JB/T 3192.3—2019《弧齒錐齒輪銑齒機(jī) 第3部分:技術(shù)條件》標(biāo)準(zhǔn)解讀
2020-06-15 06:20:32本刊
2019年5月2日,工業(yè)和信息化部發(fā)布了JB/T 3192.3—2019《弧齒錐齒輪銑齒機(jī) 第3部分:技術(shù)條件》。本標(biāo)準(zhǔn)代替JB/T 3192.3—2006《弧齒錐齒輪銑齒機(jī) 第3部分:技術(shù)條件》,為修訂標(biāo)準(zhǔn)。主要起草單位為天津第一機(jī)床總廠、重慶機(jī)床 (集團(tuán))有限責(zé)任公司、陜西秦川機(jī)械發(fā)展股份有限公司。JB/T 3192.3—2019于2020年1月1日實(shí)施。
JB/T 3192.3—2019規(guī)定了搖臺(tái)式弧齒錐齒輪銑齒機(jī)設(shè)計(jì)、制造、檢驗(yàn)與驗(yàn)收的要求。適用于最大工件直徑100mm~1600mm的搖臺(tái)式弧齒錐齒輪銑齒機(jī)、數(shù)控?fù)u臺(tái)式弧齒錐齒輪銑齒機(jī)。
1 標(biāo)準(zhǔn)編制原則
JB/T 3192.3—2019內(nèi)容體現(xiàn)先進(jìn)性、前瞻性、合理性、可操作性;符合現(xiàn)行相關(guān)法律、法規(guī)、規(guī)章,與其保持一致;積極采用國(guó)際標(biāo)準(zhǔn)和先進(jìn)國(guó)家標(biāo)準(zhǔn);積極采用先進(jìn)技術(shù)和科技成果,并將其轉(zhuǎn)化到標(biāo)準(zhǔn)之中;在技術(shù)內(nèi)容設(shè)置上與相關(guān)國(guó)家標(biāo)準(zhǔn)或行業(yè)標(biāo)準(zhǔn)一致;按照GB/T 1.1—2009《標(biāo)準(zhǔn)化工作導(dǎo)則 第1部分:標(biāo)準(zhǔn)的結(jié)構(gòu)和編寫》等的規(guī)定進(jìn)行編寫。
2 標(biāo)準(zhǔn)修訂前后差異
JB/T 3192.3—2019與 JB/T 3192.3—2006相比,除編輯性修改外主要技術(shù)差異如下:
1)把范圍定為搖臺(tái)式弧齒錐齒輪銑齒機(jī)(見(jiàn)標(biāo)準(zhǔn)第1章);
2)增加了對(duì)數(shù)控機(jī)床的要求 (見(jiàn)第9章);
3)規(guī)定數(shù)控機(jī)床不檢驗(yàn)機(jī)床進(jìn)入工作位置的重復(fù)定位精度的檢驗(yàn) (見(jiàn)10.3,2006版該標(biāo)準(zhǔn) 9.3)。
3 解決的主要問(wèn)題
