油套管鑄造陽極防CO2 腐蝕工藝實(shí)驗(yàn)研究
2020-06-07 12:35:40吳保玉張新發(fā)
石油化工應(yīng)用 2020年5期
關(guān)鍵詞:實(shí)驗(yàn)
吳保玉,張新發(fā),郭 亮
(1.川慶鉆探工程有限公司工程技術(shù)研究院,陜西西安 710018;2.低滲透油氣田勘探開發(fā)國家工程實(shí)驗(yàn)室,陜西西安 710018)
今年來隨深井、超深井?dāng)?shù)量增多,油氣田開發(fā)條件日益嚴(yán)峻,尤其是西北地區(qū)的深井地層壓力和溫度偏高,且高礦化度地層水中富含CO2、H2S 等溶解性腐蝕氣體。此惡劣工況加速套管腐蝕,套損井?dāng)?shù)量逐年增加,影響正常生產(chǎn)同時(shí)造成巨大的經(jīng)濟(jì)損失[1]。實(shí)踐證明,針對腐蝕造成的套損問題,采用犧牲陽極陰極保護(hù)措施,在套管外表面合理布置陽極材料,通過陽極溶解消耗持續(xù)輸出電流,可有效減緩腐蝕[2]。經(jīng)前期室內(nèi)試驗(yàn)論證,將陽極材料熔煉后通過模具分段澆鑄在套管外壁,形成“手鐲”式陽極環(huán),使陽極材料能夠與套管外壁緊密連接,增強(qiáng)導(dǎo)電性能,利于電流傳輸,通過由外到內(nèi)的均勻溶解實(shí)現(xiàn)對套管外壁,尤其是高溫深井段套管的長效保護(hù)。