一種利用水下激光沖擊處理渦輪葉片殘余應(yīng)力的方法
2020-06-20 06:24:14郭穎濤
燃?xì)鉁u輪試驗(yàn)與研究 2020年2期
高 偉,郭穎濤,南 凱
(1.駐西安地區(qū)某軍事代表室,西安 710021;2.駐寶雞地區(qū)某軍事代表室,陜西寶雞 721000)
1 引言
渦輪葉片制造時(shí),其零件毛坯上通常留有基本余量,且一般采用機(jī)械方法去除。由于機(jī)械方法自身的缺陷,在零件表面層一般會(huì)出現(xiàn)斷裂源,并且可觀察到大的塑形變形、組織和材料力學(xué)性能的改變及殘余應(yīng)力的形成,這些因素對(duì)疲勞極限有顯著影響。作為渦輪葉片的常用材料,鎳基高溫合金即使在最佳切削條件以及刀具刃磨情況下,塑性變形層深度可達(dá)50~200 μm,在一些特殊情況(如違反加工工藝或更換刀具不及時(shí))下,變形層的深度則可能更大,進(jìn)一步增大了殘余應(yīng)力。殘余應(yīng)力一般分為表面拉伸殘余應(yīng)力和表面壓縮殘余應(yīng)力。多數(shù)試驗(yàn)結(jié)果證明,表面壓縮殘余應(yīng)力能提高材料的抗接觸疲勞磨損能力,但表面拉伸殘余應(yīng)力會(huì)降低材料的疲勞磨損壽命[1]。消除殘余應(yīng)力的方法有自然時(shí)效法、熱處理法、振動(dòng)時(shí)效法、超聲波沖擊法和噴丸處理法,其中噴丸處理在表面強(qiáng)化中使用較為廣泛。國外,空客A380飛機(jī)的部分零件采用了羅斯勒公司的噴丸強(qiáng)化工藝并取得了較好的效果[2],歐洲Ariane火箭利用噴丸成型技術(shù)制造壁板[3]。國內(nèi),王曉陽等[4]研究了旋片噴丸強(qiáng)化對(duì)2024鋁合金預(yù)拉伸板的疲勞性能的影響,張少平等[5]就噴丸強(qiáng)化對(duì)TC17 鈦合金表面完整性及疲勞壽命的影響進(jìn)行了研究,并取得了很好的成果。但傳統(tǒng)噴丸強(qiáng)化方法會(huì)使受噴表面變得粗糙,致使其應(yīng)用受到了一定限制,需要發(fā)展一種新型的強(qiáng)化處理方式。
