不銹鋼釬焊U型管板接頭分析
2020-05-12 09:07:26金建波廖曉玲劉延雷
化工裝備技術(shù) 2020年2期
呂 彪* 金建波 廖曉玲 劉延雷
(杭州市特種設(shè)備檢測研究院 容器管道所)
0 前言
隨著現(xiàn)代工業(yè)快速發(fā)展,節(jié)能減排已經(jīng)成為工業(yè)發(fā)展的重要戰(zhàn)略目標(biāo),因此,大力發(fā)展高效率集中換熱設(shè)備也成為了必然趨勢。在我國國防、石化等行業(yè)中,小型換熱器應(yīng)用十分廣泛。然而管板式換熱器的管板連接部分是通過焊接而成,焊縫中殘留的應(yīng)力往往會對其強(qiáng)度產(chǎn)生非常不利的影響,甚至?xí)绊懫溥\(yùn)行安全。通過應(yīng)用實(shí)踐發(fā)現(xiàn),焊接失效對設(shè)備運(yùn)行影響較大[1-3]。目前,換熱器焊接研究主要集中在應(yīng)力發(fā)散和消除等方面,研究者更傾向于對焊接接頭失效進(jìn)行探索[4-7]。在各制造行業(yè)中,釬焊技術(shù)越來越重要,甚至已經(jīng)成為了不可或缺的加工制造方法,因?yàn)锽Ni2[8]的液相線相對較低,而蠕變性很強(qiáng)。此外,熱處理可以使釬料獲得更好的潤濕性與可塑性,更利于薄壁元件焊接。在本課題研究過程中,換熱器釬料一般選擇BNi2,焊縫中存在的雜質(zhì)會使焊縫強(qiáng)度降低。本文研究了304 不銹鋼材料管板釬焊強(qiáng)度,同時使用X 射線能譜分析(EDS)方法探析了釬焊接頭的內(nèi)部結(jié)構(gòu)特征。通過ANSYS 有限元分析軟件對真空釬焊接頭的殘余應(yīng)力進(jìn)行了研究。該研究進(jìn)一步探索了新的釬料以及焊接工藝,致力于提升材料的力學(xué)性能,從而為真空釬焊技術(shù)的大幅度提升奠定基礎(chǔ)[9-10]。
1 實(shí)驗(yàn)方法
通過U 型管板建立有效連接,如圖1 所示。換熱器材料均為304 不銹鋼,管板厚度為10 mm,直徑為 70 mm,管子直徑為 3 mm。在換熱器兩端各設(shè)置36 個接頭,釬焊釬材料選用BNi2,其主要元素為Ni,Cr,B,Si 等。
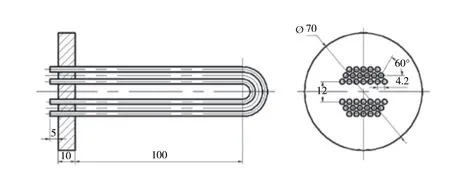
圖 1 換熱器結(jié)構(gòu)圖(單位:mm)
先把釬焊爐排空,使壓力降至1.3 Pa 以下,然后將一系列組件分別放入真空爐,并慢慢升溫至850 ℃,升溫過程持續(xù)50 min;在850 ℃時保持恒溫30 min;再繼續(xù)升溫至釬焊溫度為1 050 ℃,持續(xù)30 min;在溫度1 050 ℃時維持25 min;最后使材料自行冷卻,從1 050 ℃慢慢降至620 ℃,當(dāng)溫度達(dá)到620 ℃時,向爐中輸入一定量的N2,同時啟動風(fēng)機(jī)進(jìn)行風(fēng)冷,直到溫度降至40 ℃以下后出爐。
從實(shí)驗(yàn)對象中選取單個管板試件及不銹鋼管子,然后使用軟件對RG4100 試件進(jìn)行強(qiáng)度測試。在25 ℃室溫條件下,獲得了釬縫管板試件以及 3 mm 的304 不銹鋼管子的機(jī)械拉伸強(qiáng)度曲線。利用光學(xué)儀器,通過在線顯微狀態(tài)分析經(jīng)磨拋后的管板切割試樣釬焊微組織,使用掃描電鏡對焊接街頭微組織進(jìn)行分析。
