液罐鞍座分段預裝精度控制措施
2020-05-18 08:14:30周亮
艦船科學技術 2020年4期
關鍵詞:變形
周 亮
(南京金陵船廠有限公司,江蘇 南京210000)
0 引言
某型乙烯船是南京金陵船廠為國內船東首次承建的高附加值產品,這也是南京金陵船廠繼散貨、集裝箱、滾裝后第三次技術轉型,該船對于船廠從技術、生產組織來說,還是比較先進的,該乙烯船液罐型式為國內不多的雙耳C 型罐,另外該液罐最主要的下方鞍座安裝精度是公司控制的重中之重,鞍座安裝的精度也決定了該船建造的成敗,因此該船將是公司在精度建造方面的一個考驗,也是公司建造能力的一個全面考驗。
該船液罐鞍座具有大直徑、長跨度的特點,在整個建造過程中,液罐鞍座的安裝精度控制尤為重要,對于船體建造而言,支撐球罐的液罐鞍座的精度控制無疑是公司建造史上精度控制方面的首創,也是對公司船舶建造能力的一個全面考驗。為了保證鞍座精度,引入焊接變形工藝仿真計算,對分段建造過程進行仿真分析,不僅有利于降低焊接變形風險,也有利于南京金陵船廠分段精度更進一步的提高。本文擬通過有限元分析來預測鞍座的焊接變形,從而提高船體結構的建造精度,推進全工藝過程的無余量制造。
1 液罐鞍座形式主要參數
本船設有2 個液罐,分別布置在1、2 號貨艙內底上方的鞍座區域,液罐型式為C 型雙耳罐,該液罐受主體空間影響,液罐長度及外型均有不同。每個液罐坐落在相應的雙層底鞍座上,每個液罐下方各設有1 個固定鞍座和1 個活動鞍座,該鞍座分別布置在船體內底上,與船體內底板結構形成強力結構,承受液罐重量。
2 液罐區域的鞍座精度要求
2.1 液罐廠家精度要求
液罐吊裝誤差≤30 mm,罐體下方2 個鞍座間距誤差±10 mm,2 個鞍座水平度±10 mm,罐體外形弧度誤差≤10 mm,單個鞍座誤差±5 mm,液罐直徑誤差±10 mm。
2.2 鞍座精度標準
船廠技術人員根據液罐區域結構特點,結合廠家標準,細化相關精度要求,針對鞍座精度,增加了相關控制點及公差要求:
1)雙層底的船寬偏正值,船寬在0 ~ +10 mm;
2)液罐鞍座因精度要求較高,因此單個鞍座面板加工時弧度≤2 mm,組裝后鞍座整體面板弧度≤5 mm;
3)鞍座面板組立對接時,焊縫余高應控制,余高在≤2 mm;
4)鞍座擋板直線度≤0~3 mm;
5)固定與活動鞍座面板水平0~5 mm(同一測量點位置水平);
6)單個鞍座下方雙層底水平±3 mm。
3 鞍座精度策劃
