PVC手套生產(chǎn)工藝研究
2020-06-19 08:50:42王振山
科學(xué)與信息化 2020年10期
王振山
摘 要 本文針對(duì)一次性PVC手套的制備方法,將增塑劑和熱穩(wěn)定劑乳化成乳液后與水性PVC糊樹(shù)脂漿料混合,充分?jǐn)嚢瑁瞥蒔VC混合料,脫泡;生產(chǎn)出PVC手套。本文就針對(duì)PVC手套生產(chǎn)工藝進(jìn)行詳細(xì)說(shuō)明。
關(guān)鍵詞 PVC手套;生產(chǎn)工藝;特殊需求
1研究背景
一次性PVC手套屬于新興行業(yè),起源于美國(guó),在日本逐步獲得發(fā)展,隨后進(jìn)入中國(guó)臺(tái)灣,其后生產(chǎn)逐步轉(zhuǎn)向中國(guó)大陸地區(qū)并得到了快速發(fā)展,目前已經(jīng)成為世界的PVC手套生產(chǎn)基地。
目前一次性手套主要有乳膠手套、丁腈手套、PVC手套和PE手套。PVC手套產(chǎn)品由于其優(yōu)異的性?xún)r(jià)比,獲得市場(chǎng)的高度認(rèn)可。特別是今年發(fā)生的肺炎疫情,PVC手套作為防護(hù)用品廣泛走進(jìn)千家萬(wàn)戶(hù)。
PVC手套按照其應(yīng)用領(lǐng)域以及使用者的不同要求可以分為很多類(lèi),從品質(zhì)等級(jí)上分為醫(yī)療級(jí)手套和非醫(yī)療級(jí)手套,從種類(lèi)上分為有粉手套和無(wú)粉手套,從型號(hào)上可以分為S,M、L、XL、XXL等[1]。
2生產(chǎn)工藝
本文研究的目的是提供一種通過(guò)將增塑劑、熱穩(wěn)定劑乳化后與水性PVC糊樹(shù)脂乳液混合生產(chǎn)一次性PVC手套的方法。
將增塑劑、熱穩(wěn)定劑乳化成乳液,再與水性PVC糊樹(shù)脂混合,生產(chǎn)一次性PVC手套。用該工藝生產(chǎn)的手套完全可以達(dá)到傳統(tǒng)工藝生產(chǎn)的產(chǎn)品性能。摒棄了降粘劑的使用,既解決了環(huán)保的問(wèn)題,又實(shí)現(xiàn)了節(jié)能降耗,降低了生產(chǎn)企業(yè)的成本。
采用將增塑劑、熱穩(wěn)定劑乳化成水性乳液,與水性PVC糊樹(shù)脂乳液混合,在水性介質(zhì)條件下生產(chǎn)一次性PVC手套。使用該工藝生產(chǎn)的手套完全滿足傳統(tǒng)油性介質(zhì)中生產(chǎn)的PVC手套的各種指標(biāo)要求。
采用的技術(shù)方案:增塑劑與熱穩(wěn)定劑按一定比例混合,邊攪拌邊加入乳化劑,制成乳液;將水性PVC糊樹(shù)脂乳液放入攪拌機(jī),邊攪拌邊加入增塑劑、熱穩(wěn)定劑的水性乳液;繼續(xù)快速攪拌2小時(shí),然后低速攪拌、脫泡,制成水性PVC混合料乳液。水性PVC混合料乳液放置24小時(shí)后,通過(guò)浸漬成型工藝,制得一次性PVC手套。
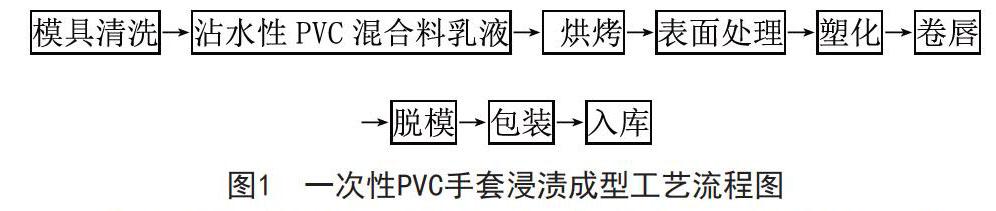
按以下工藝生產(chǎn)出PVC手套。沾料、烘干、塑化、表面處理、卷唇、冷卻、脫模、包裝入庫(kù)。
PVC糊樹(shù)脂水性乳液為糊樹(shù)脂生產(chǎn)廠家烘干前的產(chǎn)品。含水量為20%~80%。
將增塑劑、熱穩(wěn)定劑分別乳化;或者將增塑劑、熱穩(wěn)定劑按一定比例混合后乳化。邊攪拌邊加入乳化劑乳化;或者先加入乳化劑邊攪拌邊加入增塑劑、熱穩(wěn)定劑。所述增塑劑、熱穩(wěn)定劑的水性乳液為增塑劑、熱穩(wěn)定劑乳化成水性乳液[2]。
本文的增塑劑包括DOP、DBP、DINP、DOTP、DOA、DOS、DINCH等,也包括環(huán)氧脂肪酸類(lèi)、磷酸酯類(lèi)或烷基磺酸苯酯等其中的一種或幾種混合使用。
