中間法蘭電桿半自動焊接工作站的設計
2020-06-08 12:02:48杜榮來艾尚江斯圣斌何幼根蔣國文
建材世界 2020年2期
杜榮來,艾尚江,斯圣斌,何幼根,蔣國文
(中建材輕工業自動化研究所有限公司,杭州310015)
隨著電網建設的不斷發展,對環形混凝土電桿的高度和承載的要求都在不斷提高。為了方便安裝和運輸,在鐵路干線、城區和山區等處的供電線路上,法蘭盤連接的分段環形混凝土電桿的用量逐步增多[1],因此廠家的生產規模逐步擴大,對產量和質量都提出了較高的要求。目前中間法蘭電桿的法蘭和鋼筋骨架焊接仍以人工焊接為主,工作量大。人工焊接難以保證一致性和質量的穩定性,熟練的焊接工人需求量增大,導致工廠生產成本提高。因此需要在降低成本的同時保證焊接質量,中間法蘭電桿半自動焊接工作站應運而生。
中間法蘭電桿包括桿體和法蘭盤。桿體包括電桿骨架和包裹電桿骨架的混凝土層,電桿骨架包括多根軸向主鋼筋及連接軸向主筋的加強筋。焊接時將電桿鋼筋骨架與法蘭連接圈的外表面焊接,然后澆筑混凝土[2],焊接工作站的主要工作內容就是完成電桿骨架和法蘭盤的焊接。工人將法蘭盤放入法蘭盤夾緊機構進行定位和夾緊,然后控制龍門吊機將鋼筋骨架送入焊接工作站,依靠可移動的焊接支撐架支撐,通過鋼筋骨架夾緊機構進行定位和夾緊,然后機器人焊接臂根據程序完成焊接,最后將焊接完成的電桿半成品轉移。整個過程只需要一個工人完成,減少了人工成本,保證了焊接質量和穩定性。
1 總體設計方案
焊接工作站主要由焊接支撐裝置、焊接輔助裝置、焊接裝置三個部分組成,焊接支撐裝置通過螺栓固定在地面上,可以調節高度,用于鋼筋骨架支撐及輔助定位,通過橫向移動來進行上料、送料及卸料;焊接輔助裝置主要用于法蘭盤定位和夾緊、鋼筋骨架定位和夾緊以及焊接時旋轉以配合機器人焊接臂進行定位;焊接裝置主體是焊接機器人,通過人工輔助控制完成全部焊接工作,焊接裝置也包含必要的防護裝置,即防撞欄和焊接防護欄。整個焊接工作站包含1套焊接裝置,2套焊接輔助裝置以及6套焊接支撐裝置,整體布局以焊接裝置為中心,左右兩側對稱分布。
