焊縫局部應力情況。試樣各區域材料均符合彈塑性金屬材料力學性能變化規律。
定義x軸方向為載荷方向,有:

(1)
式(1)中:σ(xi,t)為試樣任意時刻的應力;Ai為計算區域橫截面積。
任意時刻指定區域的橫截面積計算公式
Ai=A0e-εi
(2)
式(2)中:A0為原始橫截面積;εi為局部軸向應變。
試樣拉伸過程中的局部應力-應變響應,可以表示為[σ(xi,t),εx(xi,t)],其中εx(xi,t)為通過DIC方法獲得的各指定區域應變情況。據此繪制焊接接頭不同分區的拉伸性能曲線,如圖5所示。

圖5 DIC映射下應力-應變曲線Fig.5 Stress-strain curve under DIC
對比圖5曲線可以看出焊接接頭各區域間的應力應變響應存在巨大的差異,接頭的拉伸強度和斷裂位置不同,很大程度上取決于接頭材料的微觀結構以及硬度分布[12],對于2A12-T4焊接接頭,與BM相比,TMAZ與NZ應力先達到屈服點進入塑性階段。TMAZ屈服強度最低且局部應變最大,這是由于焊接過程中TMAZ在攪拌力及其熱效應的共同影響下,接頭發生退火,晶粒軟化并嚴重扭曲,冷卻后形成大小不均勻的組織,如圖6所示,導致此處外力作用下發生不均勻的形變,易產生應變集中。對接頭施加拉伸載荷時,高強度的BM區對低強度的TMAZ存在“約束效應”[13],導致接頭中強度最低的區域出現較大的應變集中,故最終在TMAZ區附近發生斷裂。
相反,對于2A12-O鋁合金,熱力耦合作用在焊接區域,而沉淀硬化鋁合金的力學性能受其晶粒尺寸和強化相分布的影響較大,NZ晶粒在焊接過程中完全動態再結晶,導致晶粒尺寸減小,組織致密,焊接過程起到細晶強化作用,使得焊核區強度獲得提升,如圖7所示。

圖6 2A12-T4焊接接頭高低強度區金相圖Fig.6 Metallographic diagram of high and low strength zone of 2A12-T4 welded joint

圖7 2A12-O焊接接頭高低強度區金相圖Fig.7 Metallographic diagram of high and low strength zone of 2A12-O welded joint
2.3 數值模擬
為了驗證上述計算方法的準確性,通過ABAQUS軟件建立焊接接頭模型進行拉伸模擬計算。為了確保模擬結果的準確度,所建模型的幾何尺寸與試樣尺寸相同。各區域的材料屬性及幾何形狀對模擬結果有很大影響[7],因此根據焊接接頭各區域硬度和微觀結構的不同對接頭不同區域進行劃分,并將分區方式應用于數值模型[14],網格采用 8節點六面體線性縮減積分C3D8R單元,接頭各區域劃分及網格劃分如圖8所示。
為了模擬拉伸試驗過程,模型載荷采用以位移為加載方式的邊界條件,試樣一端面完全固定,另一端面施加垂直于焊接方向的位移約束。模擬過程材料屬性采用彈塑性材料模型,將通過等應力假設計算得到的材料屬性作為模型的材料輸入,具體材料參數如表2所示。鑒于試樣過程中試樣受到拉伸應力,材料損傷計算采用柔性損傷準則,應變由應力三軸度η和應變比εpl兩個參數決定,拉伸條件下通常取η=0.33[15]。
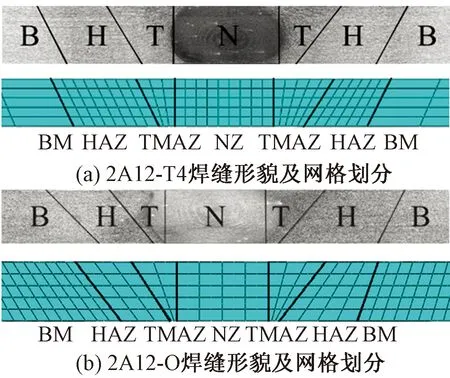
圖8 模型分區示意圖Fig.8 Schematic diagram of model partition

表2 ABAQUS輸入材料參數Table 2 Materials data input in ABAQUS
注:E為材料彈性模量,μ為泊松比。
圖9比較了試驗結果與數值模擬下的試樣拉伸性能,由圖9可以看出對于2A12-T4和2A12-O模型預測出的曲線以及變化趨勢與試驗結果吻合良好。與試驗結果相比,模擬結果在初期的材料彈性階段擬合度較好,隨著載荷的不斷增加,焊接接頭進入塑性階段,數值模擬與計算結果出現偏差。這個偏差出現的原因在于焊縫材料的非均勻性[13],焊縫各區之間沒有明確界限且并非直接串聯,材料的晶粒排布微觀結構各不相同,導致了焊縫區域的非單軸應力狀態,而進行等應力假設計算時應變被映射到假定的單軸應力上,該因素導致了應力應變曲線的偏差。

圖9 數值模擬與試驗獲得的應力-應變曲線Fig.9 Stress-strain curves of simulation and test
3 結論
(1)2A12-T4鋁合金接頭為低配接頭,由于攪拌力和熱循環作用,各區域力學性能差異較大,焊縫內部存在明顯應變梯度,TMAZ區拉伸性能最差。
(2)2A12-O鋁合金接頭為高配接頭,焊接過程中在細晶強化作用下,接頭區力學性能優于BM區,BM區出現應力集中并且最終在此區域發生斷裂。
(3)通過DIC方法結合等應力假設獲得的焊縫局部力學響應與拉伸試驗結果吻合度較好,證明了這種方法應用于非均質材料力學性能分析的可行性。
(4)基于DIC測量數據的數值模擬結果與試驗結果具有較好的一致性,模型可以應用于FSW焊接結構的全局應力應變分析,為研究焊接接頭的機械性能提供了新思路。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
焊接(2015年9期)2015-07-18 11:03:53
電測與儀表(2015年5期)2015-04-09 11:30:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