在對套管實(shí)施鑄造過程中,通過紅外測量套管溫度變化,發(fā)現(xiàn)受澆鑄液熱傳導(dǎo)影響,套管會快速升溫并在模具中保溫一定時(shí)間直至開模后空冷至室溫[1,2]。其過程實(shí)質(zhì)是對碳鋼材質(zhì)的一次非標(biāo)準(zhǔn)化二次回火熱處理,會影響其機(jī)械性能[3];為降低傳熱對套管基體性能影響,同時(shí)還要防止低溫造成陽極合金元素的不熔和偏析而影響其組織結(jié)構(gòu)和電化學(xué)性能。通過合理設(shè)計(jì)實(shí)驗(yàn),輔助機(jī)械性能測試、斷口形貌分析、顯微組織觀察等方法綜合論證評價(jià)陽極鑄造工藝的適用性,為其在深井套管陰極保護(hù)技術(shù)領(lǐng)域的推廣應(yīng)用提供了技術(shù)支持和理論依據(jù)。
1 實(shí)驗(yàn)部分
1.1 實(shí)驗(yàn)儀器與材料
實(shí)驗(yàn)使用的主要儀器(見表1)。
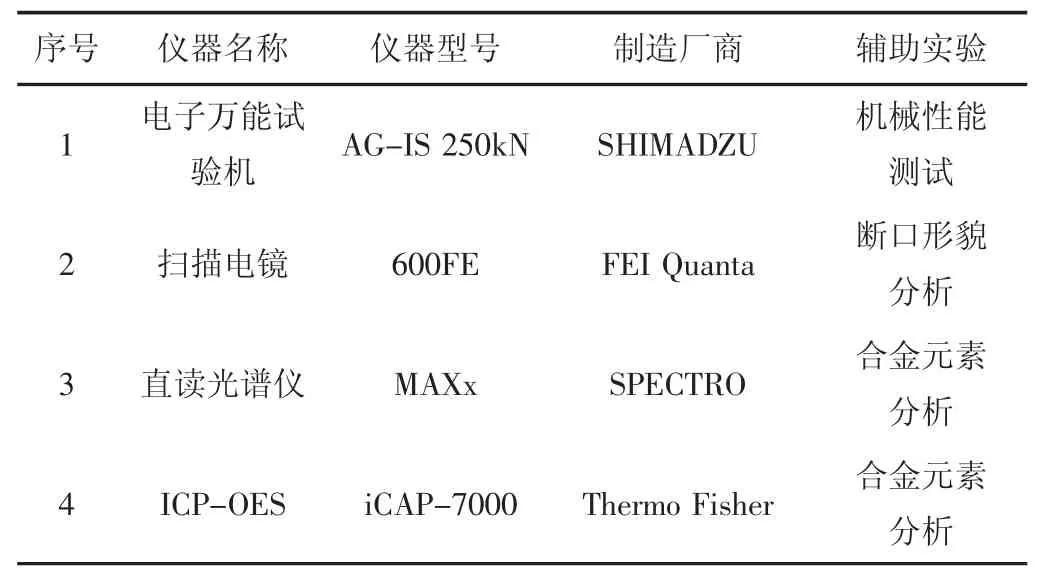
表1 主要實(shí)驗(yàn)儀器
實(shí)驗(yàn)材料:石油套管(鋼級:BG110-3Cr、規(guī)格:139.70 mm ×10.36 mm、長度:11.36 m);由純度>99 %的鋁錠、鋅錠、鎂粉等熔煉澆鑄成型的陽極合金。
