鈦合金換熱器傳熱管脹接區的渦流檢測
2020-05-31 11:57:28孫鵬遠王伏喜王海登
無損檢測 2020年5期
孫鵬遠,李 斌,王伏喜,王海登
(中國船舶重工集團公司第七二五研究所,洛陽 471000)
鈦合金換熱器的輕量化與耐蝕性優于鋼制換熱器的,目前已逐步應用到海洋、核電等領域,但由于鈦合金成本較高,總體應用比例小,生產過程的檢測與質量控制手段也在不斷進步。傳熱管是換熱器的重要組成部分,在進行熱交換的同時,也承擔著冷卻系統壓力邊界的職能,其質量檢測十分重要,是設備安全運行的重要保證。根據經驗,鈦合金換熱管的檢測需要結合原材料生產、過程加工等多個流程來實施,而換熱器生產過程中的脹接易產生裂紋、微裂紋等缺陷,必須實施針對性的檢測。
換熱器傳熱管的檢查通常是通過渦流檢測的方法來實現的,一般采用軸繞式探頭(BOBBIN探頭)進行,軸繞式探頭線圈直徑與傳熱管管徑接近,渦流場覆蓋范圍大,檢測效率高[1]。傳熱管脹接區的受力影響區長度較小,且附著在管板之上,軸繞式探頭的渦流場受管板信號的干涉嚴重,盡管通過混頻技術可以抑制管板信號的影響,但檢測靈敏度會降低。除上述原因外,軸繞式線圈只能沿換熱管縱向移動檢測,不能實施360°周向精細掃查,縱向裂紋的定位與檢出率均難以滿足需求。為了解決管板干涉與無法精細掃查的問題,必須采用小直徑線圈減小渦流場的范圍,增加掃查路徑控制能力。筆者通過對模擬試樣、換熱管管板試樣脹接區的試驗確定了合適的工藝參數,并結合脹接管解剖、滲透檢測結果對比驗證了檢測方案的有效性。
1 渦流檢測原理
渦流檢測是以電磁感應為基礎的一種常規的無損檢測方法,主要適用于導電材料,是目前鈦合金薄壁管材檢測的重要手段。點式旋轉探頭是放置式線圈的一種,屬于放置式探頭結構的延伸,檢測時在線圈激發的交變磁場作用下,被檢測工件表面會感應出渦流。渦流場的分布由線圈激勵信號、線圈直徑、被檢材料等多種因素決定,對于管材,其屬于規則結構,點式線圈的渦流場分布不受所處周向位置的影響,在激勵信號保持不變的條件下,其接收的信號相對穩定,具備實施檢測的基本條件。管材的壁厚T、半徑R、提離高度h、電導率和磁導率的變化以及缺陷等均會影響線圈的阻抗[2]。若保持其他因素不變,僅將缺陷引起阻抗變化的信號取出,經儀器放大并予以檢測,就能達到檢測的目的,渦流檢測原理示意如圖1所示。