考慮到液罐下方鞍座形狀為“W”半圓型,鞍座腹板及面板厚度達到30 mm,整體鞍座的線型較大,焊接量也大,必然會造成鞍座焊接變形加大,鞍座精度變差,因此針對該情況,精控人員與技術人員進行了詳細的精控策劃,針對鞍座特殊結構進行模擬測算,提供了鞍座零件加工補償量,構件預制裝配補償量及分段階段中的裝配補償量等相關余量加放,另外為了保證鞍座精度,利用焊接變形工藝仿真計算,對分段建造焊接過程進行分析,通過對鞍座構件預制、鞍座組立安裝等各個階段焊接變形分析,降低焊接變形風險,也有利于船廠分段精度更進一步的提高,通過對余量精的精度策劃,鞍座焊接變仿真分析,為減少現場鞍座制造過程中返工挖換,做出相應技術支持。
4 鞍座各階段裝配精度控制要求
液罐吊裝精度在于鞍座精度,鞍座精度取決于鞍座面板圓心度(弧度)、鞍座水平度和合攏階段鞍座間距控制精度,而其它船廠針對鞍座建造經驗,一般是在鞍座上口加放50 mm 余量,待合攏后根據鞍座水平度,再修割鞍座上口余量,最后散裝面板,這種方法雖能保證面板液罐的貼合度,但導致合攏工作量加大,作業難度加大。而船廠為了改善作業環境,減少合攏散裝的工作量,經過設計焊接仿真計算、精控模擬分析及生產部門精細編排,最終將整個鞍座分為幾個組立(小段),提前各自預制,最后在分段大組階段依次吊裝各個鞍座小組,從而形成整體,該預裝方式在國內船廠還是第一次。
為了保證鞍座整體精度,建造部門必須對于鞍座面板加工、構件裝配、擋條開檔、工件焊接變形等每個工序嚴格控制,因此,技術部門針對精度特點,制定了相應的工藝控制要求。
4.1 單個鞍座加工階段
1)下料前,應檢查鋼板表面有無缺陷、邊緣有無裂紋、分層,如鋼板存在缺陷,則不能對該鋼板進行下料,應向質管部門反映,并按規范要求作出相應處理。
2)數切下料的數切機應保持良好的運行狀態,數切構件切口光順、劃線完整清晰,切割精度誤差為±2 mm。
3)根據加工能力對于鞍座面板確定是否加放加工余量。每個組立鞍座面板兩端頭各加放200 mm 加工余量。
4)鞍座面板數切打磨后,應將加工余量線、擋板、組裝對中洋沖眼打好,經檢查合格后,方可進行下道工序(加工)。

圖1 仿真模擬計算
5)單個鞍座面板加工到位后,應用樣板測量擋板位置的線型是否加工到位。
6)鞍座面板加工過程,均需用樣板檢測弧度。
7)為了保證預制時鞍座精度,面板加工余量可保留一端至小組階段割除,另一端加工余量待加工結束后,割除。
8)單個面板加工弧度≤2 mm。
4.2 單個鞍座組立預制階段
1)鞍座分為7 個鞍座組立(小段),現以雙層底單個鞍座組立為例。
2)為了減少鞍座在裝焊過程中的焊接變形,可提前進行焊接仿真模擬計算,定量分析了不同的裝焊順序及相應的焊后變形量,根據變形情況制定了工裝拘束方案,如圖1 所示。
