寬厚板高碳鋼邊部裂紋缺陷控制
2020-06-22 15:26:34黃巖于海岐田永久崔福祥方恩俊李超
鞍鋼技術 2020年3期
關鍵詞:裂紋
黃巖,于海岐,田永久,崔福祥,方恩俊,李超
(鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口115007)
2019年初,鞍鋼股份有限公司鲅魚圈鋼鐵分公司厚板連鑄機高碳鋼鋼板出現(xiàn)大量邊裂缺陷,影響鋼板的成材率和使用性能。采取優(yōu)化二冷水曲線、減小結晶器錐度、調(diào)整保護渣成分等工藝措施后,邊裂缺陷有所改善,但沒有從根本上解決問題。經(jīng)過深入分析研究后認為,寬厚板高碳鋼邊裂缺陷問題與扇形段接弧精度、結晶器足輥接弧及彎曲段防剪銷有直接關系。因此,厚板鑄機年修時,對扇形段香蕉梁重新標定,恢復防剪銷裝置功能,并將磨損嚴重的結晶器接弧尺重新加工使用,在保證鑄機設備精度和功能完整性的前提下,連鑄工藝方面采取了降低結晶器錐度,優(yōu)化二冷強度等措施,寬厚板高碳鋼鋼板邊裂缺陷得到了有效解決。本文對此作以介紹。
1 高碳鋼板邊裂缺陷原因分析
1.1 鋼板邊裂形貌特征
高碳鋼鋼板邊裂缺陷主要出現(xiàn)在60 mm以上厚度規(guī)格的鋼板,邊裂缺陷形貌如圖1所示。

圖1 高碳鋼鋼板邊裂缺陷形貌Fig.1 Morphology for Edge Cracks of High Carbon Steel Plate
由圖1看出,缺陷沿軋制方向連續(xù)分布,鋼板邊部可見多處邊裂聚集分布。
1.2 邊裂金相檢驗分析
在鋼板邊部缺陷部位取樣,磨制、拋光后置于光學顯微鏡下觀察,圖2為試樣邊裂缺陷位置拋光態(tài)形貌。由圖2看出,試樣缺陷位置開口較大,呈凹坑狀,凹坑內(nèi)可見一些裂紋及氧化現(xiàn)象,裂紋兩側(圖 2a、2b)和尖端(圖 2c、2d)分布有大量氧化圓點。再用4%的硝酸酒精溶液腐蝕試樣,然后置于光學顯微鏡下觀察,圖3為腐蝕后試樣側邊裂紋形貌。
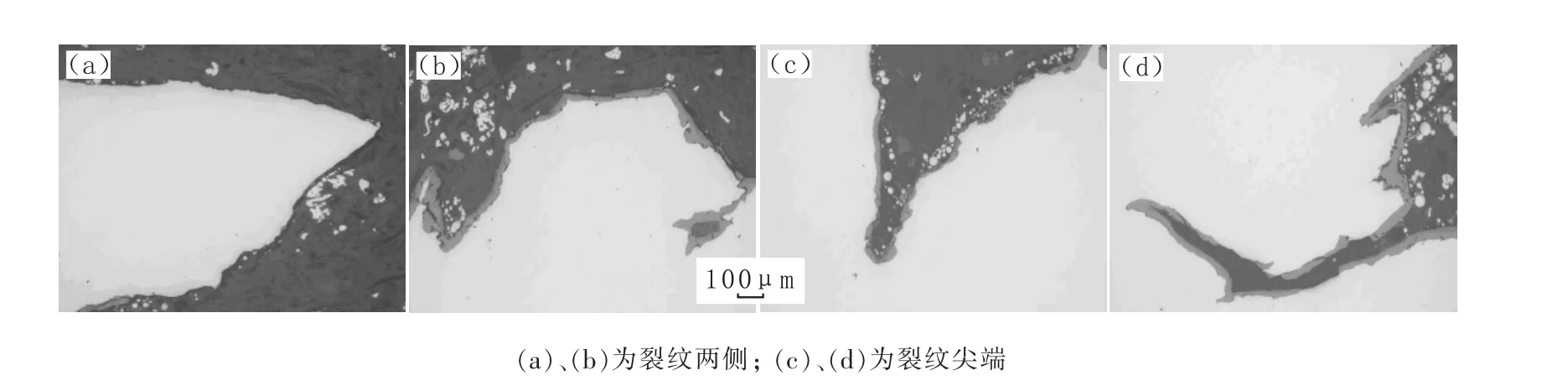
圖2 試樣邊裂缺陷位置拋光態(tài)形貌Fig.2 Polishing Appearance for Location Where Edge Cracks Occurred in Sample
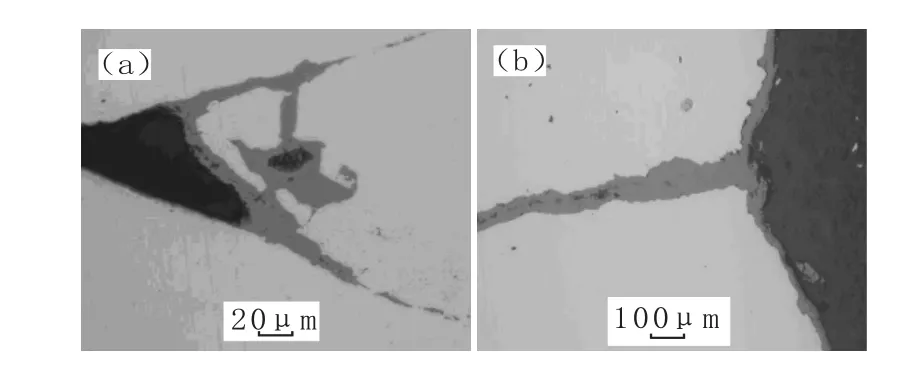