所述的穩(wěn)定劑為鈣、鋅、鋇或鋁的金屬皂。例如,硬脂酸鈣、硬脂酸鋅、硬脂酸鋇、硬脂酸鋁。進(jìn)一步,熱穩(wěn)定劑為液體鈣鋅穩(wěn)定劑、有機(jī)錫穩(wěn)定劑中的一種或幾種。
乳化劑為一種或多種復(fù)配。所用乳化劑選自烷基酚聚氧乙烯醚類(lèi)、脂肪醇聚氧乙烯醚及其類(lèi)似產(chǎn)品、苯乙基酚聚氧乙烯醚聚氧丙烯醚及其類(lèi)似產(chǎn)品、脂肪胺聚氧乙烯醚、脂肪酸環(huán)氧乙烷加成物、蓖麻油環(huán)氧乙烷加成物及其衍生物、多元醇脂肪酸酯及其環(huán)氧乙烷加成物、甘油為基本原料的非離子助劑、烷基苯磺酸鹽、烷基萘磺酸鹽、烷基磺酸鹽、烷基丁二酸酯磺酸鹽、烷基聯(lián)苯基醚磺酸鹽、萘磺酸甲醛縮合物等中的一種或幾種。
所述的水性PVC糊樹(shù)脂乳液,固含量為20%~60%。
所述水性PVC混合料乳液為增塑劑、熱穩(wěn)定劑乳化成水性乳液與水性PVC糊樹(shù)脂乳液等制備的混合物。
PVC混合料乳液制備方法為,增塑劑與熱穩(wěn)定劑按一定比例混合,邊攪拌邊加入乳化劑,制成乳液。將水性PVC糊樹(shù)脂乳液放入攪拌機(jī),邊攪拌邊加入增塑劑、熱穩(wěn)定劑的水性乳液。繼續(xù)快速攪拌2小時(shí),然后低速攪拌。自然脫泡或加入消泡劑脫泡或真空脫泡。制成的水性PVC混合料乳液。
水性PVC混合料乳液中PVC糊樹(shù)脂、增塑劑、熱穩(wěn)定劑質(zhì)量比為:PVC糊樹(shù)脂:增塑劑:熱穩(wěn)定劑=100:50~85:1~3
PVC手套成型工藝為:首先配置水性PVC混合料乳液,經(jīng)陶瓷手模在水性PVC混合料乳液中浸漬后,經(jīng)過(guò)100±20℃的烘烤,經(jīng)過(guò)200±30℃的塑化,得到一次性PVC手套[3]。
手套膜厚為0.04~0.12毫米。手套膜的拉伸強(qiáng)度大于10MPa,伸長(zhǎng)率大于300%。
本文的具體技術(shù)方案詳述如下:
(1)將增塑劑與熱穩(wěn)定劑按一定比例混合,邊攪拌邊加入乳化劑,制成乳液。
(2)將水性PVC糊樹(shù)脂乳液放入攪拌機(jī),邊攪拌邊加入增塑劑、熱穩(wěn)定劑的水性乳液。繼續(xù)快速攪拌2小時(shí),然后低速攪拌。自然脫泡或加入消泡劑脫泡或真空脫泡。制成的水性PVC混合料乳液。
(3)一種一次性PVC手套成型制備: 經(jīng)陶瓷手模水性PVC混合料乳液中浸漬后,經(jīng)過(guò)100±20℃的烘烤,經(jīng)過(guò)200±30℃的塑化,得到一次性PVC手套。手套膜厚為0.04-0.12毫米,手套膜的拉伸強(qiáng)度大于10MPa,伸長(zhǎng)率大于300%。
本文所采用的PVC手套生產(chǎn)工藝是建立在傳統(tǒng)PVC手套工藝方法之上,進(jìn)行不斷改良和完善,逐步形成一種環(huán)保、節(jié)能的PVC手套生產(chǎn)方法。在生產(chǎn)工藝上用水代替了降粘劑,拉伸強(qiáng)度由傳統(tǒng)的12MPa提高到了14MPa,拉伸率由傳統(tǒng)340%提高到了370%,這樣不僅節(jié)約了成本,降低了能耗,同時(shí)也解決了降粘劑對(duì)大氣的污染。
參考文獻(xiàn)
[1] 萬(wàn)輝.PPVC種子反應(yīng)釜設(shè)計(jì)[D].北京:北京化工大學(xué),2016.
[2] 劉學(xué)全.PVC手套生產(chǎn)工藝的節(jié)能研究[D].青島:青島科技大學(xué),2012.
[3] 王延利,張國(guó)鋒,肖娜.聚氯乙烯糊樹(shù)脂的生產(chǎn)方法及發(fā)展前景[J].河南化工,2013(1):21-24.