1.2 套管性能影響測試實(shí)驗(yàn)設(shè)計(jì)(見圖1)
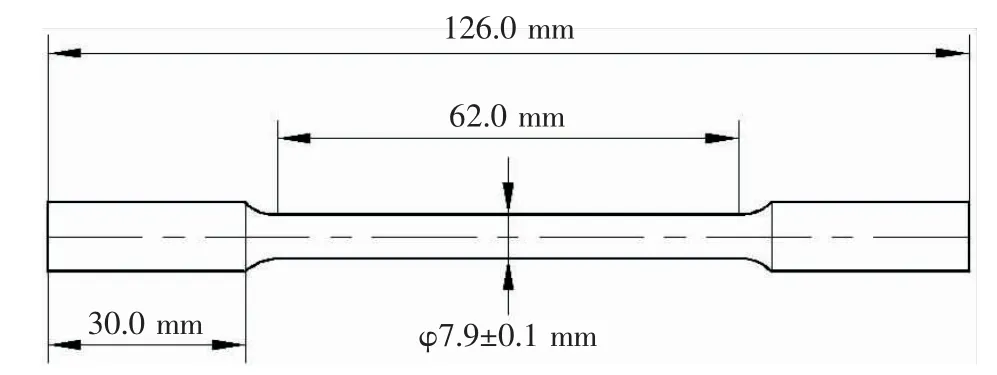
圖1 圓柱形拉伸試件
實(shí)驗(yàn)通過間接測量澆鑄液溫度波動上下限分別為600 ℃和550 ℃,確定550 ℃、600 ℃為模擬熱處理升溫點(diǎn)。第一步,在普通BG110-3Cr 材質(zhì)套管上取3 個(gè)平行樣品,按照GB/T 228.1-2010 標(biāo)準(zhǔn)要求加工成標(biāo)準(zhǔn)的圓形拉伸試件[4],尺寸(直徑d:7.9±0.1 mm、標(biāo)距L:62.00 mm)(見圖1)。用箱式電阻爐模擬套管受鑄造傳熱升溫,分別升溫至550 ℃和600 ℃后,保溫30 min,空冷至室溫后測量3 個(gè)拉伸件機(jī)械性能、觀察斷口微觀形貌、分析熱處理影響。第二步,在經(jīng)過陽極鑄造加工實(shí)驗(yàn)的套管表面A、B 兩個(gè)位置(A:未受加熱影響的普通套管;B:拆除陽極露出的套管受熱區(qū)域,見圖2)各取樣品,按照標(biāo)準(zhǔn)制備拉伸試件并對比測試機(jī)械性能參數(shù)變化。
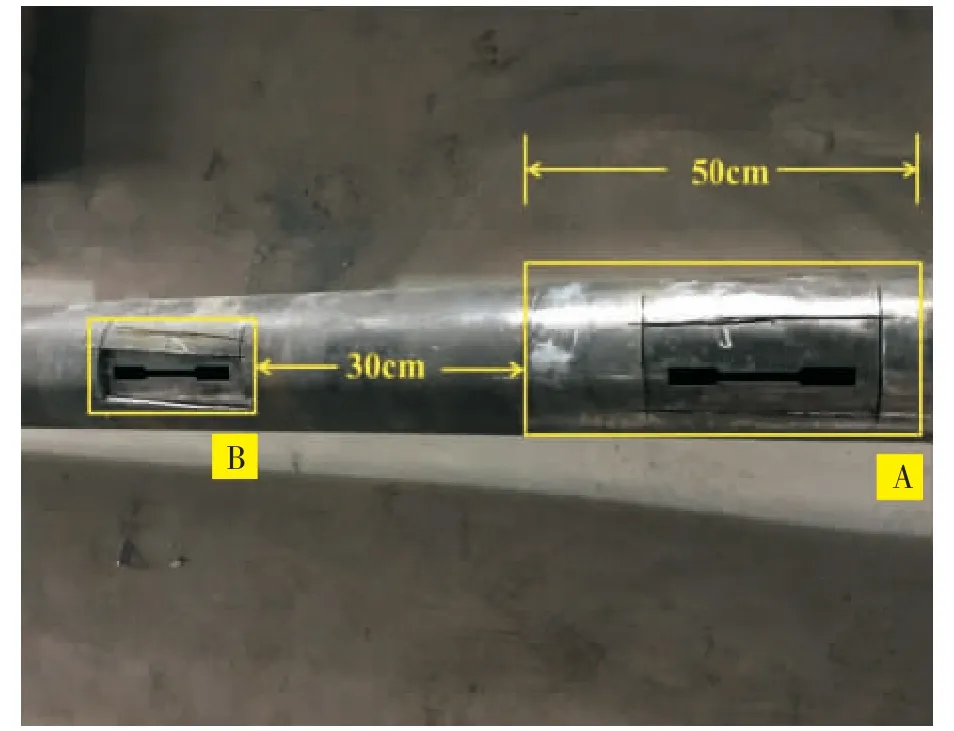
圖2 套管表面取樣位置
1.3 陽極化學(xué)成分測試