圖3 側邊裂紋形貌Fig.3 Morphology of Side Edge Cracks
由圖3可見,側面裂紋處均觀察到明顯脫碳現(xiàn)象,局部可見完全脫碳層。在試樣基體位置截取金相試樣進行檢驗分析,圖4所示為試樣基體顯微組織形貌。由圖4可見,鋼板基體組織為鐵素體+珠光體。
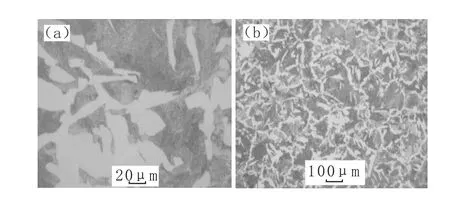
圖4 試樣板基體顯微組織形貌Fig.4 Morphology for Matrix Microstructure in Sample
綜合上述檢驗結果分析認為,鑄坯在加熱爐中經(jīng)過長時間高溫加熱,氧氣與鑄坯表面裂紋周圍的Si、Mn、Cr等易氧化元素結合生成小顆粒狀的氧化物或化合物即氧化圓點。鋼板缺陷處存在大量氧化圓點及明顯脫碳現(xiàn)象,具有高溫氧化特征,推斷鑄坯在進加熱爐前角部已存在裂紋,在后期軋制過程中,鑄坯角部裂紋擴展形成宏觀開裂缺陷。圖5所示為鑄坯角裂形貌,白框處為裂紋。由此可見,高碳鋼鋼板邊裂缺陷是由鑄坯角部裂紋所引起的。
圖5 鑄坯角裂形貌Fig.5 Morphology for Corner Crack of Casting Blank
2 高碳鋼鑄坯角部裂紋影響因素分析
2.1 結晶器錐度的影響
結晶器窄面錐度過大時,由于結晶器與鑄坯之間存在摩擦力,坯殼在出結晶器時受到結晶器窄面銅板的壓力,同時鑄坯在驅(qū)動輥的作用力條件下,受到拉力作用,則在此處產(chǎn)生雙重應力,從而導致邊部裂紋的產(chǎn)生和擴展[1]。所以,結晶器錐度應調(diào)整至一個最佳值,并通過澆次前精確測量和停澆后標定錐度,保證結晶器錐度偏差范圍控制在±0.02 mm范圍內(nèi),以有效控制鑄坯角部裂紋缺陷。
2.2 二次冷卻強度的影響
二次冷卻工藝對減少和擴展角部裂紋起著很重要的作用。鑄坯角部在二冷區(qū)受到寬度、厚度兩個方向的冷卻,二維傳熱在角部疊加,使得鑄坯角部冷卻強度大于其它區(qū)域,且這一現(xiàn)象隨板坯寬度的增加趨勢明顯[2]。當鑄坯角部溫度比表面溫度低很多時,角部溫度處于低溫脆性區(qū)(900~700℃),鋼的延展性較差,受到矯直應力時角部易產(chǎn)生裂紋缺陷。生產(chǎn)斷面為250 mm×2 200 mm的高碳鋼時,在正常穩(wěn)定澆鑄條件下,拉速恒定為1.05 m/min,對扇形段內(nèi)矯直區(qū)域鑄坯表面溫度進行測量研究。測量結果顯示,鑄坯矯直開始時的角部平均溫度為790℃,矯直結束時的平均溫度為780℃。由此可見,鑄坯角部溫度處于第三脆性溫度區(qū)間,鑄坯角部容易形成裂紋。