激光沖擊強(qiáng)化(LSP)是一種利用激光沖擊波對(duì)材料表面進(jìn)行改性,以提高材料的抗疲勞、磨損和應(yīng)力腐蝕等性能的技術(shù)。與一般用于材料改性處理的經(jīng)典方法如鍛打、噴丸強(qiáng)化、冷擠壓相比,激光沖擊強(qiáng)化處理具有非接觸、無熱影響區(qū)、指向性好及強(qiáng)化效果顯著等突出優(yōu)點(diǎn)[6-8],已得到航空制造業(yè)的高度重視[9-12]。本文針對(duì)渦輪葉片榫齒部位的加工殘余應(yīng)力,提出一種使用水下激光沖擊強(qiáng)化處理的方法,并通過試驗(yàn)對(duì)激光強(qiáng)化后渦輪葉片的殘余應(yīng)力進(jìn)行對(duì)比分析,以期為工程實(shí)際中的渦輪葉片強(qiáng)化提供試驗(yàn)基礎(chǔ)。
2 激光沖擊工藝方案
2.1 水下激光沖擊強(qiáng)化設(shè)備
渦輪葉片伸根段轉(zhuǎn)接R 槽容易出現(xiàn)裂紋,需要對(duì)R 槽及其附近區(qū)域進(jìn)行激光沖擊強(qiáng)化,提高其疲勞性能。由于R槽處型面復(fù)雜(圖1),施加水約束層時(shí)易造成水幕厚度不均,影響強(qiáng)化質(zhì)量。從圖2(圖中相對(duì)壓力為示波器采集的電壓信號(hào)積分后的壓力信號(hào))有無水約束層時(shí)沖擊波的壓力信號(hào)可看出,有水約束層時(shí)沖擊波的峰值和脈寬分別是無水約束層時(shí)的10 倍、2 倍。此外,如果水幕厚度不均,將會(huì)導(dǎo)致激光經(jīng)過水層時(shí)發(fā)生匯聚,造成能量分布不均,影響強(qiáng)化效果。為此,專門針對(duì)渦輪葉片R 槽等溝槽類部件,提出了水下激光沖擊強(qiáng)化方式。

圖1 渦輪葉片結(jié)構(gòu)示意圖Fig.1 A schematic diagram of turbine blade
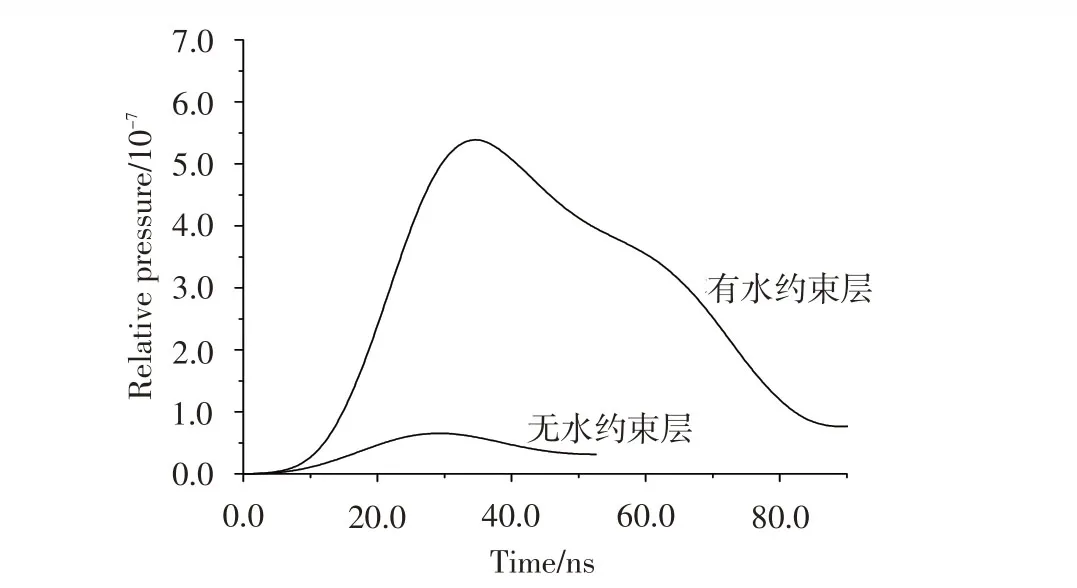