隨著市場(chǎng)需求的發(fā)展,對(duì)弧齒錐齒輪精度的要求不斷提高,因此造成了用戶對(duì)弧齒錐齒輪銑齒機(jī)精度的要求隨著提高。特別是近年隨著數(shù)控技術(shù)的發(fā)展,用戶對(duì)數(shù)控弧齒錐齒輪銑齒機(jī)的需求量增大,但現(xiàn)在執(zhí)行的弧齒錐齒輪銑齒機(jī)技術(shù)條件是2006年修訂的,當(dāng)時(shí)沒(méi)有將數(shù)控機(jī)床的要求納入標(biāo)準(zhǔn)。2006版標(biāo)準(zhǔn)由于標(biāo)齡過(guò)長(zhǎng)己經(jīng)不適應(yīng)新產(chǎn)品的發(fā)展。為了滿足技術(shù)發(fā)展和用戶的需求,急迫需要修訂該標(biāo)準(zhǔn),以適應(yīng)產(chǎn)品技術(shù)和市場(chǎng)的發(fā)展。這次修訂對(duì)數(shù)控機(jī)床提出了檢驗(yàn)要求,為制造和驗(yàn)收提出了依據(jù),滿足了用戶對(duì)機(jī)床發(fā)展的需要。
4 主要試驗(yàn) (或驗(yàn)證)情況分析
JB/T 3192.3—2019的技術(shù)內(nèi)容是結(jié)合弧齒錐齒輪銑齒機(jī)及數(shù)控弧齒錐齒輪銑齒機(jī)的結(jié)構(gòu)特點(diǎn)并參照GB/T 9061—2006《金屬切削機(jī)床通用技術(shù)條件》的要求確定的,其技術(shù)要求通過(guò)各制造廠和用戶的使用來(lái)驗(yàn)證。JB/T 3192.3—2019的內(nèi)容較為合理,能滿足當(dāng)前用戶的需求,可操作性強(qiáng)。
5 標(biāo)準(zhǔn)主要內(nèi)容
(1)一般要求
1)按本部分驗(yàn)收機(jī)床時(shí),還應(yīng)對(duì)GB 5226.1—2019《機(jī)械電氣安全 機(jī)械電氣設(shè)備
第1部分:通用技術(shù)條件》、GB/T 9061—2006《金屬切削機(jī)床 通用技術(shù)條件》、GB/T 23570—2009《金屬切削機(jī)床焊接件 通用技術(shù)條件》、GB/T 25373—2010《金屬切削機(jī)床裝配通用技術(shù)條件》、GB/T 25376—2010《金屬切削機(jī)床 機(jī)械加工件通用技術(shù)條件》中未經(jīng)JB/T 3192.3—2019具體化的有關(guān)項(xiàng)目進(jìn)行檢驗(yàn)。
2)驗(yàn)收機(jī)床時(shí),按 GB/T 25372—2010《金屬切削機(jī)床 精度分級(jí)》規(guī)定的Ⅴ級(jí)精度機(jī)床的要求檢驗(yàn)。
(2)附件和工具
1)機(jī)床應(yīng)隨行供應(yīng)表1所列附件和工具。
