軋輥扁頭斷裂失效分析
2020-06-22 15:26:30黃磊王曉峰胡筱旋
鞍鋼技術(shù) 2020年3期
關(guān)鍵詞:裂紋
黃磊,王曉峰,胡筱旋
(鞍鋼集團(tuán)鋼鐵研究院,遼寧 鞍山 114009)
軋鋼機(jī)械設(shè)備的正常運(yùn)轉(zhuǎn)是保證企業(yè)生產(chǎn)順行、提高市場(chǎng)競(jìng)爭力的重要條件,軋輥扁頭是聯(lián)接軋輥與傳動(dòng)軸的部件,工作中承受較大的扭矩及沖擊力,一旦發(fā)生斷裂事故,會(huì)嚴(yán)重影響生產(chǎn),給企業(yè)造成經(jīng)濟(jì)損失。某厚板廠材質(zhì)為25Cr2Ni4MoV的軋輥扁頭在線運(yùn)行約4個(gè)月后,經(jīng)著色探傷發(fā)現(xiàn)裂紋缺陷。為了提高表面高溫耐磨性,在工件表面進(jìn)行堆焊[1],然后打磨修復(fù),上機(jī)繼續(xù)運(yùn)行約兩個(gè)月后發(fā)生斷裂失效,嚴(yán)重影響了生產(chǎn)廠的工作進(jìn)度,造成較大經(jīng)濟(jì)損失。為避免此類事件再次發(fā)生,擬采用光學(xué)顯微鏡、掃描電鏡等檢測(cè)儀器,結(jié)合力學(xué)試驗(yàn)和化學(xué)分析方法,對(duì)斷裂扁頭試樣進(jìn)行相關(guān)檢驗(yàn)分析,以找出軋輥扁頭斷裂失效的原因。
1 檢驗(yàn)分析
為了找出扁頭斷裂原因,對(duì)試樣進(jìn)行了系統(tǒng)檢驗(yàn),包括低倍檢驗(yàn)、高倍檢驗(yàn)、力學(xué)性能測(cè)試以及化學(xué)分析等。
1.1 低倍觀察分析
首先對(duì)受檢試樣進(jìn)行了斷口的宏觀觀察,宏觀形貌如圖1所示。從圖1(a)中可以看出扁頭斷口平齊、光滑,根據(jù)斷裂花紋走向可以初步判斷,斷裂起始于斷口左下角。此外,斷口角部存在多個(gè)貝殼狀花樣,由此可初步判斷扁頭失效形式為起始于角部的多源疲勞斷裂。截取軋輥扁頭橫截面進(jìn)行低倍腐蝕試驗(yàn),扁頭基體未見明顯夾雜物、裂紋、疏松等缺陷。進(jìn)一步觀察可見,扁頭兩彎角位置經(jīng)過堆焊修復(fù),對(duì)應(yīng)斷裂源一側(cè)堆焊位置可見氣孔類缺陷,堆焊與基體界面位置可見明顯裂紋缺陷,裂紋源區(qū)表面微裂紋形貌見圖1(b)。
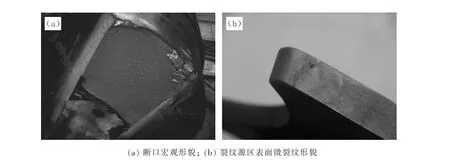
圖1 試樣宏觀形貌圖片F(xiàn)ig.1 Macroscopic Morphology for Sample
1.2 高倍檢驗(yàn)
1.2.1 斷口形貌分析