2.3 扇形段接弧精度的影響
扇形段接弧對鑄坯表面、內(nèi)部質(zhì)量有著重要的影響。如果接弧精度差,在拉鋼過程中,鑄坯會承受額外的機械應力,容易產(chǎn)生邊部裂紋缺陷并擴大。因此,應對厚板鑄機扇形段香蕉梁精度重新標定,確定扇形段接弧精度偏差是否由于香蕉梁基礎變形導致。使用激光跟蹤儀、DINI高精度水準儀等測量設備,將設備參考基準測量點在三維空間坐標系中進行定位,如圖6所示。
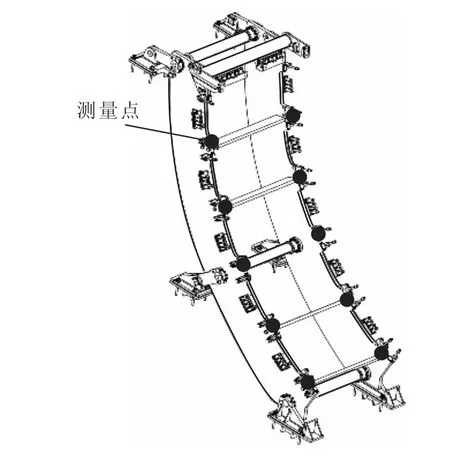
圖6 弧形段測量基準定位點Fig.6 Reference Testing Point in Arc Section
由圖6看出,一個段位有10個測量點。對連鑄機設備各部位進行坐標精準定位測量,與設備的理論圖紙尺寸對比計算出相應差值,據(jù)此對香蕉梁精度進行重新調(diào)整,以達到扇形段輥子母線在規(guī)定理想弧線的誤差<0.2 mm,結晶器銅板外弧面和各扇形段輥子頂部的實際包絡線與理論包絡線之間的誤差<0.2 mm,從而提高扇形段接弧精度合格率。
2.4 結晶器足輥接弧精度的影響
連鑄坯出結晶器后,窄側只有下口4排足輥進行支撐,既防止板坯窄側鼓肚變形,又保證鑄坯窄側表面及內(nèi)部質(zhì)量,所以結晶器窄側足輥的接弧至關重要。結晶器足輥在結晶器整備時需用專業(yè)接弧尺按給定的接弧標準來調(diào)整。現(xiàn)場檢查發(fā)現(xiàn),結晶器足輥接弧尺因長時間使用已磨損嚴重,圖7白框內(nèi)為接弧尺磨損部位,保證不了接弧精度在0.10~0.12 mm范圍內(nèi),造成結晶器窄側足輥接弧精度偏差大,對鑄坯角部質(zhì)量有較大影響。

圖7 結晶器足輥接弧尺磨損部位Fig.7 Wearing Part of Ruler for Arc Connections of Foot Rollers to Mould
2.5 彎曲段防剪銷的影響
彎曲段防剪銷能起到固定彎曲段內(nèi)、外弧間隙,防止在拉坯過程中彎曲段發(fā)生偏移,避免接弧超標的作用。另外,還能避免事故坯輸出時損傷設備,圖8所示為功能正常的防剪銷。

圖8 功能正常的防剪銷Fig.8 Anti-shearing Pin with Function Normal
