中斷節(jié)點切割法在車輛中梁腹板熱切割中的應(yīng)用
2020-05-22 03:16:48羅云富
軌道交通裝備與技術(shù)
2020年1期
關(guān)鍵詞:變形
趙 斌 羅云富
(中車長江車輛有限公司株洲分公司 湖南 株洲 412003)
數(shù)控等離子切割機具有多功能、高效、高速、高精度、低勞動強度和高度自動化等特點。適合于加工多品種、小批量、形狀復(fù)雜的零件。在分公司內(nèi),該類型設(shè)備主要應(yīng)用于4 mm~35 mm的碳鋼板材配件的下料工序。
VRC-7500型棉花籽車的中梁由3個配件焊接而成,中梁腹板是其中之一,由板厚12.7 mm的鋼板切割而成。外形呈細長方形(見圖1),適合采用數(shù)控等離子切割機進行下料生產(chǎn),但該配件的技術(shù)要求為全長變形不得大于2 mm,由于其長寬比較大,使用常規(guī)的單件切割方式極易產(chǎn)生形變。為了確保達到上述要求,必須適當(dāng)調(diào)整工藝,并采取相應(yīng)的措施控制在切割過程中由于熱影響所產(chǎn)生的形變。
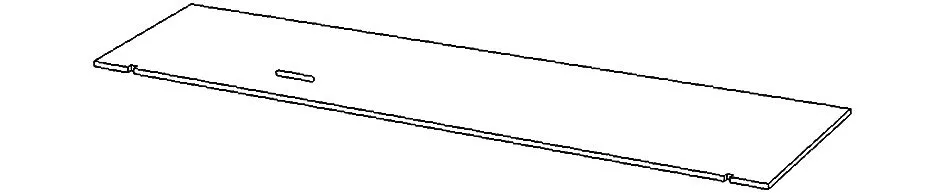
圖1 VRC-7500型棉花籽車中梁腹板
1 常規(guī)切割工藝變形現(xiàn)狀
采用常規(guī)切割工藝加工中梁腹板,切割程序簡單,易于操作。在12.7 mm×1 600 mm×15 300 mm的原材料上,并排切割4件(見圖2)。
但是由于該工件的長寬比已經(jīng)達到45.7,屬于細長類(長寬比大于30)鈑金件。在切割此類工件時,由于熱影響使其產(chǎn)生嚴重的變形。通常在長度方向的變形為1~3 mm,寬度方向的變形為3~4 mm(見圖3)。

圖2 單件切割中梁腹板排版圖

圖3 中梁腹板寬度方向的變形
2 切割變形原因分析
2.1 等離子切割方式的影響
與常規(guī)火焰切割相比較,采用等離子加工的配件雖然變形較小,但由于等離子切割仍屬于熱切割方式,就其自身特點來說,加工產(chǎn)生的熱變形是必然存在的。
2.1.1鋼板內(nèi)部原有殘余應(yīng)力
鋼板經(jīng)軋制后,內(nèi)部及上下表面均存在著殘余應(yīng)力。……
登錄APP查看全文
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
學(xué)與玩(2005年3期)2005-04-29 00:00:00