截取斷口位置試樣,借助光學(xué)顯微鏡對(duì)斷口形貌進(jìn)行高倍檢驗(yàn)觀察,斷口形貌如圖2所示。圖2(a)為斷裂源區(qū)宏觀后形貌,放大后可見明顯疲勞弧線。疲勞弧線是疲勞裂紋穩(wěn)定擴(kuò)展階段形成的與裂紋擴(kuò)展方向垂直的弧形線,是疲勞裂紋瞬時(shí)前沿線的宏觀塑性變形痕跡[2]。疲勞弧線是疲勞斷裂的明顯特征,因此可進(jìn)一步判定斷裂失效性質(zhì)為疲勞斷裂。圖2(b)為裂紋源區(qū)表面微裂紋形貌,仔細(xì)觀察試樣可以看出多個(gè)疲勞區(qū)處于不同平面,斷口呈臺(tái)階狀,側(cè)面可發(fā)現(xiàn)近乎等距離的細(xì)線狀缺陷。
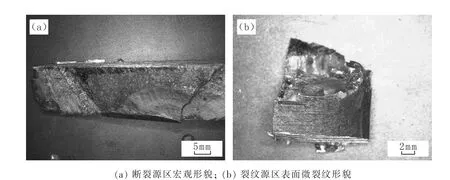
圖2 斷口形貌高倍檢驗(yàn)圖片F(xiàn)ig.2 High-power Inspection Picture of Fracture Appearance
采用掃描電子顯微鏡觀察圖2(b)所示試樣,可確定細(xì)線狀缺陷為細(xì)小的裂紋缺陷,裂紋源區(qū)表面微裂紋掃描圖像見圖3(a)。觀察斷口形貌可見,疲勞源位于試樣表面,擴(kuò)展區(qū)無明顯氧化腐蝕現(xiàn)象,瞬斷區(qū)主要為解理斷裂形貌,疲勞擴(kuò)展區(qū)掃描圖像和瞬斷區(qū)掃描圖像分別見圖3(b)和圖3(c)。圖中扁頭斷口存在多個(gè)疲勞源點(diǎn),且呈線狀,疲勞源之間的放射狀棱線較多,疲勞弧線間距加大。斷裂區(qū)的面積所占比例大,遠(yuǎn)大于疲勞裂紋穩(wěn)定擴(kuò)展區(qū)面積,近似于靜載拉伸斷裂的斷口,由此可斷定為扁頭斷裂性質(zhì)為高應(yīng)力低周多源疲勞斷裂。
1.2.2 金相檢驗(yàn)分析
選取軋輥扁頭厚度方向多個(gè)位置制成金相試樣,觀察其金相組織形貌。表面與心部金相組織形貌對(duì)比如圖4所示,試樣由表面至心部的金相組織分布不均勻,試樣表面的金相組織主要為較均勻的回火索氏體,而其余位置金相組織為晶粒粗大的回火索氏體,部分位置存在沿晶分布的碳化物。
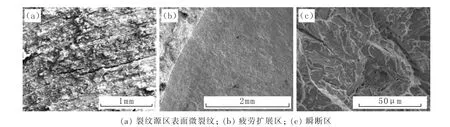
圖3 試樣電子掃描圖像Fig.3 Electronic Scanning Image of Sample
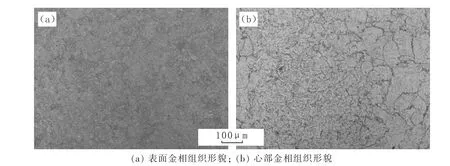
圖4 金相組織對(duì)比形貌Fig.4 Comparative Appearances of Metallographic Structures
