取向硅鋼冷軋過程中二十輥軋機輥系力學分析
2020-06-22 15:26:26李元華賈志偉張海利王項龍
鞍鋼技術 2020年3期
關鍵詞:優化
李元華,賈志偉,張海利,王項龍
(1.鞍鋼股份有限公司冷軋硅鋼廠,遼寧 鞍山114021;2.鞍鋼集團鋼鐵研究院,遼寧 鞍山114009)
隨著冷軋技術的飛速發展,二十輥軋機以其整體剛度大、軋制精度高等優點,已廣泛應用于取向硅鋼生產[1-2]。高磁感取向硅鋼通常含有3.0%~3.4%硅元素,導致鋼板變形抗力和軋制載荷明顯上升,同時在單側閉乳時效軋制模式的共同作用下,易造成軋輥磨損加劇和板形控制效果惡化,因而對于二十輥軋機軋輥磨損控制成為提高取向硅鋼冷軋效率和降低生產成本亟待解決的問題之一。同時,由于二十輥軋機輥系間接觸單元眾多,難以對軋制過程中輥系載荷情況進行測量[3-4],從而為輥系變形、磨損情況分析帶來困難。本文基于二十輥軋機輥系載荷模型,通過取向硅鋼軋制過程中輥系載荷變化進行定量分析,以降低輥系載荷為目標,對取向硅鋼冷軋軋制工藝進行優化,在有效降低軋輥載荷的同時,為減輕軋輥磨損和改善板形控制效果提供了優化依據。
1 ZR22B52”型森吉米爾軋機輥系載荷模型
1.1 二十輥軋機輥系結構特點
二十輥軋機輥系結構如圖1所示。二十輥森吉米爾軋機輥系呈塔形分布在對稱梅花膛孔式的機架內,這種輥系結構特點使得作用在工作輥上的軋制力可以呈扇形傳遞到機架上,使機架受力更為均勻[5]。此外,整體式的多面體機架形狀,盡可能地減小了機架的縱向變形,在實現了軋機“零凸度”的同時,進一步提升了二十輥軋機控制精度及板形控制效果[6-7]。因此,二十輥森吉米爾軋機輥系載荷分布對于提高輥系穩定性、軋輥彈性變形及板形優化控制具有重要意義。