圖2 有無水約束層時(shí)的沖擊波壓力信號(hào)Fig.2 Shock wave pressure signal with and without water constrained layer
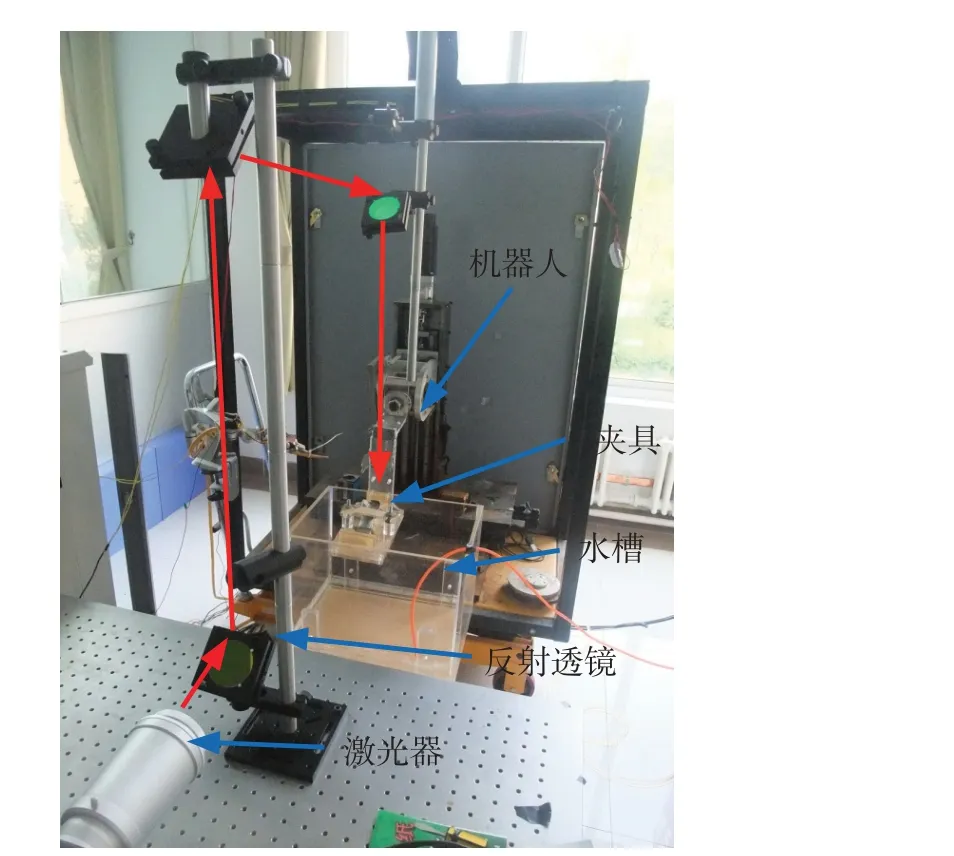
圖3 YLSS-05A型激光沖擊強(qiáng)化設(shè)備Fig.3 YLSS-05A shock peening system

圖4 SGH-60型激光器Fig.4 SGH-60 laser system
YLSS-05A型激光沖擊強(qiáng)化設(shè)備(圖3)主要由激光器、反射透鏡組、機(jī)器人、水槽和水下沖擊夾具組成。試驗(yàn)所用的SGH-60型激光器如圖4所示,具有光束質(zhì)量好、可靠性高等特點(diǎn),且可通過RS232接口連接計(jì)算機(jī)進(jìn)行控制。機(jī)器人選用高精度五自由度框架式,采用伺服電機(jī)驅(qū)動(dòng),精度高、響應(yīng)快。水下沖擊夾具安裝在機(jī)器人臂的前端,與機(jī)器人配合使用可實(shí)現(xiàn)夾持工件在水中穩(wěn)定自由運(yùn)動(dòng)。使用編制的軟件通過控制系統(tǒng)協(xié)調(diào)機(jī)器人的運(yùn)動(dòng)以及激光脈沖的發(fā)射,即可完成沖擊強(qiáng)化過程。
渦輪葉片的強(qiáng)化區(qū)域?yàn)槿~片伸根段轉(zhuǎn)接R 槽處。該槽寬度小于3.0 mm,必須采用小光斑激光器強(qiáng)化,且沖擊時(shí)要保證沖擊軌跡平行于槽。為此,專門設(shè)計(jì)了帶角度微調(diào)裝置的葉片夾具(圖5)—由V形槽、第一平臺(tái)、第二平臺(tái)和螺栓組成。第一平臺(tái)用于放置葉片,第二平臺(tái)起支撐作用,第一、第二平臺(tái)與V 形槽配合使用,可保證葉片與夾具緊密配合。夾具采用有機(jī)玻璃材料制造,以防止碰傷葉片表面。兩個(gè)突出的螺栓用于安裝壓緊板,將葉片牢固地安裝在夾具上。此外,該夾具針對(duì)R 槽處在激光沖擊強(qiáng)化過程中難以調(diào)平的問題,專門設(shè)計(jì)了位于左下端的調(diào)平旋鈕,以實(shí)現(xiàn)對(duì)葉片角度的微調(diào),從而使激光沖擊的軌跡完整覆蓋并平行于R槽。