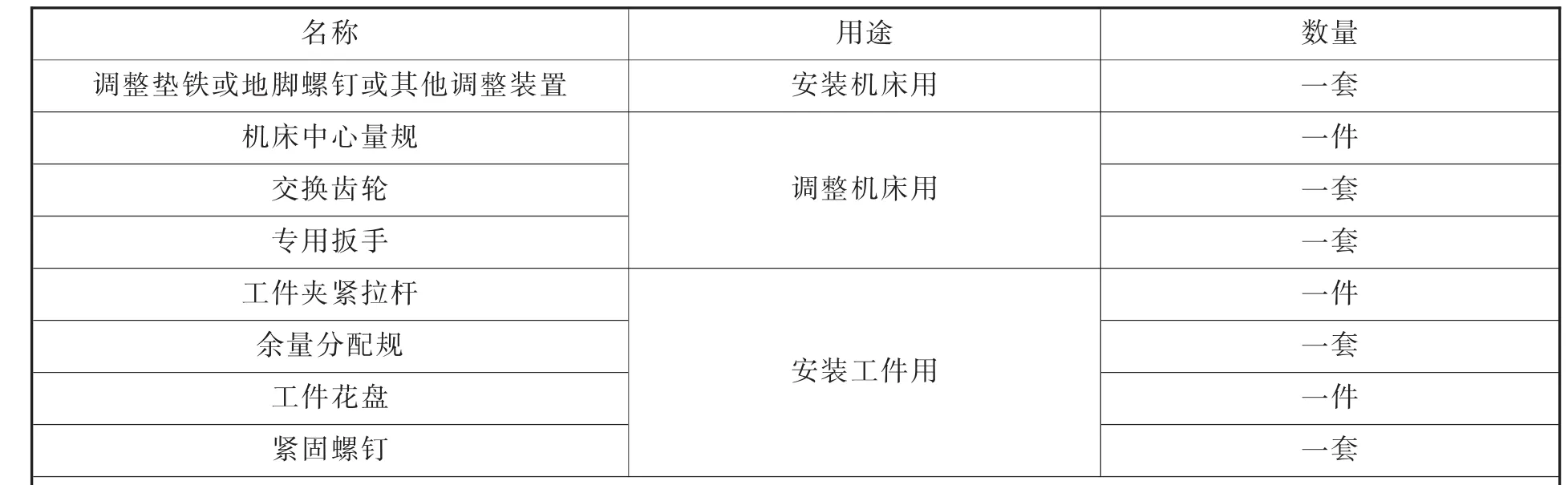
表1 附件與工具
2)擴(kuò)大機(jī)床性能的特殊附件,可根據(jù)用戶要求按協(xié)議供應(yīng)。
(3)安全衛(wèi)生
1)機(jī)床的安全防護(hù)應(yīng)符合GB 15760—2004《金屬切削機(jī)床 安全防護(hù)通用技術(shù)條件》、GB 5226.1—2019《機(jī)械電氣安全 機(jī)械電氣設(shè)備 第1部分:通用技術(shù)條件》的規(guī)定;
2)操作手輪、手柄離地面的高度按GB 15760—2004中的規(guī)定考核,手輪、手柄均按“僅調(diào)整時(shí)使用”手輪、手柄的要求考核;
3)觀察讀數(shù)的測(cè)量裝置,其讀數(shù)機(jī)構(gòu)的安裝高度均按 “不經(jīng)常使用”的讀數(shù)機(jī)構(gòu)的要求考核;
4)機(jī)床各移動(dòng)部件間的導(dǎo)軌副容易被塵屑磨損的部位應(yīng)有防護(hù)裝置。
5)手輪、手柄的操縱力不應(yīng)超過(guò)160N,手輪、手柄的操縱力在行程范圍內(nèi)應(yīng)均勻;
6)機(jī)床的空運(yùn)轉(zhuǎn)噪聲聲壓級(jí)不應(yīng)超過(guò)83dB(A)。機(jī)床運(yùn)轉(zhuǎn)時(shí),不應(yīng)有異常的尖叫聲、沖擊聲。
(4)加工和裝配質(zhì)量
1)機(jī)械加工件、焊接件應(yīng)符合圖樣、工藝文 件 及 GB/T 25376—2010、 GB/T 23570—2009等的有關(guān)規(guī)定。機(jī)床的裝配應(yīng)符合GB/T 25373—2010的有關(guān)規(guī)定。
2)機(jī)床灰鑄鐵件應(yīng)符合JB/T 3997—2011《金屬切削機(jī)床灰鑄鐵件 技術(shù)條件》的規(guī)定。
3)分度蝸輪、搖臺(tái)蝸輪、搖臺(tái)座 (包括搖臺(tái)蓋和搖臺(tái)支架)、分度蝸桿箱、搖臺(tái)蝸桿箱、床身、床鞍、回轉(zhuǎn)板、立柱、工件主軸箱、搖臺(tái)鼓輪、偏心鼓輪、驅(qū)動(dòng)箱、刀轉(zhuǎn)體、刀傾體、滾切傳動(dòng)箱等為重要鑄件,應(yīng)在粗加工后進(jìn)行時(shí)效(熱時(shí)效、振動(dòng)時(shí)效或其他)處理。
4)床身與床鞍 (或搖臺(tái)座)導(dǎo)軌副、搖臺(tái)座與搖臺(tái)鼓輪圓形導(dǎo)軌副為重要導(dǎo)軌副,應(yīng)采取與壽命相適應(yīng)的耐磨措施。
5)刀具主軸、搖臺(tái)蝸桿副、分度蝸桿副、分度滾切傳動(dòng)鏈中的錐齒輪、圓柱齒輪等主要零件應(yīng)采取與壽命相適應(yīng)的耐磨措施。