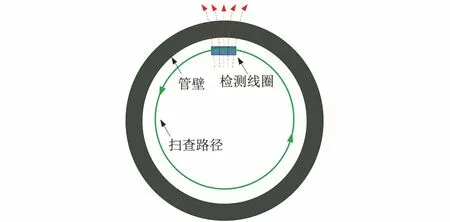
圖1 渦流檢測原理示意

圖2 點式旋轉探頭和自動旋轉裝置外觀
點式旋轉探頭以平面線圈為基礎,通過旋轉裝置(馬達單元)為探頭提供旋轉動力或手動提供驅動,點式旋轉探頭和自動旋轉裝置外觀如圖2所示。點式旋轉探頭通常采用柵格式掃查方式進行掃查,探頭線圈垂直于被檢零件的表面,旋轉裝置提供旋轉動力實現對被檢管材圓周方向的掃查,該次掃查周期完成后探頭向前步進,實現下一個周期的掃查[3]。掃查過程中控制步進的長度以保證掃查區域邊界重疊覆蓋,防止檢測過程中出現漏檢的情況。探頭線圈通常設計得非常小,具有較高的檢測靈敏度,但這種探頭的檢測速度較軸繞式探頭大為下降。因此,點式旋轉探頭通常用于對軸繞式探頭檢測盲區的補充檢測,或對軸繞式探頭發現的可疑信號進行確認,并且該種探頭可以測量缺陷的軸向長度和周向寬度,但不具備對缺陷深度精確定量的能力。點式旋轉探頭渦流檢測除了可以實現對脹接區表面及近表面的缺陷檢測之外,還可用于零件局部檢測和非規則工件的檢測。
點式旋轉探頭的檢測效果很大程度上取決于線圈外形與被檢測零件形面的吻合狀況,良好的吻合是保證檢測線圈平穩掃描、與被檢測零件形成最佳電磁耦合的重要前提。實際應用中,可通過定置專用探頭解決與被檢測零件形面吻合的問題。渦流檢測中提離效應、邊緣效應等都會對點式旋轉探頭的阻抗產生較大影響,實際應用中采用適當的電學方法抑制磁通量的變化,從而降低提離效應的影響;邊緣效應會引發渦流流動路徑的畸變,這種干擾信號很強,一般會遠遠大于所要檢測的信號,渦流檢測中往往會利用一些電的或者機械的方法來消除邊緣效應。
2 渦流檢測工藝
2.1 渦流檢測裝置
試驗設備如下:愛德森EEC-39TG渦流儀;規格為φ16 mm的點式探頭,探頭線圈直徑為5 mm,用自動旋轉裝置提供旋轉動力。