電感耦合等離子發(fā)射光譜法(ICP)檢測:選用國標(biāo)方法中的基體匹配法,采用iCAP-7000,選擇光譜譜線(nm)Al:308.21、Cd:214.44、Mg:279.55、In:230.61,檢測鑄造后陽極合金中的熔融金屬元素含量(用10 mL HCl+1 mL HF+1 mL HNO3混合溶液溶解合金,冷卻至室溫后用去離子水定容,測量稀釋液中金屬元素含量,通過計(jì)算得到合金熔融元素比例)。直讀光譜法檢測:側(cè)切鋅合金并在其表面,選用2 kW 高火花功率激發(fā)試樣進(jìn)行檢測[5,6]。
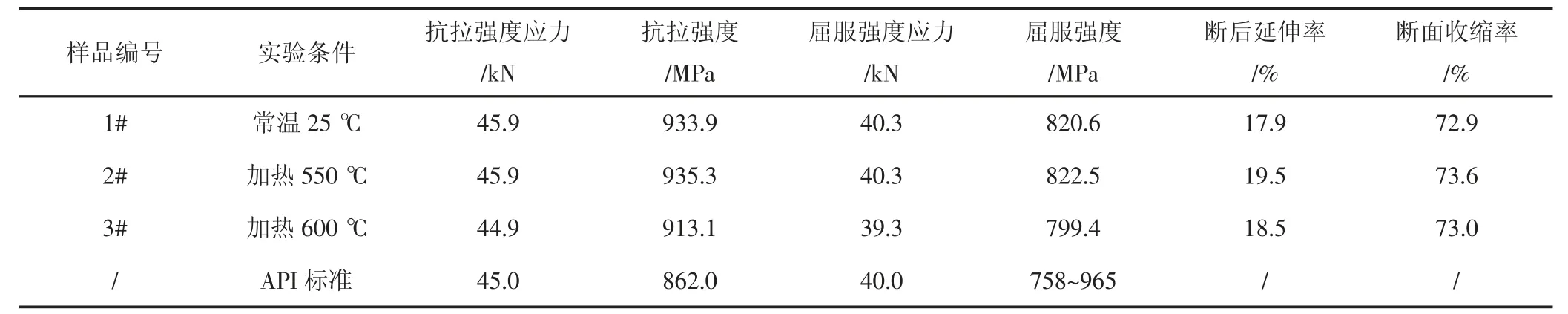
表2 電阻爐模擬升溫后拉伸件機(jī)械性能測試
2 結(jié)果與討論
2.1 套管性能測試實(shí)驗(yàn)(見表2)
從表2 看出,空白拉伸件經(jīng)過箱式電阻爐加熱后,2#試樣的抗拉強(qiáng)度和屈服強(qiáng)度分別升高至935.3 MPa和822.5 MPa,但3#試樣的抗拉強(qiáng)度和屈服強(qiáng)度開始明顯下降,但913.1 MPa 和799.4 MPa 仍然滿足API標(biāo)準(zhǔn)要求。