焊接工作站的布局方便雙線操作,只需一個操作工人,將鋼筋骨架和法蘭盤安放到位后機器人自動進行焊接,與此同時工人可以在另一側吊放第二套鋼筋骨架和法蘭盤,待左側焊接完成后操作機器人進行右側焊接,然后可以操作吊床將焊接完成的鋼筋骨架和法蘭盤卸料至半成品區。如此往復作業,提高生產效率,如中間焊接有任何問題都可以暫停調整。焊接機器人需要提前完成焊接路線編制,避免生產時反復調整影響效率。在更換鋼筋骨架和法蘭盤的規格時,要提前調整好焊接支撐架的高度和法蘭盤定位、夾緊部件的安裝位置,并設置好機器人焊接參數,避免生產時因準備工作不完善而導致生產停滯。
2 焊接支撐裝置
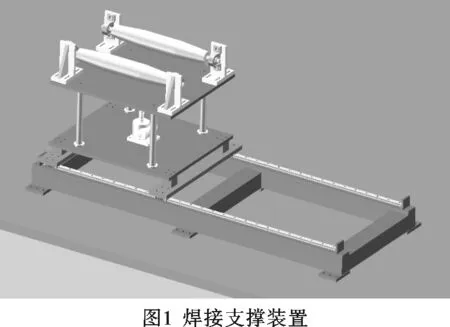
焊接支撐裝置包括兩列直線分布的共6套直線導軌支撐平臺,布置生產線時通過化學螺栓將導軌基座固定在提前測量標記好的位置上,導軌基座上焊接有調節板,通過調節螺栓將導軌平面調至水平,并初步調節基座高度。生產時,操作工操作龍門吊機將鋼筋骨架吊放到支撐平臺上,前端注意留出適當的焊接距離,以免鋼筋骨架送入焊接輔助裝置時導軌行程不足。然后操作工推動整個支撐平臺在直線導軌上移動,將鋼筋骨架送入焊接定位裝置內進行焊接。支撐平臺上與鋼筋骨架接觸的是兩個滾輪,如卡爪卡不到位可旋轉鋼筋骨架進行調整。支撐平臺可以通過絲桿升降減速機調整高度,通過直線導軌移動位置,作為焊接前和焊接后的輔助設備,支撐架如圖1所示。
這部分裝置結構較為簡單,維護也比較方便。安裝時注意基座整體與地面水平,并保證同一列三個支撐平臺處于同一直線位置上,防止鋼筋骨架錯位。同時注意兩個支撐導輪的軸承潤滑維護,避免焊接時鋼筋骨架轉動卡滯。在吊放鋼筋骨架時先將同一列的支撐平臺通過絲桿升降機調整至高度基本相同,吊放鋼筋骨架后調整高度使鋼筋骨架中心基本與焊接輔助裝置中心對正,然后推動平臺將鋼筋骨架送入焊接輔助裝置進行焊接。
3 焊接輔助裝置
焊接輔助裝置包含鋼筋骨架定位夾緊裝置和法蘭盤定位夾緊裝置。法蘭盤定位夾緊裝置通過一個連接座與減速機固定,減速機通過減速機固定座固定在安裝基座上,后部連接伺服電機,由伺服電機驅動旋轉。法蘭盤定位夾緊裝置通過3根撐桿與鋼筋骨架定位夾緊裝置相連,裝配時要保證兩個固定盤中心對正(允許有一定的誤差),生產時法蘭盤定位夾緊裝置和鋼筋骨架定位夾緊裝置同步轉動進行焊接,結構如圖2 所示。由于整個產品焊接工藝的要求,轉動的精度及速度要求都不是特別高,所以用了開環伺服系統,控制簡單,容易操作[3],如果有需要也可以升級為閉環控制。定位夾緊采用了氣動裝置,成本較低,對環境適應性強,依靠氣動控制就能完成快速定位和夾緊[4]。法蘭盤定位夾緊裝置下設置有一個軸承支撐架,用于裝置的輔助支撐,同時可以用于焊接回路連接。