6)下列結(jié)合面按 GB/T 25376—2010和GB/T 25373—2010中規(guī)定的 “重要固定結(jié)合面”的要求考核:
①驅(qū)動(dòng)箱與搖臺(tái)座之間的結(jié)合面;
②中心支架與回轉(zhuǎn)板及曲臂 (或回轉(zhuǎn)板與機(jī)床中心軸)之間的結(jié)合面;
③分度滾切傳動(dòng)鏈中各中、小箱體、托架、支架等與床身和各部件殼體之間的結(jié)合面。
7)下列結(jié)合面按 GB/T 25376—2010和GB/T 25373—2010中規(guī)定的 “特別重要固定結(jié)合面”的要求考核:
①搖臺(tái)蓋與搖臺(tái)支架之間的結(jié)合面;
②搖臺(tái)座與床身之間的結(jié)合面;
③前、后床身之間的結(jié)合面;
④工件箱主軸上、下軸瓦之間的結(jié)合面。
8)床身與床鞍 (或搖臺(tái)座)的導(dǎo)軌面應(yīng)按GB/T 25376—2010和GB/T 25373—2010中規(guī)定的 “滑 (滾)動(dòng)導(dǎo)軌”的要求考核。
9)床鞍與回轉(zhuǎn)板、回轉(zhuǎn)板與立柱、立柱與工件箱的導(dǎo)軌面應(yīng)按GB/T 25376—2010和GB/T 25373—2010中規(guī)定的 “移置導(dǎo)軌”的要求考核。
10)搖臺(tái)座和搖臺(tái)鼓輪圓形導(dǎo)軌副的接觸要求,可按零件尺寸,形位公差及表面粗糙度三項(xiàng)要求作為驗(yàn)收依據(jù)。
11)帶刻度裝置的手輪、手柄反向空行程量不應(yīng)超過(guò)1/2r。
12)機(jī)床清潔度的檢測(cè)按GB/T 25374—2010《金屬切削機(jī)床 清潔度的測(cè)量方法》規(guī)定的方法檢驗(yàn),一般用目測(cè)、手感法檢查。搖臺(tái)和工件箱內(nèi)部的清潔度 (抽查)采用重量法進(jìn)行檢測(cè)時(shí),其清潔度限值不應(yīng)超過(guò)表2的規(guī)定。
液壓、潤(rùn)滑系統(tǒng)的清潔度 (抽查):在機(jī)床開(kāi)車運(yùn)行30min后,立即在液壓系統(tǒng) (或潤(rùn)滑系統(tǒng))回油處取樣,一般不少于200mL,其雜質(zhì)、污物不應(yīng)超過(guò)200mg/L。
(5)機(jī)床的空運(yùn)轉(zhuǎn)試驗(yàn)要求
1)運(yùn)轉(zhuǎn)試驗(yàn)
按表3的規(guī)定進(jìn)行整機(jī)空運(yùn)轉(zhuǎn)試驗(yàn),運(yùn)轉(zhuǎn)過(guò)程中各機(jī)構(gòu)應(yīng)工作正常。