三個(gè)拉伸件斷口區(qū)域均出現(xiàn)頸縮現(xiàn)象,發(fā)生明顯塑性變形(見圖3b),試樣斷口宏觀形貌呈杯錐狀,有明顯的纖維區(qū)(見圖4),斷口形貌全部為等軸韌窩,屬于典型韌性斷裂,用10 000×和40 000×掃描電鏡觀察1#樣品和2#樣品的斷口形貌發(fā)現(xiàn),均分分布尺寸小于1 μm 的淺口韌窩,其中2#樣品韌窩數(shù)量更少;觀察3#樣品發(fā)現(xiàn)韌窩尺寸明顯增大且深度增加,隨著溫度的升高局部區(qū)域韌窩聚集長大形成10 μm的橢圓形凹坑。韌窩尺寸增大,說明在形成韌窩過程中發(fā)生了更嚴(yán)重塑性變形,斷裂過程中吸收更多能量,變形更充分,塑性更好,對應(yīng)屈服強(qiáng)度值低,與機(jī)械性能測試結(jié)果一致[7]。BG110-3Cr 無縫鋼組織中主要是板條回火馬氏體和少量的鐵素體,滿足強(qiáng)度的同時(shí)增強(qiáng)韌性。鑄造過程中套管基體升溫超過550 ℃,回火馬氏體和屈氏體轉(zhuǎn)變成的回火索氏體組織繼續(xù)長大(見圖5)。回火索氏體組織中均勻分布有1 μm~3 μm 的細(xì)小白色圓顆粒狀碳化物,說明該組織具有較好強(qiáng)度和韌性配合,實(shí)驗(yàn)現(xiàn)象與機(jī)械性能測試結(jié)果一致[8-12](見圖6)。
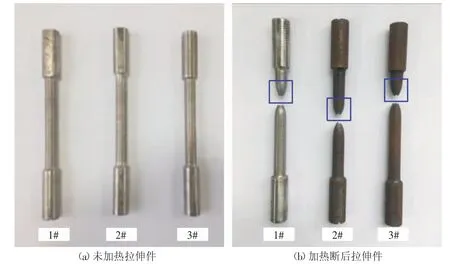
圖3 不同溫度斷后拉伸件