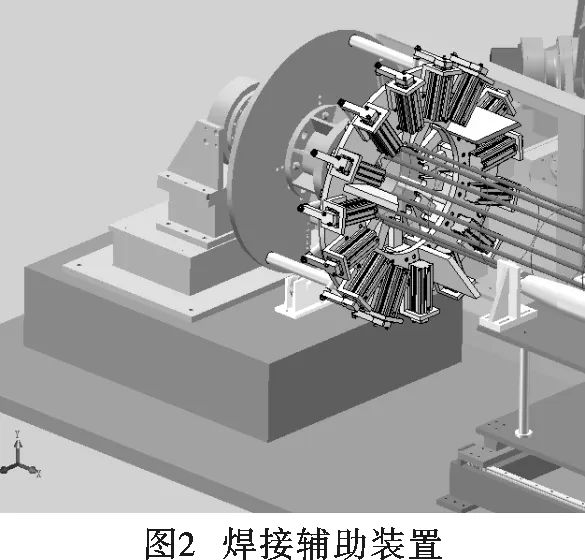
焊接輔助裝置是整個焊接工作站的第二核心,雖然機械結構簡單,但是仍有許多要注意的地方。安裝時基座不能直接安裝在地面上,要有一個底座,也需要用水平儀測試基座平面是否與底面水平,這影響到鋼筋骨架和法蘭盤的焊接質量,基座固定后還需要確定法蘭盤固定裝置的安裝盤平面是否與底面垂直(允許有小角度誤差),避免因安裝不到位導致生產出的半成品質量不達標。底部的軸承支撐架用于輔助支撐,因裝置旋轉需要,有兩個軸承與法蘭盤定位夾緊裝置接觸,底部與焊機接地端相連保證焊接回路,該支撐裝置是為了分擔減速機所受的剪切力,減緩因前端過重而產生的角度變化,延長裝置的使用壽命。
3.1鋼筋骨架定位夾緊裝置
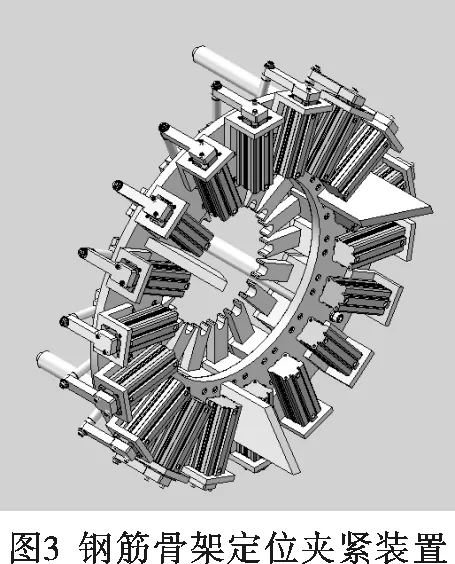
該部分由一個圓盤上均勻分布15個(或者18個,由鋼筋骨架規格決定)氣動卡爪組件,圓盤分大小兩種規格(依據鋼筋骨架是18根還是15根確定),卡爪前端是V 形槽,可以夾緊不同粗細規格的鋼筋,卡爪由氣缸帶動可以實現對鋼筋骨架的定位及夾緊,結構如圖3所示。鋼筋骨架經由工人操作送入裝置中,通過伸出部分卡爪進行預定位,工人調整好鋼筋骨架位置后全部卡爪伸出夾緊,焊接時隨同法蘭盤夾緊裝置同步轉動,焊接完成后復位取出焊接半成品。
這一裝置依靠氣缸帶動卡爪,氣缸行程較長,正常狀態下氣缸全部是收回狀態,在送入鋼筋骨架后通過旋鈕控制一次定位,人工調節鋼筋骨架位置,使部分卡爪先將鋼筋骨架卡主,然后伸出全部卡爪進行二次夾緊,這一部分對鋼筋骨架的焊接質量有一定的要求,如果鋼筋骨架圓周均布誤差較大則會導致部分卡爪卡不到鋼筋上,所以鋼筋骨架的焊接質量也需要保證,不過卡爪定位比較靈活,個別焊接較小的偏差可以通過人工撬動進入卡爪V 形槽內,只要保證全部鋼筋對應卡入V 形槽內,焊接時就能保證鋼筋在法蘭盤上的均布。
3.2 法蘭盤定位夾緊裝置
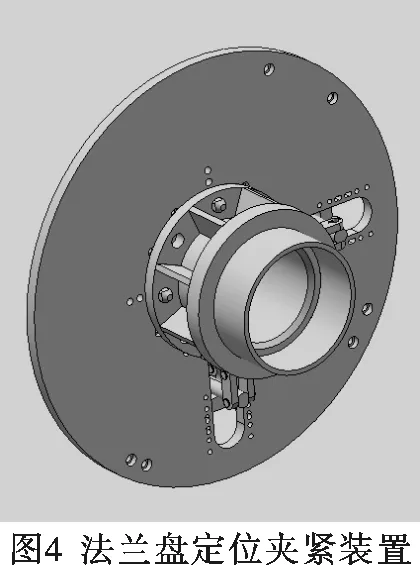
