基于UG的葉輪葉片加工概述
2020-06-19 08:50:42孫科
科學與信息化 2020年10期


摘 要 葉輪葉片是汽車發動機和輪船螺旋槳核心部件。而整體葉輪的加工受其螺旋面和曲面的影響,借助于普通機床和手工編程很難實現,因此需要借助CAM加工技術,它可以加工許多不規則的曲面輪廓,這樣就可以在控制葉輪加工時的成本,同時還可以增加效率和提高要求。[1]
關鍵詞 葉輪;加工;UG;加工程序;刀路軌跡
引言
葉輪加工多采用整體銑削方法,拿到的原始坯料是鑄件,先通過普通數控加工,進行表面的開粗處理,然后在五軸數控加工中心上使輪轂與葉片在一個毛坯上,通過粗加工、半精加工、精加工完成,最后將所生成的刀路軌跡通過后處理后生成加工程序,指導實際加工。
1葉輪的粗加工與半精加工走刀路線
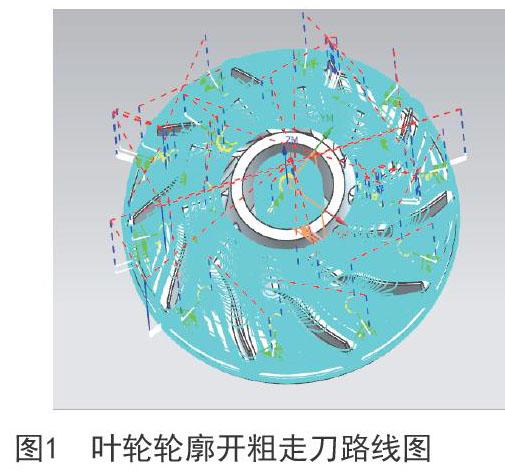
1.1 葉輪的粗加工走刀路線
粗加工中為了提高加工效率一般采用型腔銑,采用“跟隨部件”的走刀模式,刀具在去除外部余量的前提下,逐漸向零件輪廓靠近。切削量根據實際情況合理選定。刀具選用D10R2平頭銑刀,如圖1所示[2]。
1.2 葉輪的半精加工路線
選擇流道面為驅動面,葉片面和輪轂面為干涉檢查面,在規劃加工軌跡時軌跡應根據流道的幾何特征和使用要求合理設定傾斜角度,這里規定刀具的傾側方向為遠離點,公共每刀最大距離為0.5mm,切削順序為深度優先,切削方向為順銑,銑刀具選用R3球頭銑刀進行削,工件的輸出坐標為X=0mm,Y=0mm,Z=-200mm,切削加工路線如圖2所示[3]。
2葉輪的精加工路線
葉輪精加工分為四部分:孔的加工、邊緣的加工、葉榖的加工、葉片的加工。其中孔的加工和邊緣加工相對簡單也不需要涉及多軸,下面具體介紹葉榖的加工和葉片的加工,具體操作步驟如下:
(1)部分葉榖精加工葉榖走刀路線圖,先用軟件對零件的外表面進行分割,得到我想要的部分葉榖區域,工序創建選擇多軸銑,驅動方法設置為流線驅動,這里需要重新修改流曲線,使這些曲線的方向一致,目的是為了之后加工走刀路線的合理性、清晰性。投影矢量選擇指定矢量,這里把指定矢量定位-zc軸,刀軸為垂直于零部件,刀具選用R2球頭銑刀,走刀路線如圖3所示[4]。
(2)葉片的精加工葉片的走刀路線,對單個葉片進行加工,和上面葉榖的加工一樣,同樣采用多軸銑削,修改切削區域和參數,刀具選用R2球頭銑刀,如圖4所示。然后通過后處理把系統生成的刀具走刀路線轉化為機床能夠識別的G代碼指令,生成的G代碼指令可以直接用于輸入數控機床用于加工[5]。
3結束語
五軸聯動加工技術的發展和運用與CAD/CAM技術是密切相關的。本文主要以航空發動機整體葉輪為例,對加工策略、刀具選擇、刀具走刀路徑的規劃、數控加工工藝分等內容進行了系統的分析與研究。
參考文獻
[1] 王先逵.機械制造工藝[M].北京:機械工業出版社,2001:179.
[2] 劉建華.材料成型工藝基礎[M].西安:西安電子科技工業大學出版社,2007:19.
[3] 龔勉.UG CAD應用案例集[M].中文版.北京:清華大學出版社,2003:20-24.
[4] 寇文化.UG NX8.0數控銑多軸加工工藝與編程[M].北京:化學工業出版社,2007:217.
[5] 劉偉.UG NX8.0從入門到精通[M].中文版.北京:人民郵電出版社,2011:31.
作者簡介
孫科(1982-),湖北荊州人;職稱:講師,現就職單位:長江大學工程技術學院 機械工程學院,研究方向:數控加工技術的教學。