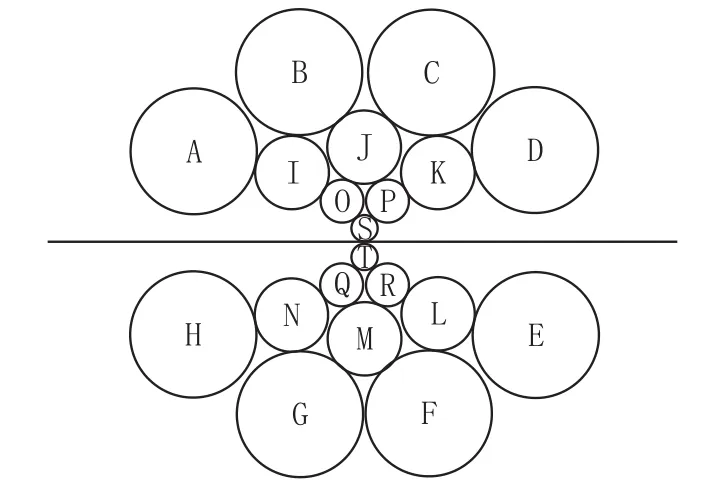
圖1 二十輥軋機輥系結構Fig.1 Roll System Structure of 20-H Rolling Mill
1.2 二十輥軋機輥系載荷計算模型
圖2為二十輥軋機上輥系軋輥空間位置及載荷關系,結合二十輥軋機輥系結構特點,在以機架橫、縱向中心線為坐標軸求解軋輥輥心位置的基礎上,通過建立各層軋輥力學平衡方程,從而實現作用在不同方向上的軋輥載荷進行求解。
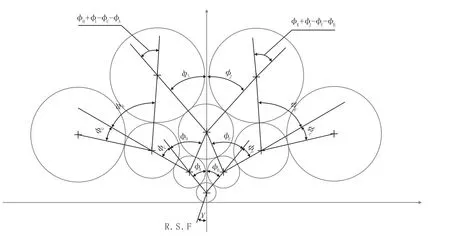
圖2 二十輥軋機上輥系軋輥空間位置及載荷關系Fig.2 Relationship between Spatial Positions and Loading in Terms of Upper Roll System
圖3為靜態平衡條件下工作輥的受力情況,在軋制載荷作用下工作輥靜力平衡方程為:

由于張力與軋制力之間比值很小,因此可近似認為γ≈0°,則有一中間輥與工作輥之間的載荷方程為:
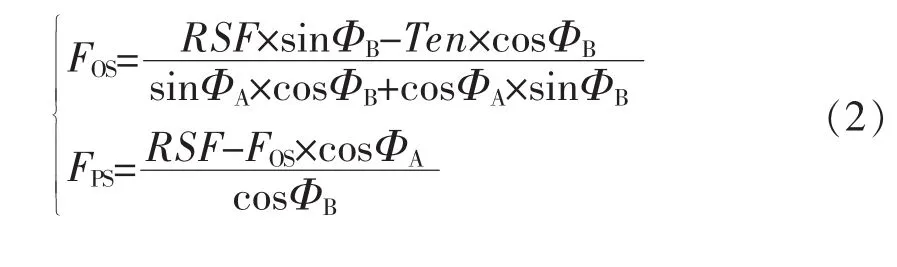
式中,RSF 為軋制力,t;FOS、FPS分別為上輥系軋輥O、P與工作輥S之間的作用力,t;Ten為前后張力差,t;γ 為軋制力與機架(縱向)中線夾角,rad;ΦA、ΦB為一中間輥O、P與工作輥之間作用力夾角,rad。 ΦA、ΦB與軋輥坐標(Xi,Yi)之間的關系為:
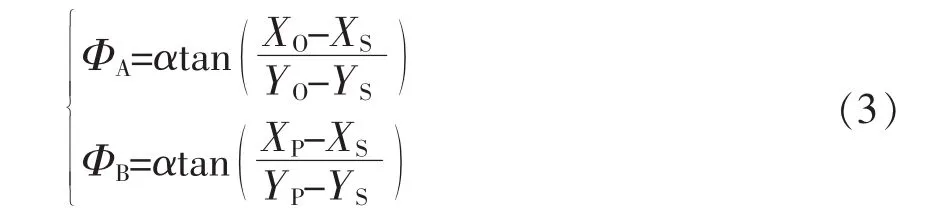
同理,推導出一中間輥與二中間輥之間的載荷方程為:
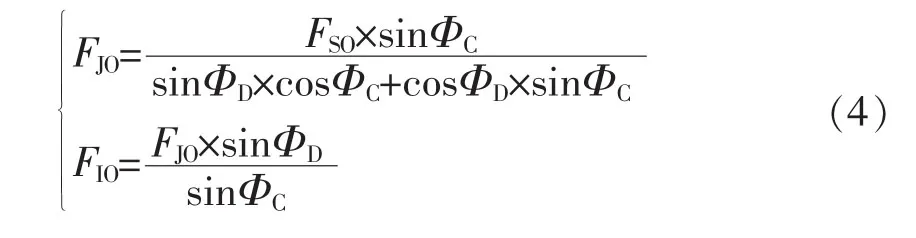
式中,FJO、FIO分別為軋輥 J-O、I-O 之間作用力,t;ΦC、ΦD與軋輥坐標(Xi,Yi)、軋輥直徑 Ri之間的關系為:
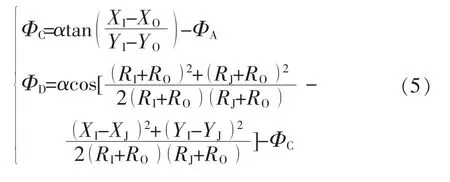
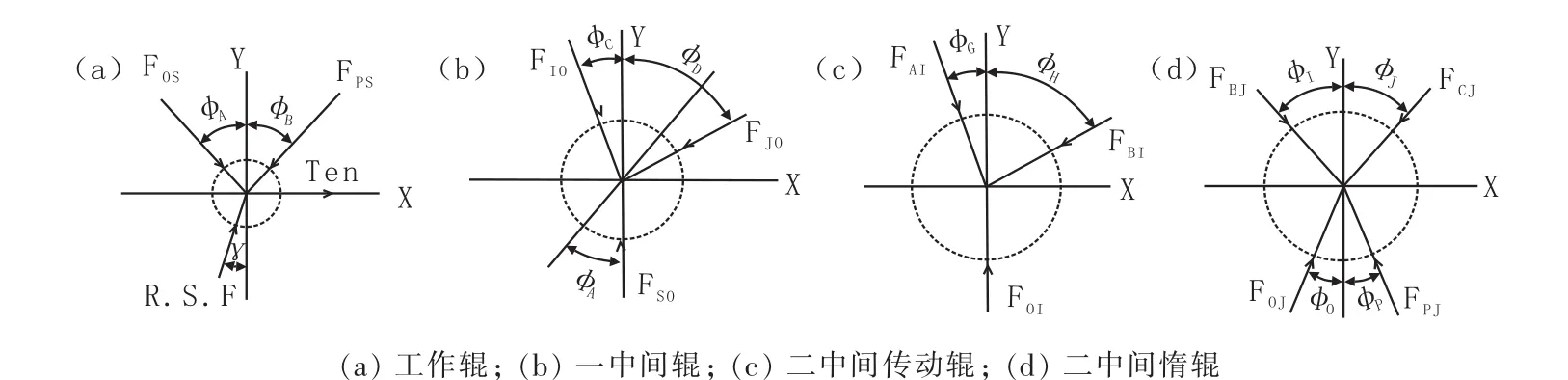
圖3 各層軋輥載荷分析Fig.3 Analysis on Load of All Roll Systems
1.3 取向硅鋼冷軋過程中的輥系載荷分布
表1為鞍鋼30規格高磁感取向硅鋼軋制工藝及軋線設定參數,基于二十輥軋機輥系載荷計算模型,對表1所示軋制工藝及輥系公稱直徑條件下各層軋輥載荷進行計算。以取向硅鋼冷軋第1道次軋制為例,輥系各層軋輥載荷計算結果如表2所示。對比發現,各層軋輥中,以一中間輥所受載荷最高(約302 t,占比65%),在高載荷作用下長期服役磨損最重,不利于板形控制,甚至會導致帶鋼板形惡化。因此,主要對載荷最高的一中間輥受力情況及變化規律進行計算分析。
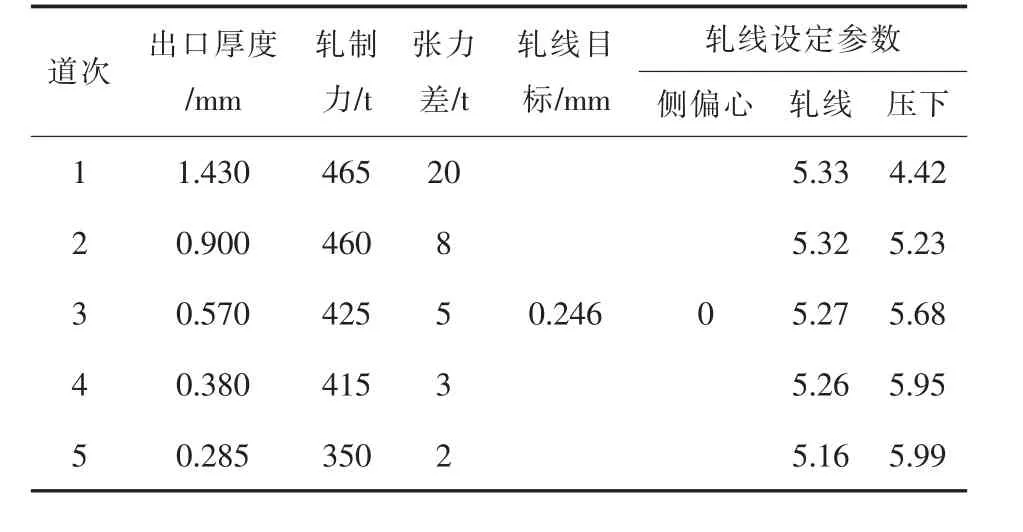