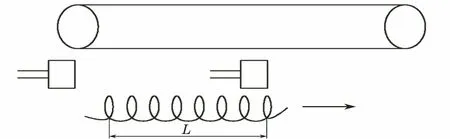
圖3 渦流掃查方式示意
試驗由手動驅動為自動旋轉探頭的前進提供驅動力,試驗過程中不僅要保持探頭的穩定且需要控制掃查速度。掃查時保持勻速,掃查速度由選擇探頭的轉速n及線圈有效覆蓋范圍的直徑d決定,渦流掃查方式示意如圖3所示,線圈以螺旋狀路徑覆蓋整個檢測區域,一般應保證20%的重疊覆蓋,故掃查速度v可由式(1)表示。
v≤0.8·n·d
(1)
試驗中,旋轉槍的旋轉速度為300 r·min-1,檢測線圈的有效覆蓋范圍直徑約為5 mm,由式(1)可計算出v應不大于20 mm·s-1。因為探頭是螺旋式前進的,為了保證探頭的缺陷檢出率,應控制探頭的前進速度小于20 mm·s-1。
2.2 對比試樣
為了保證試驗結果的準確性、可重復性和可比性,采用與傳熱管相同材料、同一批次的鈦合金管制作對比試樣,對比試樣是規格為φ16 mm×1.2 mm(外徑×壁厚)的鈦合金管,刻槽為V型槽,槽深分別為0.1,0.2,0.3,0.4,0.5 mm。實際檢測中,點式旋轉探頭的有效工作頻率一般不小于200 kHz,故通過試驗裝置在550 kHz的工作頻率下,分別對制作的對比試樣進行渦流檢測,不同槽深對比試樣的渦流檢測信號如圖4所示,圖中僅以無缺陷,0.1,0.2,0.3 mm槽深對比試樣的渦流檢測信號為例進行分析。
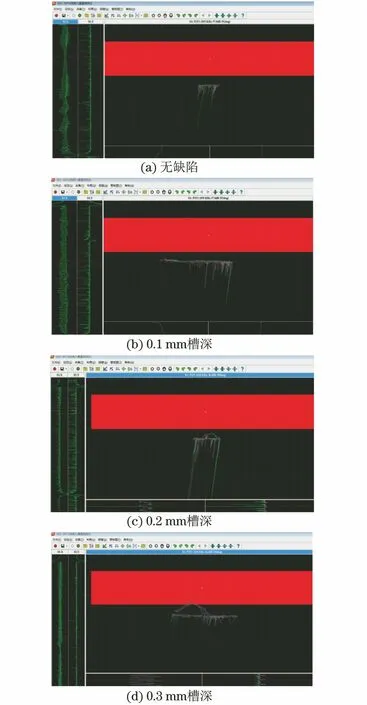
圖4 不同槽深對比試樣的渦流檢測信號
由圖4可以看出:無缺陷的對比試樣在檢測過程中未發現缺陷信號;槽深為0.1 mm時檢測信號在S1.Y(阻抗在y軸上的分量)軸上的幅值雖然有所增加,但未發現缺陷信號;槽深為0.2 mm時有缺陷信號顯示,但由于檢測設備及檢測系統靈敏度不高,缺陷信號幅值不大;槽深為0.3 mm時已有明顯缺陷信號且已超標。不同槽深對比試樣的渦流檢測信號幅值如表1所示。
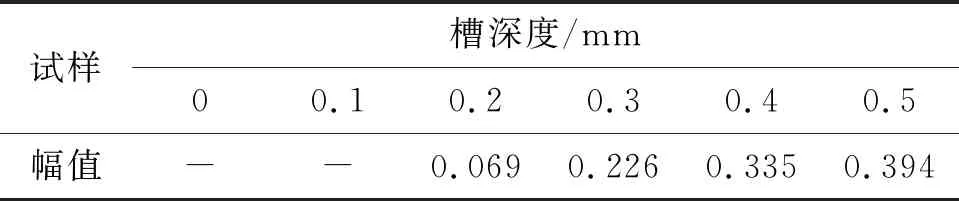
表1 不同槽深對比試樣的渦流檢測信號幅值 V
