淺談智能加工自動吹屑裝置設計原理
2020-05-12 12:25:48蘇開華程國飛魏文強
中國設備工程 2020年9期
蘇開華,程國飛,魏文強
(中山火炬職業技術學院,廣東 中山 528436)
在智能制造加工的過程中,刀具切削工件時會產生大量的鐵屑,目前一般還是采用人工操作氣槍吹去鐵屑,這種方式較為浪費人工成本。此外,機床過大時,人工操作不太方便,容易留下清理死角。基于此現狀,設計了一種能夠安裝在數控機床的刀塔上以自動清除切削和切削液的吹屑裝置。
1 吹屑裝置結構及工作原理
1.1 功能結構部分

圖1 吹屑裝置結構
如圖1 所示,吹屑裝置的主體是可拆卸地安裝在數控機床的刀架或刀塔上的刀柄1,刀柄1 的下端樞接有若干葉片2,刀柄1 隨著刀塔轉動時,葉片2 在離心力的作用下可轉動至展開狀態,刀柄1 和葉片2 之間還設置有能夠驅動葉片2 復位以使葉片2 收攏的復位機構。復位機構由拉簧3 實現,連接葉片2 與刀柄1 的下端。刀柄1 下端的邊緣處設置有水平的樞轉軸,葉片2 的上端套在樞轉軸上以使葉片2 能夠向下轉動至收攏狀態。其中拉簧3 也可以采用扭簧、橡皮筋、彈性繩等作為替代。
1.2 安裝連接部分
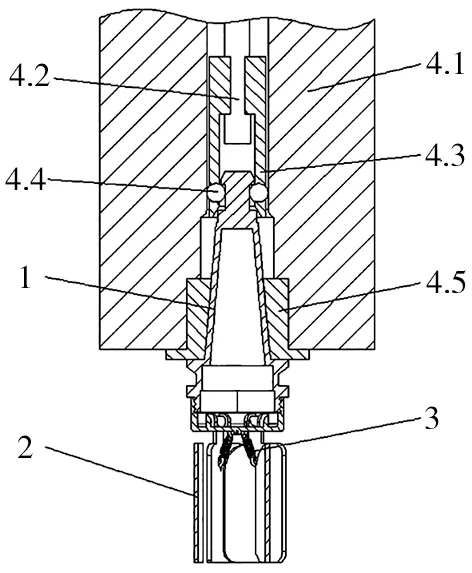
圖2 刀柄結構
如圖2 所示,吹屑裝置的刀柄頂部采用拉釘結構,與數控加工中常用的刀柄結構相似,直接將吹屑裝置從刀塔的下端插入刀塔內即可完成安裝。安裝完成后,定位珠4.4 卡在定位珠安裝座4.3 的定位槽中對吹屑裝置進行軸向定位。
由于葉片安裝的結構需要,刀柄設計為組合式,由刀柄頭1.1 和刀柄座1.2 組成,如圖3 所示。為適應不同的加工需要,刀柄頭1.1 的結構形式也可以進行調整。

圖3 刀柄結構
2 使用方法
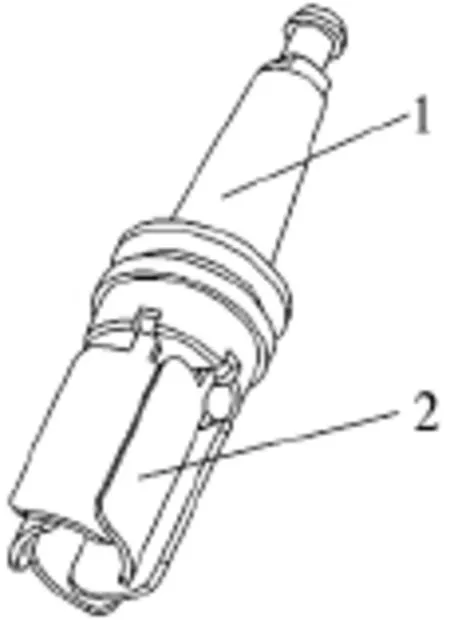
圖4 吹屑裝置復位狀態
數控機床加工工件時,該吹屑裝置與其它刀具一樣地安裝在刀架上。吹屑裝置的葉片2 與電風扇的扇葉類似,但在不工作時處于復位狀態,如圖4 所示。需要使用時,由設定的數控機床程序控制,將刀塔上的刀具換下,換上吹屑裝置。刀塔帶動吹屑裝置旋轉,使葉片2 在離心力和風阻作用下展開,葉片2 展開后吹屑裝置如圖1 所示。吹屑裝置展開后與電風扇的作用相似,其產生的風力即可將工件上的金屬碎屑和切削液除去。整個加工和除屑的過程均為自動進行,實現了智能自動化生產、降低了人工成本、提高了工作效率。
3 結語
該切屑自動清除裝置結構簡單,工作可靠,特別適用于智能自動加工,能夠大大節約人工成本。該裝置在實用中還能根據工作環境作適當的結構調整,以滿足不同的設備需求。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
表面工程與再制造(2019年6期)2019-08-24 06:40:04
模具制造(2019年3期)2019-06-06 02:10:54
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