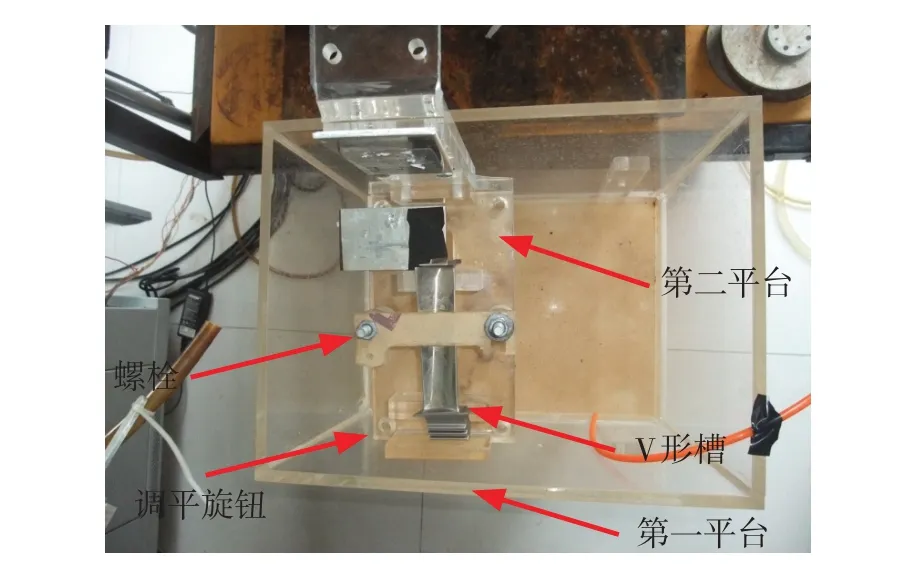
圖5 渦輪葉片夾具Fig.5 The experimental fixture of turbine blade
2.2 涂層/約束層
涂層的作用主要是保護(hù)工件不被激光灼傷并增強(qiáng)對(duì)激光能量的吸收,目前常用的涂層材料有黑漆、鋁箔等。由于黑漆很難保證涂覆均勻,且涂覆后需長時(shí)間干燥,加之沖擊強(qiáng)化后的殘余物不易去除,故選用涂覆方便、去除快捷的鋁箔作為涂層。涂層厚度0.1 mm,可有效保護(hù)葉片不受激光灼傷。
約束層的作用是約束等離子體的膨脹從而提高沖擊波的峰值壓力,以及通過對(duì)沖擊波的反射延長其作用時(shí)間。由于水相比其他固體約束層能更好地適應(yīng)零件的復(fù)雜型面,且對(duì)試驗(yàn)所用激光透明,故選用水作為約束層,厚度約2.0 mm。
2.3 激光參數(shù)
SGH-60型激光器發(fā)射的激光波長為1 064 nm,利用非線性晶體在強(qiáng)激光作用下的二次非線性效應(yīng),可將1 064 nm 的非可見激光轉(zhuǎn)換為波長為532 nm的綠光。相對(duì)于1 064 nm的激光,532 nm的綠光可減少水對(duì)激光能量的吸收,有利于激光能量的有效利用。采用532 nm 的綠光對(duì)渦輪葉片做激光沖擊強(qiáng)化處理,激光器脈寬約為10 ns,脈沖能量在0.5~5.0 J范圍內(nèi)可調(diào),重復(fù)頻率為1~5 Hz。
渦輪葉片伸根段轉(zhuǎn)接R 槽的槽底尺寸為21.0 mm×2.0 mm,兩側(cè)光滑過渡。沖擊強(qiáng)化過程中激光光斑必須能完全覆蓋R 槽部位,該部位的結(jié)構(gòu)尺寸要求激光光斑聚焦到直徑1.2~1.6 mm 范圍。