堆焊過渡區(qū)金相組織形貌見圖5,對(duì)鍛鋼25Cr2Ni4MoV在熱處理過程中,提高鋼的奧氏體化溫度,可促使奧氏體均勻化,使合金碳化物充分溶解,從而獲得具有良好力學(xué)性能的板條馬氏體組織。但若奧氏體化溫度過高,將得到粗大的板條馬氏體,使組織出現(xiàn)過熱傾向[3-4]。所檢扁頭不僅晶粒粗大同時(shí)未得到完全均勻的板條馬氏體組織,說明其鍛造及冷卻工藝存在問題。堆焊位置由粗大的柱狀和等軸的貝氏體組織組成。試樣基體夾雜物以球狀和串鏈狀氧化物為主,未見明顯異常夾雜物,扁頭基體夾雜物形貌見圖6。
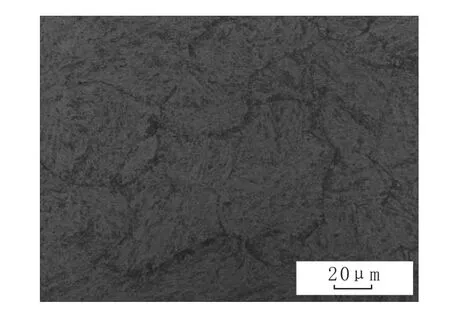
圖5 堆焊過渡區(qū)金相組織形貌Fig.5 Metallographic Appearances in Intermediate Zone of Build-up Welding
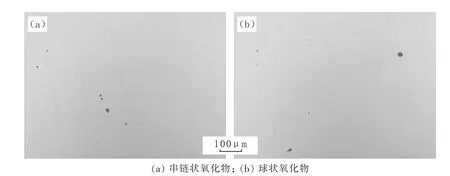
圖6 扁頭基體夾雜物形貌Fig.6 Appearances of Inclusions in Matrix of Flat Head
1.3 化學(xué)成分分析及力學(xué)性能測(cè)定
為了進(jìn)一步排查軋輥扁頭斷裂的影響因素,在靠近裂紋源位置截取試樣,進(jìn)行了化學(xué)成分分析,結(jié)果如表1所示。從檢驗(yàn)結(jié)果來看,Mo含量低于技術(shù)要求下限,其他元素化學(xué)成分符合標(biāo)準(zhǔn)。Mo為強(qiáng)烈淬透性元素。比較了碳鋼中常見的提高淬透性元素的影響因子,與其它合金元素相比,相對(duì)較少的數(shù)量Mo即表現(xiàn)強(qiáng)烈的影響作用。因此扁頭在較低冷速下,很難形成細(xì)小均勻的板條馬氏體組織。

表1 扁頭化學(xué)成分(質(zhì)量分?jǐn)?shù))Table 1 Chemical Composition in Flat Head(Mass Faction) %
對(duì)扁頭橫向及縱向試樣進(jìn)行力學(xué)性能測(cè)試,實(shí)際測(cè)定數(shù)據(jù)以及技術(shù)要求見表2。從檢驗(yàn)結(jié)果發(fā)現(xiàn),試樣縱向與橫向試樣強(qiáng)度指標(biāo)均低于技術(shù)要求,塑性指標(biāo)滿足技術(shù)要求,縱向沖擊韌性滿足技術(shù)要求,而橫向試樣沖擊韌性則低于技術(shù)要求,布氏硬度值基本在技術(shù)要求范圍之內(nèi)。
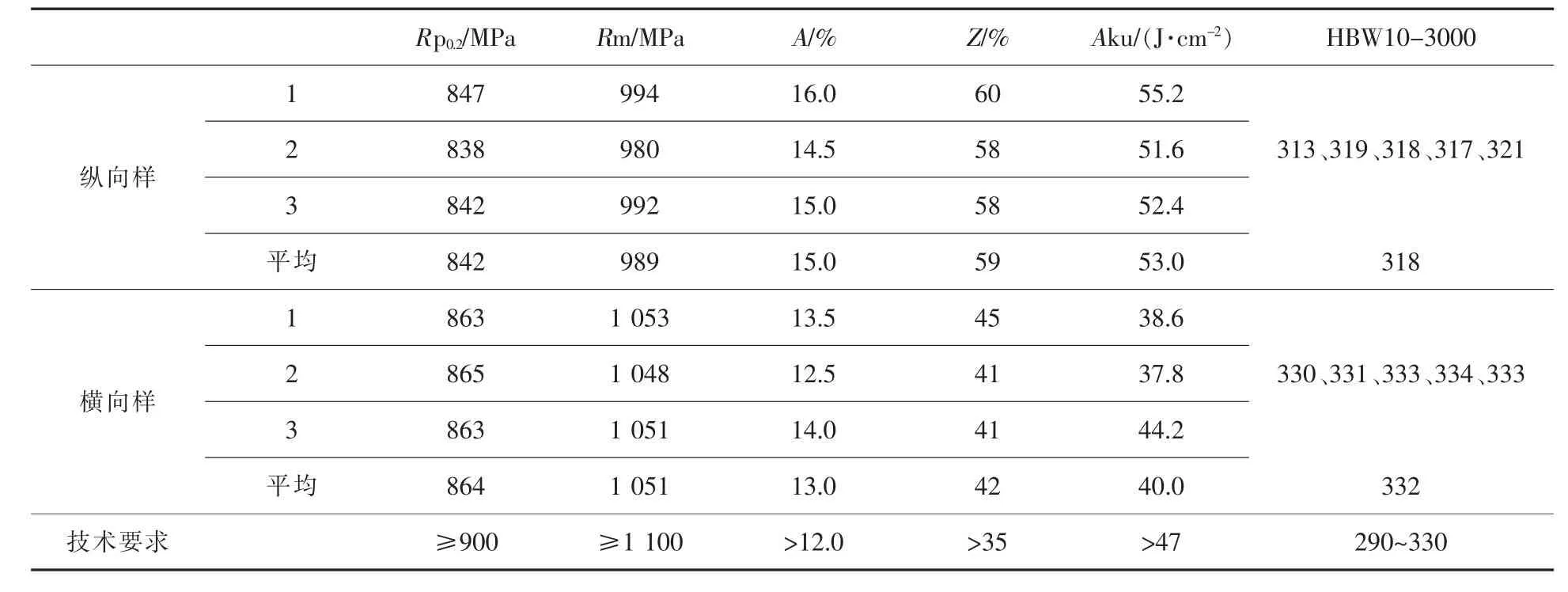
表2 橫、縱向?qū)崪y(cè)力學(xué)性能及技術(shù)要求Table 2 Horizontal and Vertical Measured Mechanical Properties and Technical Requirements