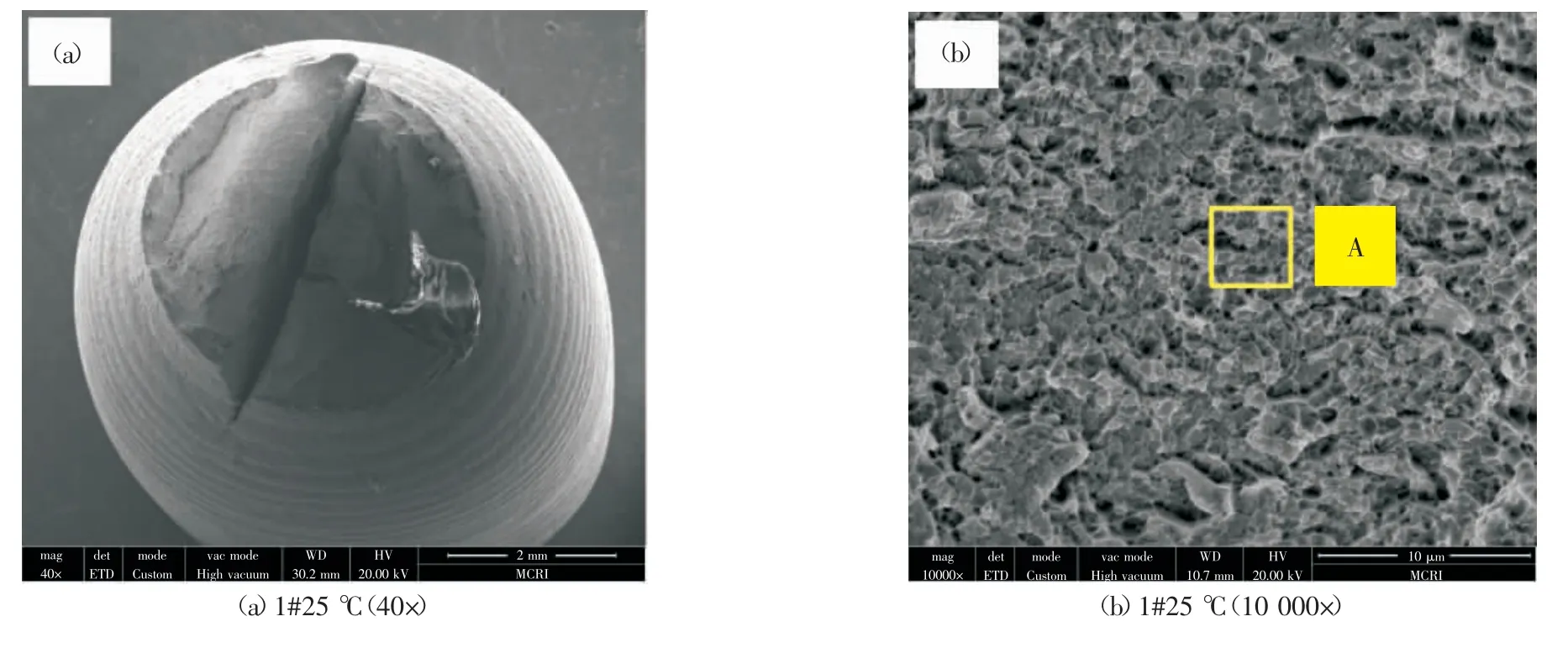
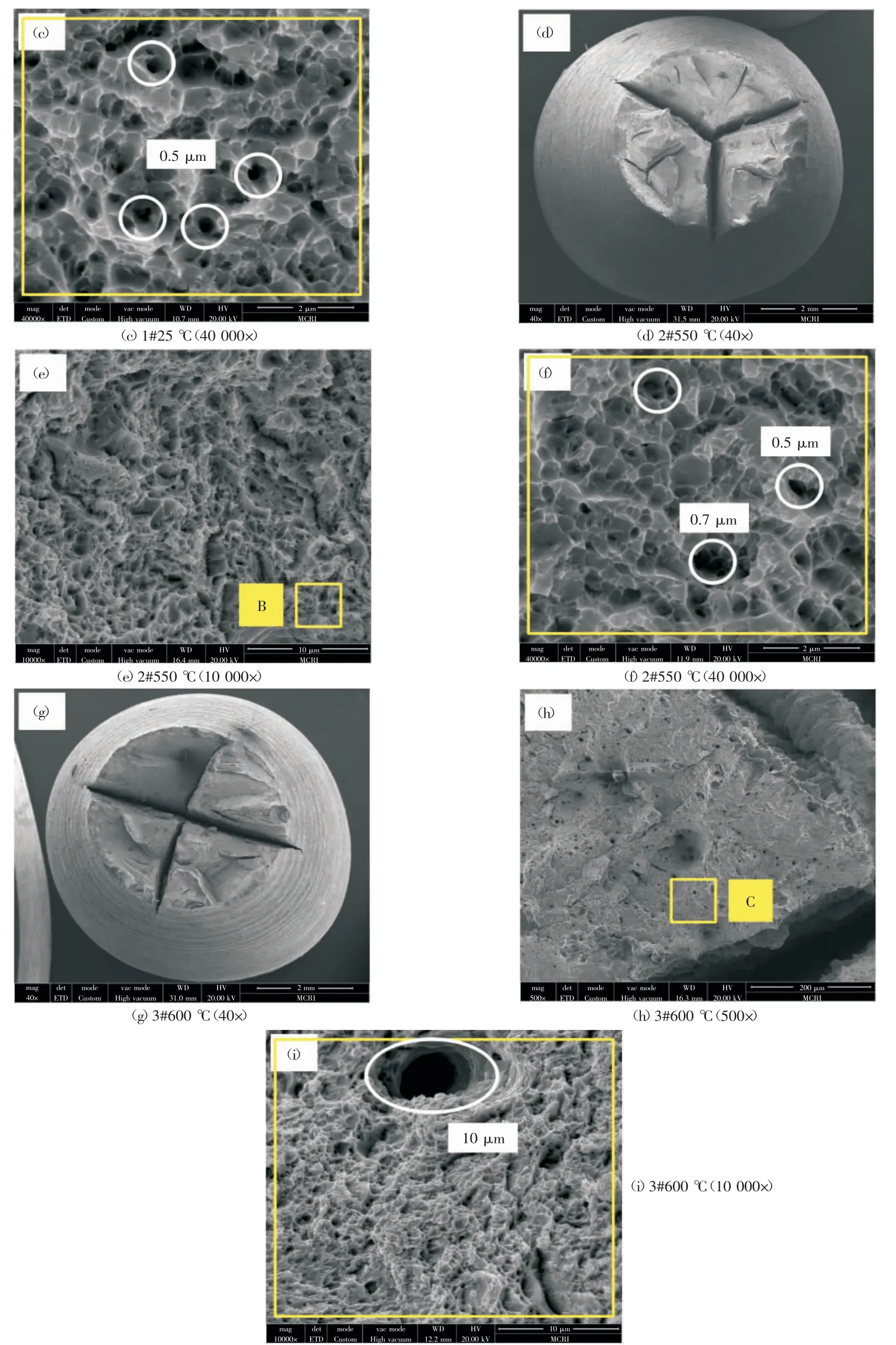
圖4 加熱后拉伸件斷口形貌(SEM)
從經(jīng)過鑄造實(shí)驗(yàn)后的套管表面A、B 兩個(gè)代表區(qū)域所取試樣加工成試件測試機(jī)械性能結(jié)果,2#試件的抗拉強(qiáng)度和屈服強(qiáng)度小幅提升,分別達(dá)到1 015.1 MPa和890.5 MPa,符合標(biāo)準(zhǔn)要求,說明套管表面鑄造引起的基體升溫并未影響其機(jī)械性能(見表3)。
2.2 陽極化學(xué)成分檢測
按照實(shí)驗(yàn)方法對鑄造的鋅合金進(jìn)行化學(xué)成分檢測結(jié)果(見表4),在試樣不同位置分別用ICP 和直讀光譜法多次檢測合金中的元素含量,平均值與添加物料量的相對誤差均在10 %以內(nèi),元素?fù)p失較少,收得率穩(wěn)定,達(dá)到設(shè)計(jì)要求。說明采用該種熔煉工藝添加的合金元素在高溫熔化的澆鑄液中均勻分布,未出現(xiàn)偏析,通過有效控制感應(yīng)爐溫度,提高熔煉效率,保證鑄件質(zhì)量的同時(shí)不影響套管材質(zhì)的機(jī)械性能。
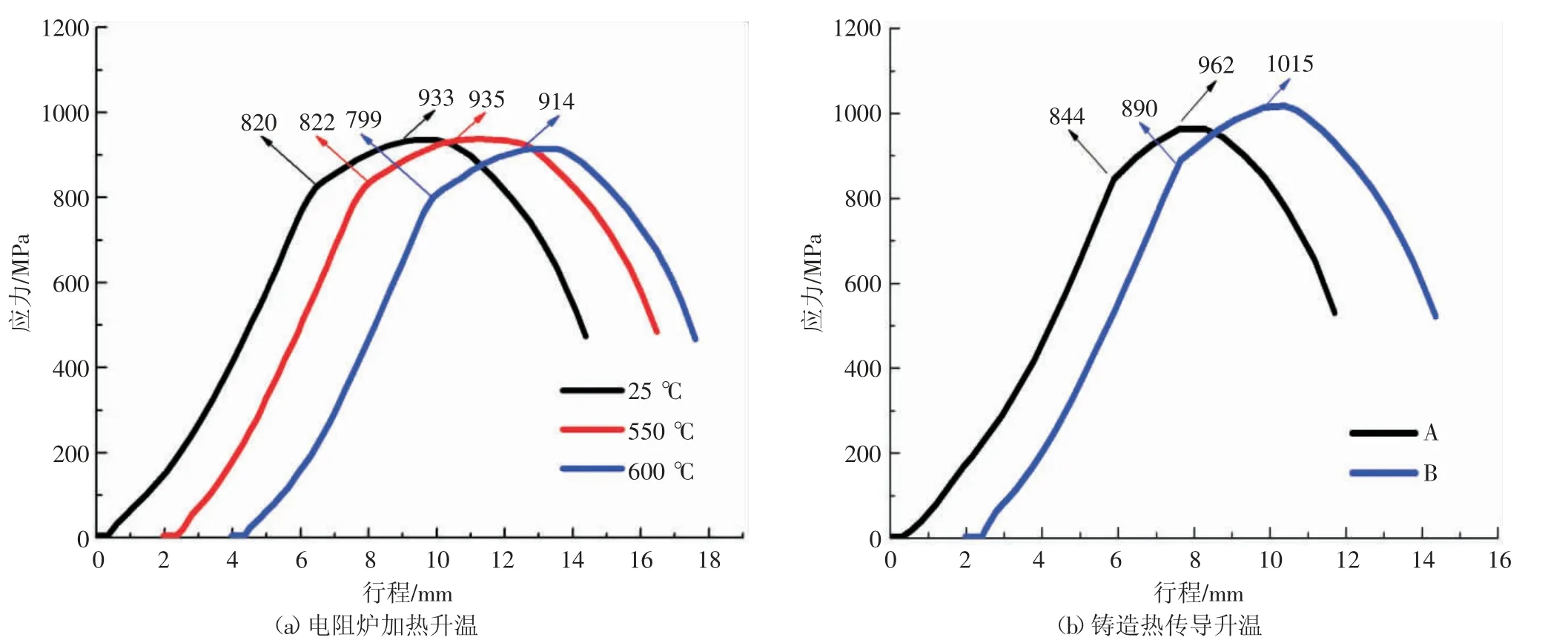