根據(jù)Fabbro等[11]提出的激光沖擊強(qiáng)化過程中激光與材料的相互作用和沖擊波壓力估算模型,材料強(qiáng)化所需的激光功率密度門檻值約為2.0 GW/cm2。在脈寬10 ns、光斑直徑1.2~1.6 mm、激光器能量1.2~1.5 J的條件下,可以滿足沖擊強(qiáng)化功率密度的要求。渦輪葉片葉盆和葉背榫槽結(jié)構(gòu)復(fù)雜,難以采用雙面同時(shí)對(duì)沖的方式,只能采用單面沖擊的方式先后對(duì)葉背、葉盆的R槽進(jìn)行處理。由于葉片伸根段厚度較大(>6.0 mm),單面沖擊誘導(dǎo)的殘余應(yīng)力和塑性變形不會(huì)引起R槽宏觀變形。
2.4 應(yīng)力分布控制
由于渦輪葉片伸根段轉(zhuǎn)接R 槽槽底面積很小,若采用同一激光功率密度進(jìn)行處理,容易造成槽底上、下邊緣倒圓處形成應(yīng)力突變和應(yīng)力集中,以及強(qiáng)化過程中R槽上、下邊緣處吸收保護(hù)層破裂。為此,對(duì)槽底應(yīng)力分布進(jìn)行合理控制,確保槽底應(yīng)力均勻分布,消除應(yīng)力突變,在R槽底部(中心區(qū))和上、下邊緣(過渡區(qū))分別采用1.2~1.5 J、0.5~0.8 J 的能量參數(shù),如圖6所示。經(jīng)多次試驗(yàn)驗(yàn)證,這種組合參數(shù)下不會(huì)發(fā)生鋁箔破裂;帶R 槽模擬件的振動(dòng)疲勞性能對(duì)比試驗(yàn)也證實(shí)參數(shù)選擇合理有效。
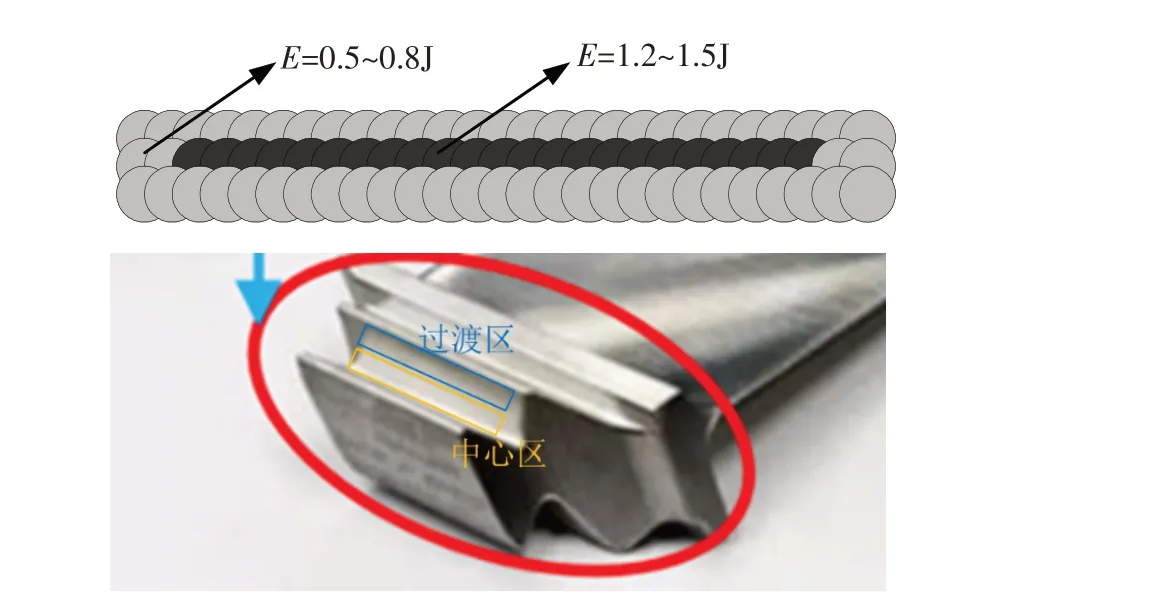
圖6 中心區(qū)和過渡區(qū)能量設(shè)置示意圖Fig.6 Laser shock peening areas for center and transition part
3 試驗(yàn)結(jié)果與分析