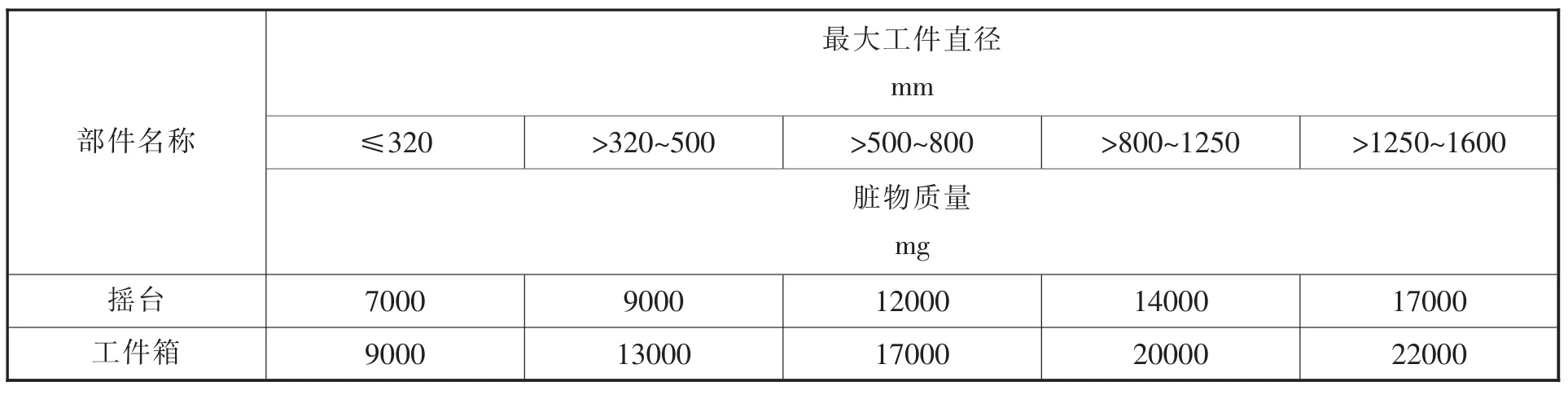
表2 臟物質(zhì)量限值

表3 空運(yùn)轉(zhuǎn)時(shí)間
2)溫升試驗(yàn)
①機(jī)床刀盤主軸作低、中、高速運(yùn)轉(zhuǎn),高速運(yùn)轉(zhuǎn)時(shí)間≥1h,使主軸軸承達(dá)到穩(wěn)定溫度后,測(cè)量主軸軸承的溫度和溫升,其值不超過(guò)表4的規(guī)定。

表4 軸承溫度及溫升℃
②液壓系統(tǒng)應(yīng)在額定工作壓力下連續(xù)運(yùn)轉(zhuǎn),當(dāng)油液達(dá)到穩(wěn)定溫度后,測(cè)量油液的溫度和溫升,其溫度不超過(guò)60℃,溫升不超過(guò)30℃。
3)動(dòng)作試驗(yàn)
機(jī)床動(dòng)作試驗(yàn)一般包括下列內(nèi)容:
①用中速對(duì)刀盤主軸進(jìn)行連續(xù)起動(dòng)、停止及點(diǎn)動(dòng)各五次,檢查動(dòng)作的靈活和可靠;
②按動(dòng) “前進(jìn)”和 “后退”按鈕,使床鞍(或搖臺(tái)座)快速移動(dòng),連續(xù)試驗(yàn)五次,檢查動(dòng)作的靈活和可靠;
③扳動(dòng)液壓操縱手柄,分別使工件夾緊、床鞍 (或搖臺(tái)座)前進(jìn)到切削位置和床鞍 (或搖臺(tái)座)后退、工作放松,連續(xù)試驗(yàn)五次,檢查動(dòng)作的協(xié)調(diào)和可靠。
4)空運(yùn)轉(zhuǎn)功率試驗(yàn) (抽查)
在刀具主軸以中等速度進(jìn)行整機(jī)空運(yùn)轉(zhuǎn)時(shí),測(cè)量機(jī)床空運(yùn)轉(zhuǎn)功率,其空運(yùn)轉(zhuǎn)功率不應(yīng)超過(guò)設(shè)計(jì)規(guī)定。
5)整機(jī)連續(xù)空運(yùn)轉(zhuǎn)試驗(yàn)
在機(jī)床以中速模擬工作狀態(tài)運(yùn)轉(zhuǎn)時(shí),進(jìn)行整機(jī)連續(xù)空運(yùn)轉(zhuǎn)試驗(yàn),機(jī)械控制機(jī)床空運(yùn)轉(zhuǎn)時(shí)間≥8h,數(shù)控機(jī)床空運(yùn)轉(zhuǎn)時(shí)間≥48h。在空運(yùn)轉(zhuǎn)過(guò)程中,各部分工作應(yīng)正常,運(yùn)行應(yīng)平穩(wěn)。各項(xiàng)功能、性能應(yīng)可靠,不應(yīng)出現(xiàn)故障。各次循環(huán)之間的休止時(shí)間不應(yīng)超過(guò)1min。當(dāng)出現(xiàn)異常或故障時(shí)應(yīng)查明原因并加以排除,然后重新進(jìn)行試驗(yàn)。