圖5 不同升溫方式對應(yīng)拉伸件應(yīng)力應(yīng)變曲線
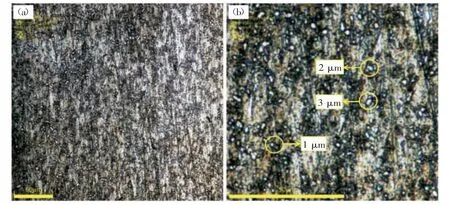
圖6 受傳熱影響金屬組織變化(1 000×/2 000×)

表3 鑄造傳熱升溫拉伸件機(jī)械性能測試
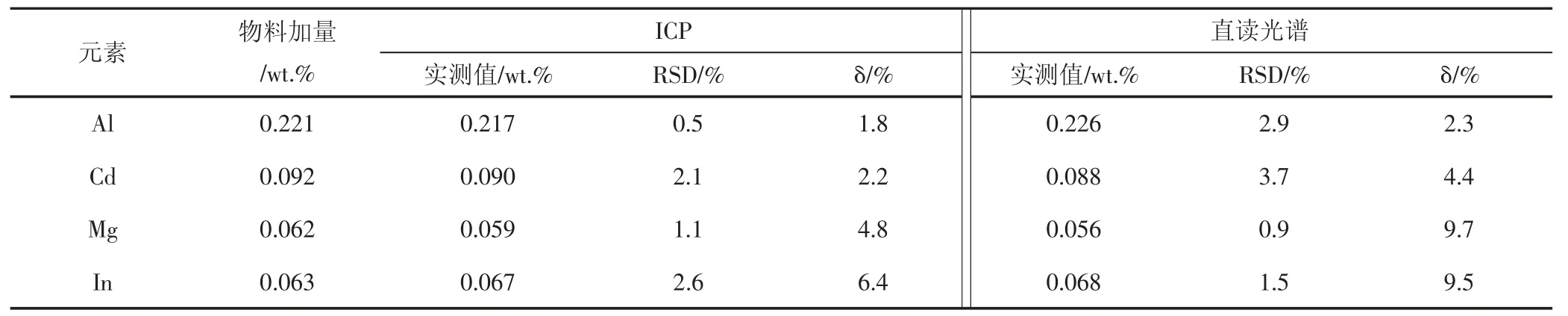
表4 鋅合金元素分析
3 結(jié)論
(1)通過機(jī)械性能測試、斷口形貌觀察、金相組織分析,套管模擬升溫達(dá)到600 ℃后,抗拉強(qiáng)度和屈服強(qiáng)度值均降低,斷口韌窩加深,韌性增強(qiáng),滿足API 標(biāo)準(zhǔn)要求。
(2)經(jīng)ICP 法和直讀光譜法檢測合金中各金屬熔融元素含量損失較少,收得率穩(wěn)定,未發(fā)生偏析,達(dá)到設(shè)計(jì)要求,該工藝能滿足陽極鑄件質(zhì)量要求。
(3)在套管外表面直接鑄造“鐲式”陽極合金的防腐工藝,即保證陽極材料的電化學(xué)性能同時(shí)小幅提升了套管基體機(jī)械性能。
猜你喜歡
作文·小學(xué)低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(bào)(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