采用X射線衍射法對(duì)試片激光沖擊強(qiáng)化后鎳基高溫合金表面的殘余應(yīng)力進(jìn)行測(cè)試對(duì)比。測(cè)試設(shè)備為邯鄲愛特斯應(yīng)力技術(shù)有限公司的X-350A型X射線衍射儀。試驗(yàn)執(zhí)行GB/T 7704-2017[13]標(biāo)準(zhǔn),測(cè)量方法為側(cè)傾固定ψ法,定峰方法為交相關(guān)法。測(cè)試過程中管電壓為27 kV,管電流為6 mA,Cr-Kα輻射;測(cè)試晶面為Ni(220)衍射面;2θ 掃描范圍136°~125°,掃描步距0.1°,時(shí)間常數(shù)2 s;ψ角0°~45°;應(yīng)力常數(shù)675 MPa/(°)。測(cè)試結(jié)果如圖7 所示。可見,激光功率密度增加與表面殘余應(yīng)力變化不是線形關(guān)系。當(dāng)功率密度大于2.5 GW/cm2且小于7.5 GW/cm2時(shí),隨著功率密度的增加,表面殘余應(yīng)力相應(yīng)增加;當(dāng)功率密度大于10.0 GW/cm2后,表面殘余壓應(yīng)力隨功率密度的增加而明顯降低。此外,在功率密度等于7.5 GW/cm2時(shí),表面殘余應(yīng)力為-419.5 MPa。這表明對(duì)于渦輪葉片材料,在小光斑激光器功率密度選擇范圍內(nèi),7.5 GW/cm2是其較適宜的激光功率密度。
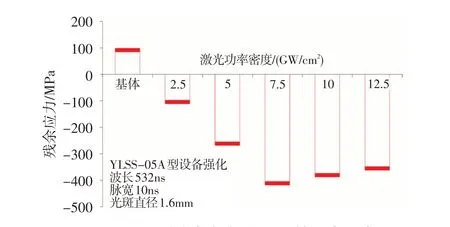
圖7 不同功率密度對(duì)K417鎳基高溫合金表面殘余應(yīng)力的影響Fig.7 Effect of different power density on surface residual stress of K417 nickel base superalloy
4 結(jié)論
提出一種利用水下激光沖擊強(qiáng)化處理渦輪葉片榫齒部位加工殘余應(yīng)力的方法。該方法專門針對(duì)渦輪葉片伸根段轉(zhuǎn)接R 槽等溝槽類部件,對(duì)消除此種結(jié)構(gòu)部件的拉伸殘余應(yīng)力,以及預(yù)防渦輪葉片在結(jié)構(gòu)復(fù)雜部位的疲勞斷裂具有重要意義。激光沖擊強(qiáng)化功率密度直接影響表面殘余應(yīng)力,當(dāng)功率密度為7.5 GW/cm2時(shí),葉片表面殘余應(yīng)力為最佳。