由表1可以看出:在無刻槽和槽深為0.1 mm時未發現缺陷信號;槽深由0.2 mm增加到0.5 mm時,缺陷信號幅值逐漸增大。結合圖4可以看出:槽深為0.2 mm時,有幅值較小的缺陷信號,幅值為0.069 V,此時信噪比較低;槽深為0.3 mm時,缺陷信號幅值為0.226 V,此時信噪比較大,缺陷信號已超標且易于識別;槽深為0.4,0.5 mm時,缺陷信號幅值分別為0.335,0.394 V,呈逐漸增大的趨勢。經過分析可以得出:點式旋轉探頭對深度為0.2 mm以下的缺陷不敏感,無法檢出;當缺陷深度大于0.2 mm時,隨著缺陷深度的增加,檢測信號幅值逐漸增大,但由于槽深為0.2 mm時信號的信噪比較低,辨識度不高,再加上實際生產中檢測系統和檢測環境的影響,很容易出現誤判漏檢的情況;槽深大于0.3 mm時,缺陷信號的幅值較大,信噪比較高,易于識別。故實際檢測應用中選擇0.3 mm槽深的對比試樣作為參照。
2.3 工藝參數
頻率是渦流檢測中一項重要的工作參數,試驗通過在不同頻率下用點式旋轉渦流探頭對鈦合金管進行渦流檢測,來選定合適的工作頻率。通過在不同頻率下對槽深為0.4 mm的規格為φ16 mm×1.2 mm的鈦合金管進行渦流檢測試驗,采用的工作頻率范圍為250 kHz1 000 kHz,不同頻率下渦流檢測信號幅值曲線如圖5所示。
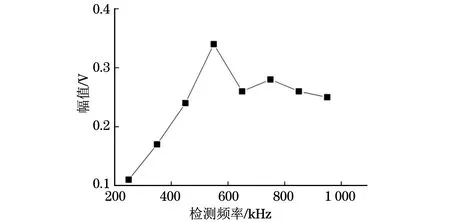
圖5 不同頻率下的渦流檢測信號幅值曲線
由圖5可以看出:頻率為250 kHz1 000 kHz時,缺陷檢測信號的幅值隨著頻率的增大逐漸增大,當頻率達到550 kHz左右時,缺陷信號的幅值達到最大,為0.335 V,此時檢測靈敏度較高,缺陷容易檢出;頻率為650 kHz1000 kHz時,隨著頻率的增大,檢測信號幅值有所減小,并趨于穩定趨勢,靈敏度較頻率為550 kHz時有所降低。因此,點式旋轉渦流探頭檢測鈦合金管的最佳工作頻率為500 kHz600 kHz。
3 試樣檢測及應用
3.1 試樣檢測