表1 鞍鋼30規格高磁感取向硅鋼軋制工藝及軋線設定參數Table 1 Rolling Process and Setup Parameters for 30 Hi-B Oriented Silicon Steel in Ansteel
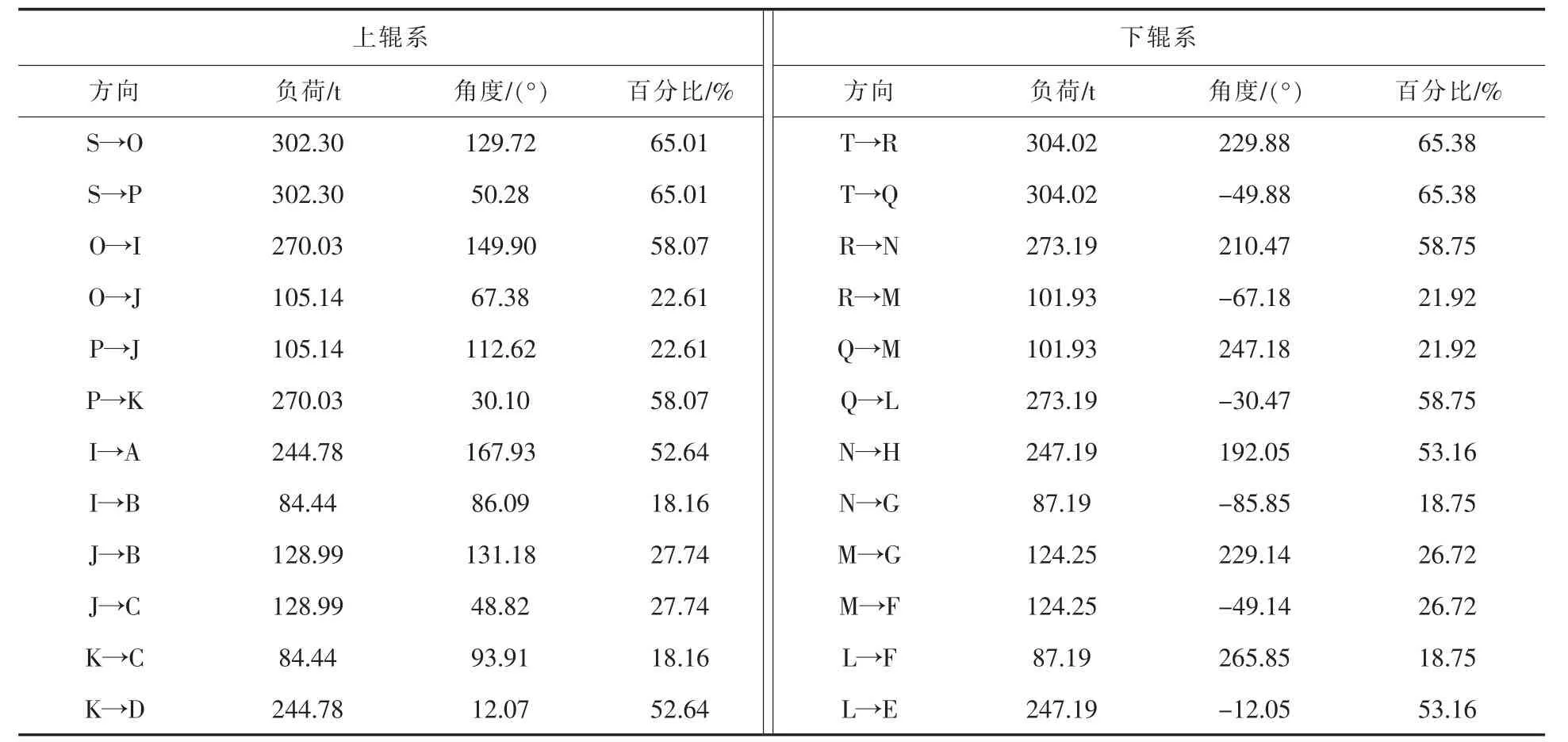
表2 第1道次輥系各層軋輥載荷計算Table 2 Analytical Results of Force Borne by First Pass in Roll System
2 二十輥軋制輥系影響因素
2.1 輥系直徑及調整參數影響
圖4為軋線調整參數及輥徑變化對一中間輥受力的影響。由圖4(a)可知,隨著壓下增加、側偏心量減小,一中間輥載荷增加,這是由于壓下調整逐漸調整至閉合狀態過程中,調整機構對輥系的“楔形效應”增強,工作輥與一中間輥之間的載荷作用角度增加,一中間載荷由301 t增加至309 t。相反,側偏心量調整至閉合狀態過程中,側偏心調整對輥系“向內擠壓效應”增強,工作輥與一中間輥之間載荷作用角度減小,一中間輥受到工作輥的載荷由302 t降低至285 t。同理,在輥系配置許用范圍內,圖4(b)所示的一中間輥載荷隨著工作輥及一中間輥直徑增加而降低,其原因在于輥徑增加導致載荷作用角度減小的緣故。此外,在輥徑比在1.60~1.65之間、壓下量低于5或偏心調整量5~10條件下,相應一中間輥載荷可降低至300 t以下。由此可見,通過采用合理的軋線調整模式和工作輥與一中間輥輥徑比能夠降低一中間輥載荷。
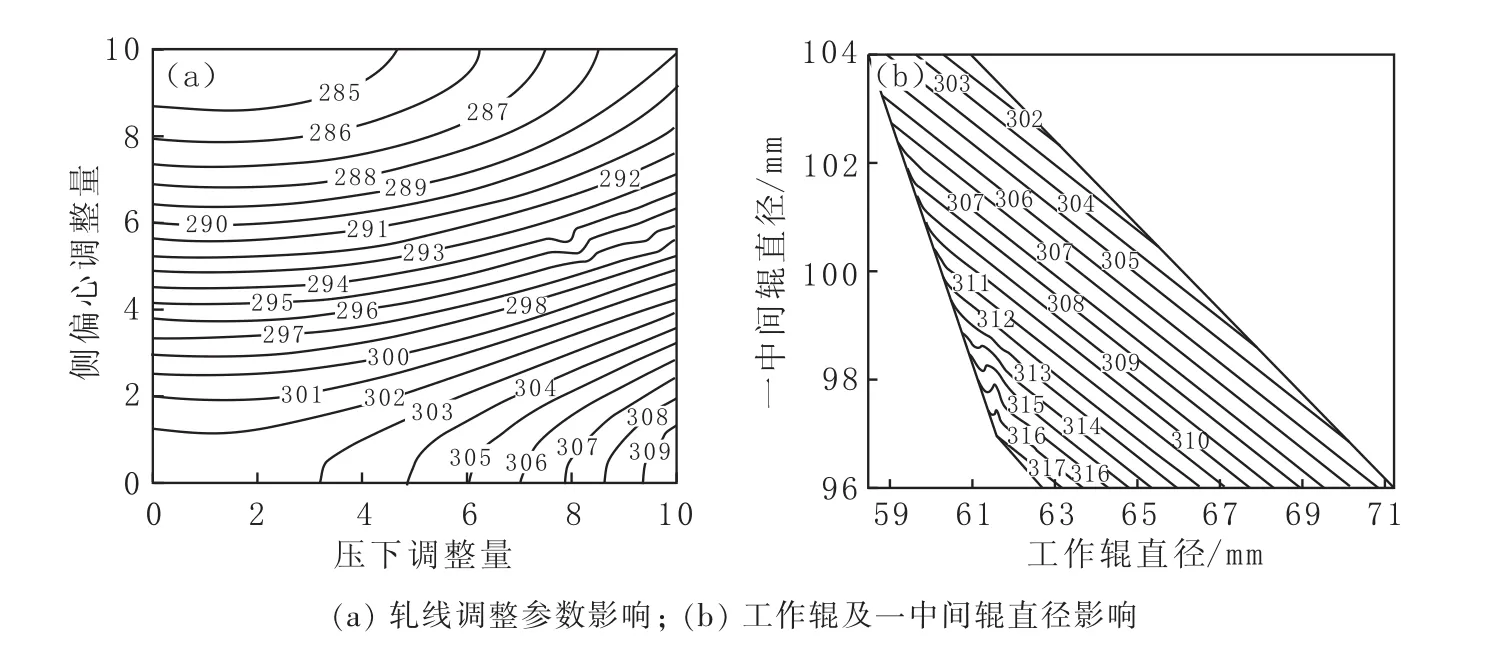