2 分析討論
材料在應(yīng)力或應(yīng)變的反復(fù)作用下發(fā)生的性能變化稱作疲勞,若導(dǎo)致材料開裂即為疲勞斷裂。疲勞斷裂時(shí),最高應(yīng)力一般遠(yuǎn)低于靜載荷下材料的強(qiáng)度極限,甚至低于彈性極限[1]。軋輥扁頭在工作時(shí)承受彎曲扭轉(zhuǎn)應(yīng)力,在這種情況下應(yīng)力分布都是表面應(yīng)力最大,而表面情況,如缺口、刀痕、光潔度、氧化、腐蝕、脫碳等都對(duì)疲勞抗力有極大的影響,會(huì)增加疲勞斷裂的機(jī)會(huì)。另外,生產(chǎn)中軋輥扁頭套與扁頭間一般會(huì)存在一定的間隙,由于磨損、換輥等原因,間隙會(huì)不斷增大,這樣軋輥工作時(shí)沖擊力會(huì)不斷提升,產(chǎn)生應(yīng)力集中現(xiàn)象。
失效扁頭試樣在承受應(yīng)力最大區(qū)域的試樣表面存在規(guī)律性微裂紋缺陷,角部堆焊區(qū)域表面存在氣孔缺陷,角部堆焊區(qū)域與基體的過渡區(qū)存在裂紋缺陷,均是扁頭產(chǎn)生臺(tái)階狀的多源疲勞斷裂的主要原因。此外,材料的抗疲勞裂紋萌生能力通常隨晶粒尺寸的減小和材料強(qiáng)度的提高而提高,而對(duì)比分析試樣基體機(jī)械性能發(fā)現(xiàn),所檢驗(yàn)的軋輥扁頭橫、縱向強(qiáng)度均低于技術(shù)要求。通過金相組織觀察發(fā)現(xiàn),堆焊過渡區(qū)晶粒粗大也會(huì)對(duì)疲勞裂紋的萌生和擴(kuò)展產(chǎn)生重要影響。
3 結(jié)論
(1)軋輥扁頭開裂起始于試樣表面,且在試樣表面可觀察到多個(gè)疲勞源,失效形式為起源于表面的高應(yīng)力低周多源疲勞斷裂,說明扁頭工作時(shí)存在較嚴(yán)重的應(yīng)力集中現(xiàn)象。
(2)軋輥扁頭產(chǎn)生臺(tái)階狀的多源疲勞斷裂的主要原因是失效扁頭試樣在承受應(yīng)力最大區(qū)域的試樣表面存在規(guī)律性微裂紋缺陷,角部堆焊區(qū)域表面存在氣孔缺陷,以及角部堆焊區(qū)域與基體的過渡區(qū)存在裂紋缺陷。
(3)由于成分、鍛造和熱處理工藝問題,所檢扁頭表面至基體金相組織不均勻、晶粒粗大,基體強(qiáng)、韌度不足。扁頭在線運(yùn)行時(shí)容易形成微裂紋,且無良好的止裂性能,進(jìn)一步增加了軋輥扁頭疲勞斷裂的危險(xiǎn)性。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38