正常拉坯過程中,彎曲段受到內(nèi)弧方向拉力時,彎曲段會向內(nèi)弧偏移,偏移原因就是彎曲段耳軸間隙導致;當拉坯停止或測量輥縫時,彎曲段的重力大于拉力,此時測量接弧發(fā)現(xiàn)不到異常情況。現(xiàn)場生產(chǎn)過程中,因設備故障或工藝異常導致拉矯停止,在啟動拉矯時對防剪銷的沖擊特別大,導致防剪銷經(jīng)常折斷脫落。如果不及時恢復彎曲段防剪銷的功能,也會影響鑄坯產(chǎn)生邊部裂紋缺陷。
3 工藝優(yōu)化措施和效果
結合上述分析和現(xiàn)場大量跟蹤結果,從以下四方面進行了工藝優(yōu)化和設備功能精度的調(diào)整。
(1)結晶器錐度由原來1.30%調(diào)整至1.25%;使用新校準的結晶器足輥接弧尺,準確控制結晶器足輥接弧精度在0.10~0.12 mm范圍內(nèi)。
(2)降低二冷水總流量14%,調(diào)整各區(qū)域分配比例,使鑄坯通過矯直區(qū)域溫度控制在900℃以上,避開第三脆性溫度區(qū)間,避免鑄坯在矯直時因拉應力產(chǎn)生角部裂紋。
(3)重新標定和調(diào)整厚板鑄機扇形段香蕉梁精度,使扇形段香蕉梁基準偏差<0.2 mm。
(4)恢復彎曲段防剪銷設備功能,并定期檢查其是否損壞,保證其功能正常。
采取上述措施后,高碳鋼鑄坯邊部裂紋缺陷得到有效控制。統(tǒng)計工藝優(yōu)化前后兩個高碳鋼鋼種鑄坯邊部裂紋發(fā)生率情況,結果見表1。由表1可知,高碳鋼鑄坯邊部裂紋發(fā)生率大幅下降。統(tǒng)計得出,目前高碳系列鋼板的邊裂缺陷發(fā)生率僅為0.95%。

表1 工藝優(yōu)化前后鑄坯邊部裂紋發(fā)生率的對比Table 1 Contrast of Occurrence Rates of Edge Cracks of Casting Blanks before and after Process Optimization
4 結論
(1)高碳鋼鋼板邊裂缺陷的主要原因是連鑄坯角部裂紋;鑄坯角部裂紋產(chǎn)生的主要原因是結晶器錐度過大、足輥接弧精度下降、二次冷卻過強、扇形段接弧精度下降及彎曲段防剪銷功能缺失。
(2)通過采取優(yōu)化結晶器錐度和提高足輥接弧精度、降低二冷水總流量、提高鑄機扇形段香蕉梁基礎精度、恢復彎曲段防剪銷設備功能等措施,高碳鋼邊部裂紋缺陷發(fā)生率僅為0.95%,邊裂缺陷得到了有效控制。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38