圖4 軋線調整參數及輥徑變化對一中間輥受力影響Fig.4 Effect of Parameter-adjusting in Rolling Line and Roll Diameter on Loading of One Intermediate Roll
2.2 軋制參數影響
基于Bland-Ford軋制力模型對不同軋制厚度下的軋制力、軋線參數及一中間輥載荷變化進行計算,如圖5所示。結果表明,取向硅鋼冷軋第1道次軋制厚度由1.55 mm減薄至1.40 mm,軋制力由439 t提高至471 t。這種情況下,隨著機架彈性變形增加,軋制線參數由5.29%增加至5.34%、壓下調整參數則由4.19%增加至4.48%。在軋制力增加和軋線調整機構“楔形效應”的綜合作用下,一中間輥載荷提高約21 t。此外,在前、后張力差保持不變(20 t)的條件下,O、P輥之間載荷差異保持在15.55 t左右。
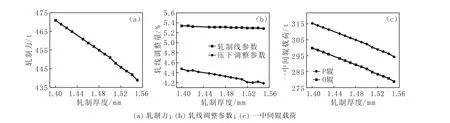
圖5 不同軋制厚度對應軋制力、軋線參數及一中間輥載荷Fig.5 Different Rolling Thickness Corresponding to Rolling Force, Parameters in Rolling Line and Loading of One Intermediate Roll