(6)機(jī)床的負(fù)荷試驗(yàn)
1)機(jī)床采用切削方法進(jìn)行負(fù)荷試驗(yàn),其切削條件及規(guī)范由設(shè)計(jì)規(guī)定,使機(jī)床達(dá)到最大功率(抽查);
2)定型生產(chǎn)的機(jī)床按設(shè)計(jì)規(guī)定的切削條件和規(guī)范進(jìn)行負(fù)荷切削試驗(yàn)。
(7)機(jī)床的最小設(shè)定單位檢驗(yàn)
1)試驗(yàn)方法
先以快速使坐標(biāo)上的運(yùn)動(dòng)部件向正 (或負(fù))向移動(dòng)一段距離,停止后,向同方向給出若干最小設(shè)定單位的指令,再停止,以此位置做基準(zhǔn)。每次給出一個(gè)最小設(shè)定單位的指令,向同方向移動(dòng),連續(xù)移動(dòng)20個(gè)單位的距離,測(cè)量各個(gè)指令的停止位置。從上述的最終測(cè)量位置,再繼續(xù)向同方向給出若干個(gè)最小設(shè)定單位的指令,停止后,向負(fù) (或正)向給出若干個(gè)最小設(shè)定單位的指令,使其約回到最終測(cè)量的位置 (這些若干個(gè)最小設(shè)定單位指令不做測(cè)量)。然后從最終測(cè)量位置開(kāi)始,每次給出一個(gè)最小設(shè)定單位的指令,繼續(xù)向負(fù) (或正)向移動(dòng),約返回到基準(zhǔn)位置,測(cè)量各指令的停止位置 (見(jiàn)圖1)。
至少在行程的中間及靠近兩端的三個(gè)位置分別進(jìn)行測(cè)量。
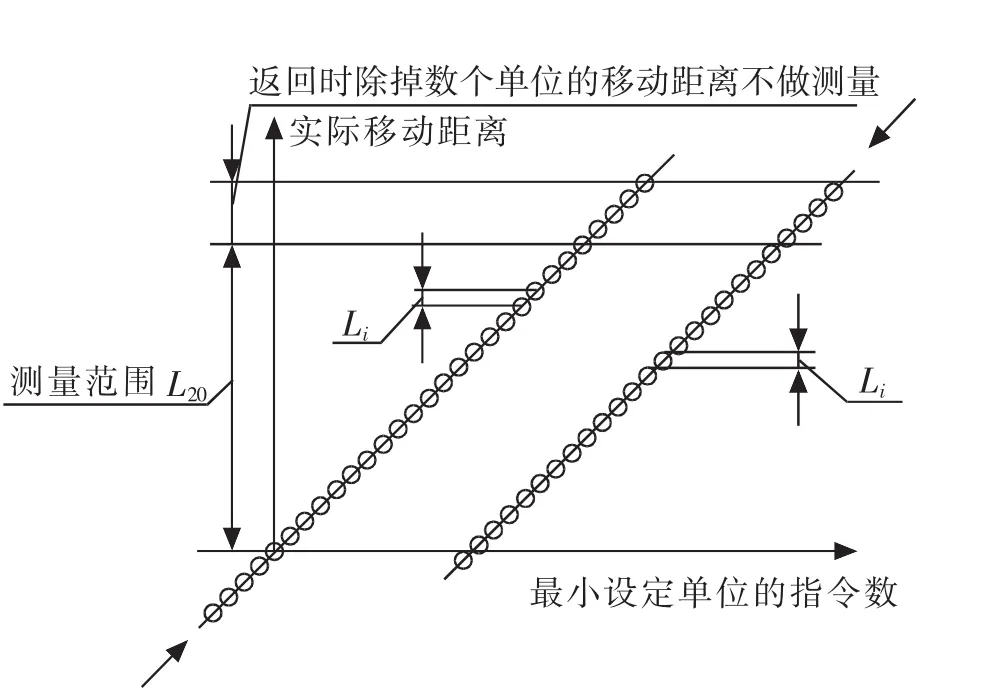
圖1
2)誤差計(jì)算方法
誤差計(jì)算方法如下:
Li——相鄰位置間的距離,單位為毫米 (mm);
m——最小設(shè)定單位量,單位為毫米 (mm)。
②最小設(shè)定單位相對(duì)進(jìn)給誤差為: (L20-20m)/20m×100%,式中:
L20——20個(gè)最小設(shè)定單位移動(dòng)的總距離,單位為毫米 (mm)。
3)允差
按設(shè)計(jì)要求,對(duì)相關(guān)直線軸坐標(biāo)進(jìn)行最小設(shè)定單位檢驗(yàn),最小設(shè)定單位進(jìn)給誤差不超過(guò)6μm,最小設(shè)定單位相對(duì)進(jìn)給誤差不應(yīng)超過(guò)規(guī)定值的±25% (本項(xiàng)檢驗(yàn)僅適用于數(shù)控機(jī)床)。
(8)機(jī)床的精度檢驗(yàn)
1)機(jī)床的幾何精度和工作精度檢驗(yàn)應(yīng)符合JB/T 3192.2—2019《弧齒錐齒輪銑齒機(jī) 第2部分:精度檢驗(yàn)》的規(guī)定。