3)單個鞍座組立裝配流程,如圖2 所示。
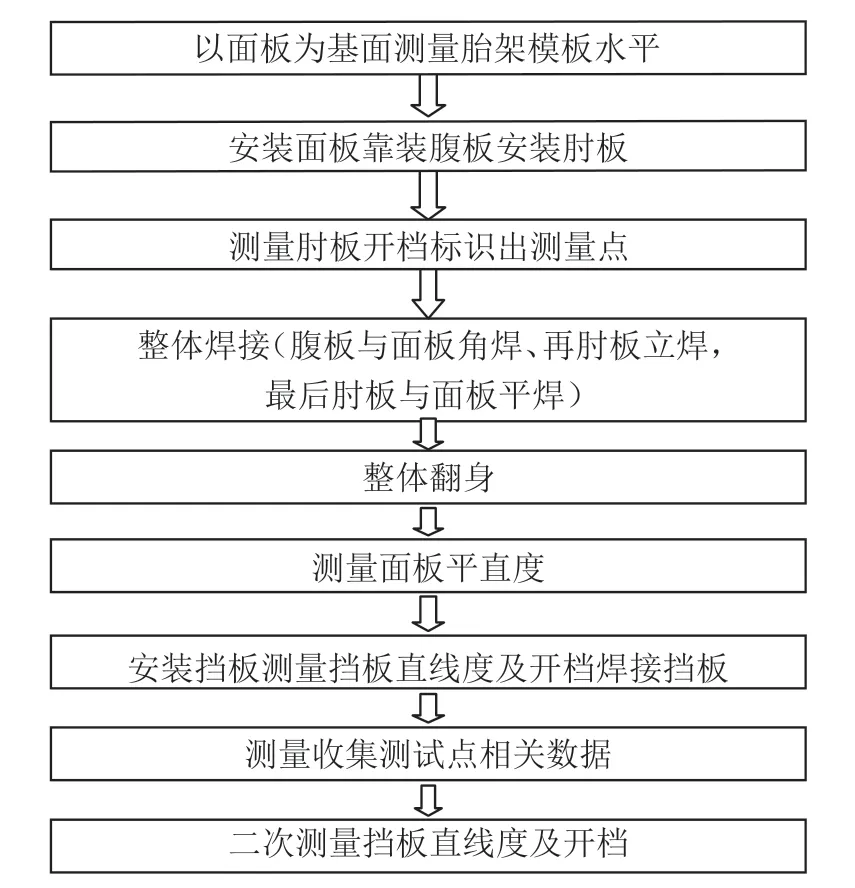
圖2 裝配流程
4)鞍座擋條安裝時,應檢查擋條開檔尺寸及復測擋板直線度,為了以防擋條向內傾斜,焊前應在擋板之間適當增加支撐。
5)擋板焊接結束并檢測合格后,方可吊安裝兩側補板,補板施焊時兩人對稱施焊。
6)7 個預制的鞍座完工后,整體預拼起來,檢測整個鞍座面板弧度≤8 mm。
4.3 鞍座在分段組裝要求
1)雙層底建造時,為了保證雙層底開檔,舷側靠合時應向舷側倒0~5 mm。
2)為了保證鞍座在分段能完好的組裝,因此雙層底分段在裝焊時,應考慮裝配、焊接順序,從而保證雙層底船寬滿足鞍座半寬要求。
3)待雙層底的電焊、校正結束,整體水平及鞍座附近水平達標后,將雙層底的船中(C.L)線及安裝線放出,吊裝鞍座。
4)安裝時從中向兩側依次安裝,利用全站儀將鞍座面板中心反拔至內底板上,檢查與內底中心是否一致,保內底中心與鞍座面板中心在同一直線。
5)鞍座安裝過程中,時刻監控測量鞍座面板弧度。
6)為了方便鞍座吊裝,應在內底和斜縱壁上,安裝一塊導向板,以便精準落位。
7)鞍座全部定位后,施焊時應注意焊接順序及電流電壓。施焊時先對接后角接,從中向兩側依次焊接,如圖3 所示。

圖3 鞍座焊接順序
8)由于鞍座腹板與內底角接縫較長,施焊時應將腹板正面先焊接兩層,再焊接反面兩層,依次兩側交替施焊,至到角焊縫全部填滿,這樣便于減少焊接變形,如圖4 所示。
9)下一個分段安裝鞍座前,需要參考前一個分段鞍座安裝的精度數據,并作為后一個據及合攏口斷差情況。
4.4 合攏階段精度控制要求
1)雙層底在船臺合攏定位時,應以2 個鞍座面板中心點為基準。
2)雙層底定位時,需要測量2 個鞍座面板中心點距離是否滿足液罐底座距離。
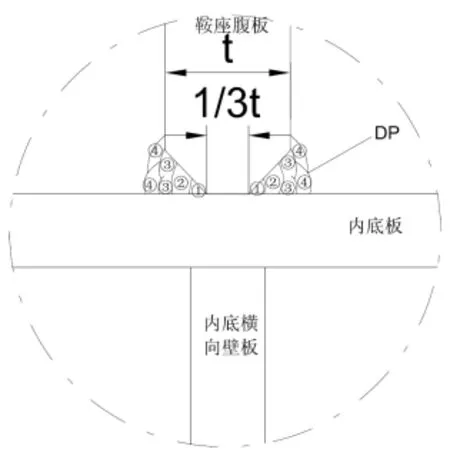
圖4 鞍座腹板交替焊接順序
3)選取鞍座兩側距中3000 的檢測線,測量兩鞍座之間的檢測線長度是否相同。
4)當液罐到廠后,將雙層底鞍座距離反拔至液罐底座,檢查兩者距離是否滿足吊裝要求。
5 結語
隨著液罐成功吊裝鞍座,標志著船廠鞍座面板在分段預裝的方案可行,通過嚴格的工藝措施,鞍座精度完全能滿足廠家及技術要求。通過對鞍座精度控制,形成船廠自己的核心技術,為后續項目的液罐安裝提供有利的技術保障。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