圖6為張力差對應軋制力、軋線參數及一中間輥載荷變化。由圖可以看出,隨著前張力增加,取向硅鋼軋制力由473 t降低至459 t。這種情況下,隨著機架彈性變形減小,軋制線參數由5.34降低至5.32,壓下調整參數則由4.43增加至4.41,一中間輥載荷則降低15 t。同時,隨著張力差增加,O、P輥之間載荷差異則由8.9 t增加至21 t。
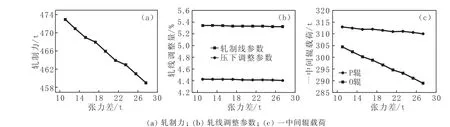
圖6 張力差對應軋制力、軋線參數及一中間輥載荷變化Fig.6 Tension Difference Corresponding to Rolling Force,Parameters in Rolling Line and Loading of One Intermediate Roll
3 取向硅鋼可逆軋制工藝優化
在取向硅鋼前3道次采用出側閉乳、高載荷的往復式軋制模式下,易加劇軋輥出現不均勻性磨損,在造成軋輥輥形惡化和輥耗增加的同時,不利于帶鋼板形控制。因此,在取向硅鋼時效軋制過程中,通過優化時效道次壓下分配、前后張力差,優化軋線調整模式等方式降低軋輥載荷,從而減輕軋輥磨損。基于此,對30規格高磁感取向硅鋼冷軋軋制壓下量及張力差進行表3所示優化,結果表明,隨著道次增加,一中間輥載荷由303 t降低至237 t,O、P輥載荷差則由 19 t減小至4 t。
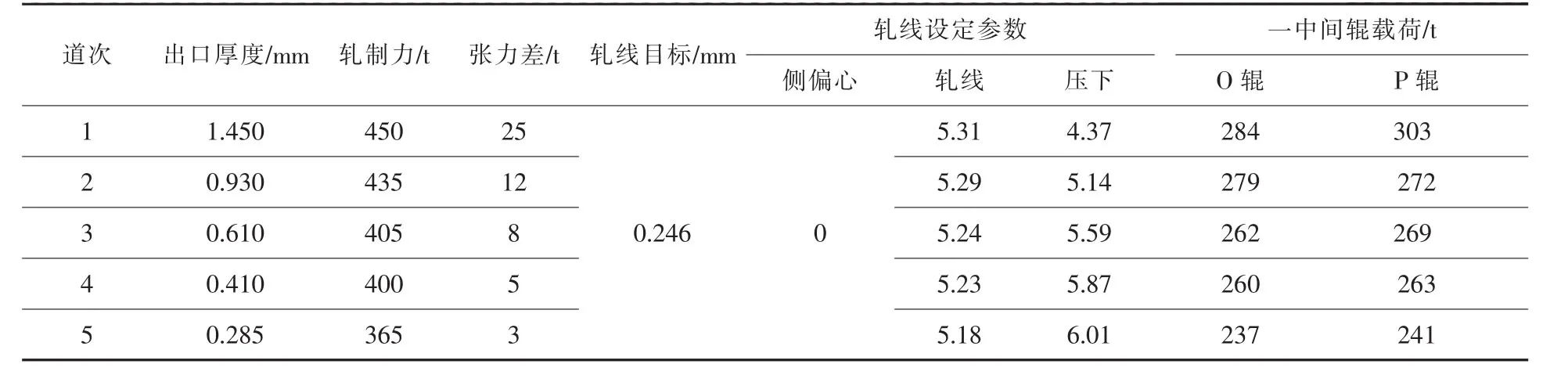
表3 鞍鋼30規格高磁感取向硅鋼軋制工藝優化結果Table 3 Optimization Results of Rolling Process for 30 Hi-B Oriented Silicon Steel in Ansteel