2)機(jī)床工作精度檢驗(yàn)時(shí),試件的齒面表面粗糙度R a最大允許值為3.2μm。
3)機(jī)床的床鞍 (或搖臺(tái)座)進(jìn)入工作位置的重復(fù)定位精度的檢驗(yàn)應(yīng)連續(xù)測(cè)量七次,重復(fù)定位精度的誤差不應(yīng)超過(guò)0.02mm,誤差以任意兩次讀數(shù)代數(shù)差的最大值計(jì) (數(shù)控機(jī)床不驗(yàn)此項(xiàng))。
(9) 包裝
1)機(jī)床在包裝前,應(yīng)按相關(guān)規(guī)定進(jìn)行防銹處理;
2)出廠的機(jī)床包裝箱內(nèi),應(yīng)提供一套隨行技術(shù)文件;
3)機(jī)床的包裝應(yīng)符合 JB/T 8356—2016《機(jī)床包裝 技術(shù)條件》的規(guī)定。
6 預(yù)期達(dá)到的社會(huì)效益、對(duì)產(chǎn)業(yè)發(fā)展的作用等情況
隨著機(jī)械行業(yè)對(duì)齒輪精度的要求越來(lái)越高,及數(shù)控機(jī)床的快速發(fā)展,數(shù)控弧齒錐齒輪銑齒機(jī)現(xiàn)在的發(fā)展很快,屬戰(zhàn)略型新興產(chǎn)業(yè)培育中新技術(shù)產(chǎn)品,但由于以前的弧齒錐齒輪銑齒機(jī)沒(méi)有對(duì)數(shù)控弧齒錐齒輪銑齒機(jī)的要求,所以修訂本部分,為制造廠及用戶提供一個(gè)可靠的檢驗(yàn)依據(jù),填補(bǔ)了金屬切削機(jī)床中數(shù)控弧齒錐齒輪銑齒機(jī)行業(yè)標(biāo)準(zhǔn)的空白。
 機(jī)械工業(yè)標(biāo)準(zhǔn)化與質(zhì)量2020年4期
機(jī)械工業(yè)標(biāo)準(zhǔn)化與質(zhì)量2020年4期
- 機(jī)械工業(yè)標(biāo)準(zhǔn)化與質(zhì)量的其它文章
- 2020年度機(jī)械工業(yè)基礎(chǔ)標(biāo)準(zhǔn)情報(bào)網(wǎng)技術(shù)服務(wù)費(fèi)交納辦法
- 持續(xù)改善,確保安全生產(chǎn)標(biāo)準(zhǔn)化良好績(jī)效
- 淺議SPC數(shù)據(jù)分析在質(zhì)量管控中的運(yùn)用
- 產(chǎn)品生命周期管理標(biāo)準(zhǔn)化及其應(yīng)用
- 核電項(xiàng)目地腳螺栓標(biāo)準(zhǔn)問(wèn)題探討
- 《國(guó)家標(biāo)準(zhǔn)、行業(yè)標(biāo)準(zhǔn)、部標(biāo)準(zhǔn)、專業(yè)標(biāo)準(zhǔn)作廢代替對(duì)照目錄(2019)》出版發(fā)行