該部分由安裝盤、法蘭定位柱銷和氣缸夾爪組成。通過將法蘭盤底部孔與法蘭定位柱銷配合完成法蘭盤定位。通過氣缸夾爪夾緊法蘭盤,在安裝盤上設有不同規格的安裝孔位。通過變更柱銷與夾爪安裝位置來適應不同尺寸規格的法蘭盤。與鋼筋骨架定位夾緊裝置的支撐桿位置也開設了不同孔位,適應不同規格的鋼筋骨架焊接。結構如圖4所示。
法蘭盤的定位固定,兩個柱銷裝配好后在同一圓周上,成90°角,對應法蘭盤底面上的孔位,工人需將法蘭盤移至兩個裝置之間,從撐桿留出的空位處將法蘭盤底面上的孔對正柱銷放置,法蘭盤底面緊貼固定盤后按動夾緊按鈕,氣缸推動夾爪夾緊法蘭盤。法蘭盤和鋼筋骨架的定位夾緊裝置通過3根撐桿連接,但是并非均布,根據鋼筋骨架定位夾緊裝置的規格設有兩種安裝位置,均在裝置的外側預留出了足夠的空位以便放入法蘭盤,復位狀態下該空位朝向外側,工作中如果需要調整則需要先復位才有足夠的操作空間。
4 焊接裝置
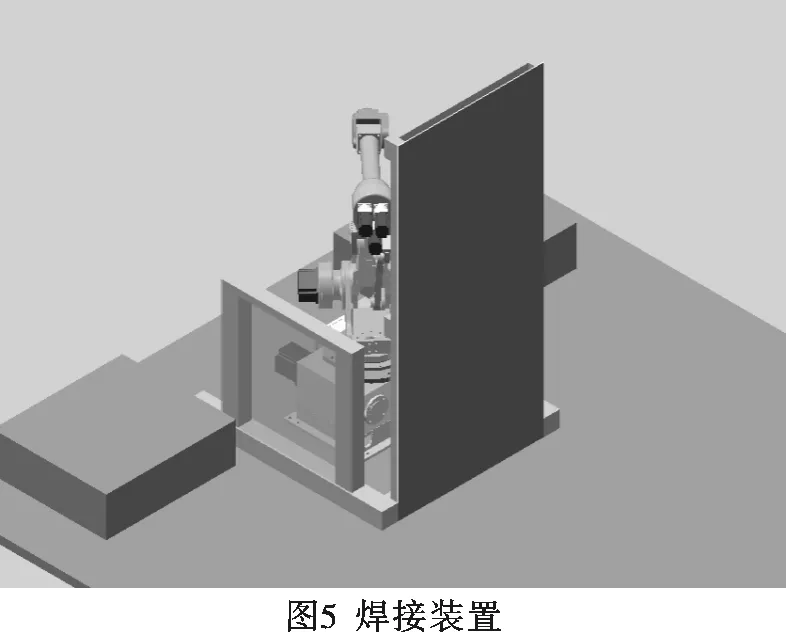
目前應用于實際生產中的機器人仍以示教再現型為主,該類機器人對焊接過程中的環境變化和不確定干擾不具有自適應能力[5]。因此,為了更好的滿足生產要求,采用了嵌入式系統,它具有小型、專用、易攜帶、可靠性高的特點,能滿足信息的輸入和對控制系統的干預等工作[6],便于對焊接工藝進行調整以適應不同的焊接要求。由人工調整焊接工藝,生產時機器人重復工作即可。機器人前方設有必要的防護欄,防止在操作龍門吊機吊放鋼筋骨架時與焊接設備相撞,在機器人兩側設有可升降的焊接防護欄,在焊接時可對另一側的工人做出防護,如圖5所示。
焊接機器人可以根據具體的使用環境選擇具體的操控方式,工人在操作機器人之前需要經過培訓。機器人需要定期維護,關注焊接質量,及時對焊接工藝進行調整改進。因機器人的焊接重復性比較好,焊接的質量基本穩定,如有焊接質量問題也容易查找原因。
5 設備調試與控制
整個焊接工作站硬件包含機械和電氣控制部分。機械部分包含上述的三塊主要設備,在使用時因需要龍門吊機吊放鋼筋骨架,對工人的安全意識一定要培訓到位,操作時周圍不允許其他人走動,避免發生意外。同時工人對整套裝置的可操作部位也需要了解,使用前檢查焊接工作站機械裝置狀態,由專人檢查電氣控制部分狀態,確認狀況良好后再進行調試工作。