通過上述結果可以得出,針對鈦合金管的點式旋轉探頭的檢測速度需不大于20 mm·s-1,最佳工作頻率為500 kHz600 kHz,對比試樣槽深為0.3 mm,在該工作條件下對換熱管管板試樣脹接區進行檢測,檢測過程中出現異常信號[見圖6(a)],初步判斷該處為超標缺陷。再對其進行滲透檢測,結果如圖6(b)所示,與滲透檢測相比,點式旋轉探頭的渦流檢測不僅安全環保,而且具有較高的表面缺陷檢測靈敏度,對表面及近表面缺陷有一定的檢測能力。點式旋轉探頭渦流檢測除了具備穿過式渦流的檢測優點以外,還對脹接區有較高的檢測靈敏度,對常規渦流檢測技術是一個很好的補充。
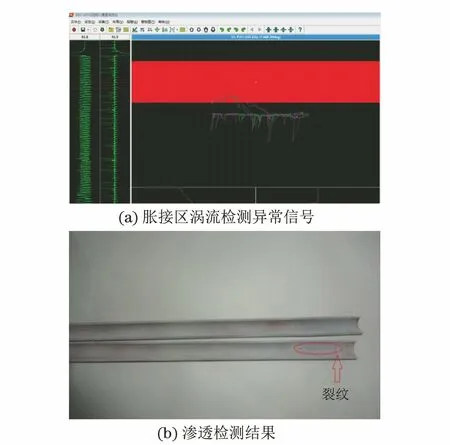
圖6 換熱管管板試樣脹接區的渦流檢測和滲透檢測結果
3.2 實際應用
將換熱管管板試樣的渦流檢測工藝應用到實際生產檢測中,采用相同的檢測裝置,0.3 mm槽深的對比試樣為標樣管,550 kHz為工作頻率,探頭檢測速度為20 mm·s-1。
實際生產中應用該檢測系統檢測多臺鈦合金換熱器,共檢測焊口幾千個,檢測過程中發現7個脹接區有超標缺陷,將其從換熱器管板上拆除下來并進行解剖分析,換熱管脹接區缺陷外觀如圖7所示。
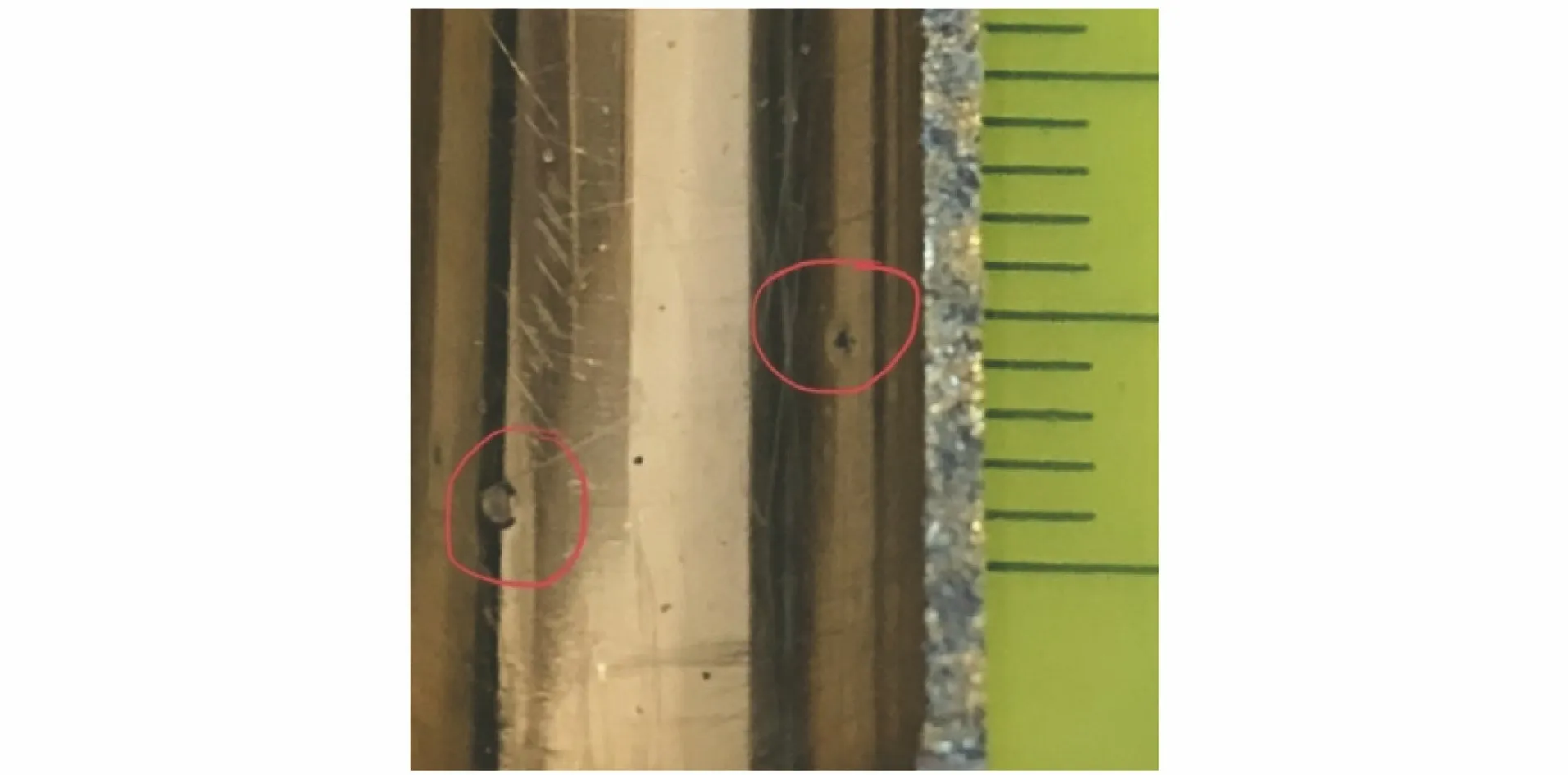
圖7 換熱管脹接區缺陷外觀
經過解剖分析,從圖7中可以清楚觀察到脹接區存在裂紋和孔式缺陷,證明了點式旋轉探頭及該套檢測系統的可靠性。對有問題的換熱管進行更換,并按照原渦流檢測工藝進行檢測,未發現任何超標缺陷,在后續換熱器的水壓試驗、泄漏檢測中,未發現泄漏現象,再次證明了該檢測工藝的可靠性。
4 結語
對鈦合金換熱管脹接區采用點式旋轉探頭進行渦流檢測時,標樣管槽深為0.3 mm較合適;點式旋轉渦流探頭對鈦合金管脹接區檢測的最佳工作條件為檢測速度不大于20 mm·s-1,工作頻率為500 kHz600 kHz;試驗及實際應用表明:點式旋轉渦流檢測不受管板結構干涉的影響,能夠檢測出脹接區裂紋,靈敏度高,該檢測工藝具有較高的可靠性。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