4 優化效果
圖7為取向硅鋼軋制工藝優化前后一中間輥載荷變化。
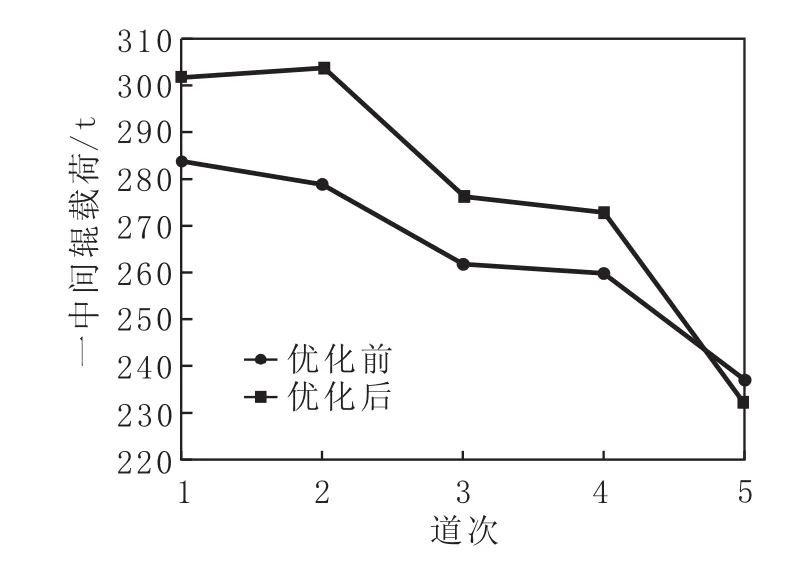
圖7 工藝優化前后一中間輥載荷變化Fig.7 Force Borne by One Intermediate Roll before and after Optimization of Rolling Process
相比之下,在采用閉乳軋制、高載荷的時效道次工況條件下,通過降低各道次軋制厚度和增加張力差,可有效降低一中間輥載荷,降幅達13~25 t,相應一中間輥使用周期提高8%左右。
5 結論
(1)取向硅鋼冷軋過程中,以一中間輥所受載荷最高,達302 t,占比65%,在高載荷作用下長期服役磨損最重,不利于板形控制,甚至會導致帶鋼板形惡化。
(2)輥徑比在1.60~1.65之間、壓下量低于 5或偏心調整量5~10條件下,一中間輥載荷約降低5~15 t。在取向硅鋼冷軋工藝優化過程中,應綜合考慮一中間輥與工作輥輥徑比、軋線參數、壓下量分配及前后張力差對輥系載荷的影響。
(3)取向硅鋼軋制工藝優化結果符合其冷軋工藝要求,采用降低時效道次壓下量、適當提高張力差及優化軋線調整模式等方式,優化后各道次一中間輥載荷降低,最高達15 t,軋輥使用周期可提高8%左右,同時有利于保證板形控制效果。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45