調試工作從頭到尾進行,從焊接輔助裝置開始調試,包括確認基座水平;確認固定盤與地面垂直;確定柱銷固定牢固;確保夾爪縮回角度足夠大(夾爪縮回角度較小時法蘭盤無法放到位);確認鋼筋卡爪潤滑良好,伸縮不卡滯;確認鋼筋卡爪伸縮到位;確定支撐架基座水平;確定絲桿升降機正常工作;確定導輪軸承潤滑良好,轉動靈活;確定直線導軌滑塊潤滑良好,移動靈活;確定同一列三個支撐裝置安裝在同一直線上,調整同一列三個支撐平臺高度基本相同,機械設備調試工作完成后進行焊接調試。
工作調試需要看好急停按鈕,如有意外立即停止工作。工人按生產步驟進行上料、送料,將法蘭盤對正柱銷放置到法蘭盤定位夾緊裝置內,按下按鈕控制伸出夾爪夾緊,吊放鋼筋骨架時注意安全,吊放到支撐平臺上之后,調整高度使鋼筋骨架中心基本與焊接輔助裝置的中心對正,再將鋼筋骨架送入焊接輔助裝置內,旋轉并推動鋼筋骨架使法蘭盤焊接位進入鋼筋骨架內,轉動旋鈕進行一次定位,如有偏離可用撬棒將鋼筋推入卡爪,定位完成后繼續轉動旋鈕進行二次夾緊,檢查確保每一根鋼筋都卡入卡爪內,完成上料送料工作。工人繼續操作控制焊接機器人進行焊接,按照預設好的路線進行焊接,中間通過暫停機器人檢查焊接質量,也可以在焊接過程中通過防護鏡觀察焊接情況。焊接完成后松開夾爪,縮回卡爪,拉出焊接半成品,檢查焊接位置,如有不合格則進行人工補焊,并分析原因,如果是機器人焊接不到位則調整焊接程序,如果是因為焊接工藝問題則進行改進,確認無誤后則可投入生產。
電氣控制部分主要包含伺服電機旋轉控制、氣動系統控制和機器人控制。氣動系統控制因全部由人工操作,可以獨立。焊接時伺服電機控制旋轉變更焊接位置,所以要與焊接機器人控制系統配合。機器人控制采用嵌入式控制系統,人工調整好焊接路線后自動運行。控制系統可以根據需求進行改進與升級。
6 結 語
中間法蘭電桿半自動焊接工作站是工廠走向自動化生產的重要一步,它減輕了對專業焊接工人技能水平的依賴,降低了人工焊接經驗對質量的影響,通過機器人焊接能保證穩定的焊接質量,減少了人工成本。可以通過對機器人焊接的檢測和觀察,對焊接工藝進行改進,提高產品質量,并可以通過對硬件的改進和控制系統的升級實現更多功能。工廠生產的自動化、智能化作為未來相當長一段時間的發展趨勢,類似的自動和半自動生產線將會越來越多,功能也會越來越豐富。