2 實(shí)驗(yàn)結(jié)果分析
2.1 力學(xué)性能分析
圖2 所示為不同材料構(gòu)件的機(jī)械拉伸-應(yīng)變曲線。經(jīng)過計(jì)算可知,管板連接試件和管子的抗拉強(qiáng)度分別為662.42 MPa 和715.91 MPa。由圖2 可知,管子的抗拉強(qiáng)度較大,這就說明端口斷裂并非先由管子造成。當(dāng)釬料厚度為0.12 mm 時,管板連接端部往往容易發(fā)生斷裂,主要因?yàn)樵撎幋嬖趹?yīng)力集中現(xiàn)象,具體如圖3 所示。
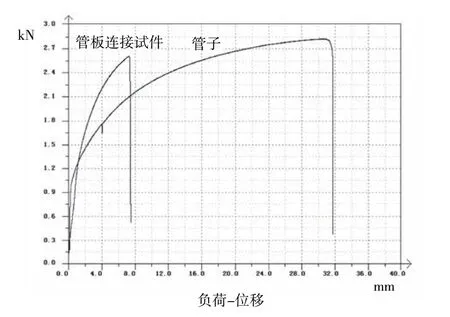
圖 2 拉伸應(yīng)力-應(yīng)變曲線

圖 3 斷裂試件
2.2 微觀組織分析
利用光學(xué)儀器,在線顯微狀態(tài)下分析經(jīng)磨拋后的切割試樣結(jié)構(gòu)微組織,并使用EDS 方法進(jìn)行微組織分析。由圖4 可知,釬焊接頭結(jié)構(gòu)組成非常復(fù)雜,一般可將其分為4 個主要部分。
(1)母材擴(kuò)散區(qū)(DAZ)
B 原子在母材內(nèi)部晶間擴(kuò)散之后就會形成新的組織形態(tài),如圖4 所示。圖4 中,在晶內(nèi)與晶間各自選取A、B 兩點(diǎn)進(jìn)行EDS 譜相分析,其化學(xué)成分如表1 所示。通過表1 可知,B 元素在A 處的質(zhì)量分?jǐn)?shù)為62.97%,B 元素在B 處的質(zhì)量分?jǐn)?shù)為10.16%,這表明了B 元素在母材中一般進(jìn)行晶間擴(kuò)散,然后與鉻原子、鐵原子形成新的化合物。
(2)界面反應(yīng)區(qū)(IRZ )
母材和釬料間發(fā)生化學(xué)反應(yīng)并冷卻后形成新的材料,其中包含了大量的金屬化合物,且一般呈條狀或者不規(guī)則多邊形,如圖5 所示。對E 點(diǎn)成分進(jìn)行分析后可知其化學(xué)成分如表2 所示,這說明該新物質(zhì)主要由B 與Cr 2 種元素組成。
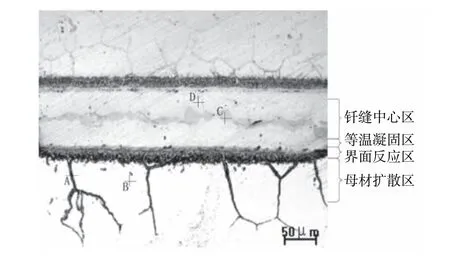
圖 4 釬焊接頭微觀組織形貌
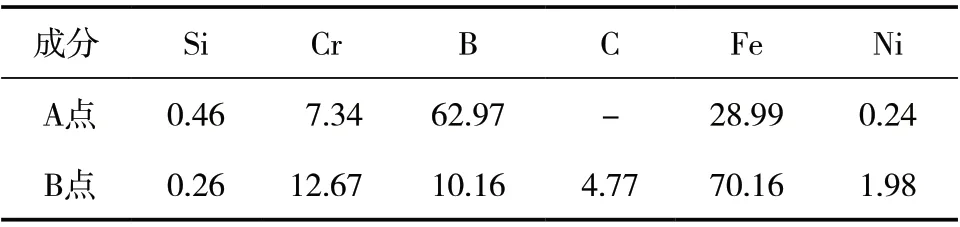
表 1 A、B掃描點(diǎn)的成分(質(zhì)量分?jǐn)?shù)) %
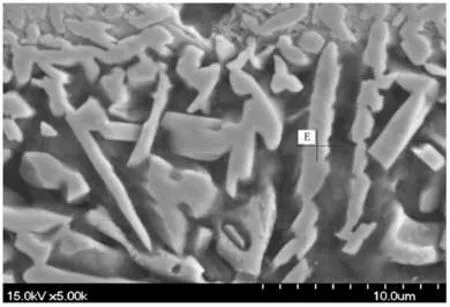
圖 5 界面反應(yīng)區(qū)

表 2 E掃描點(diǎn)的成分(質(zhì)量分?jǐn)?shù)) %
(3)等溫凝固區(qū)(ISZ)
等溫凝固區(qū)主要由鎳原子、鉻原子、鐵原子及硅原子等元素融合而成,融合時會產(chǎn)生大量的固溶體組織。通過試驗(yàn)發(fā)現(xiàn),新材料的各項(xiàng)力學(xué)性能均較好。
(4)釬縫中心區(qū)(ASZ)
釬焊縫中間位置存在大量的B 與Cr 形成的新物質(zhì),其結(jié)構(gòu)非常復(fù)雜。在圖4 中的 C、D 位置進(jìn)行取樣研究,經(jīng)EDS 分析發(fā)現(xiàn)釬縫中C 點(diǎn)Cr 含量較高,D 點(diǎn)處呈硼化鎳相,2 處的具體化學(xué)成分可見表3。
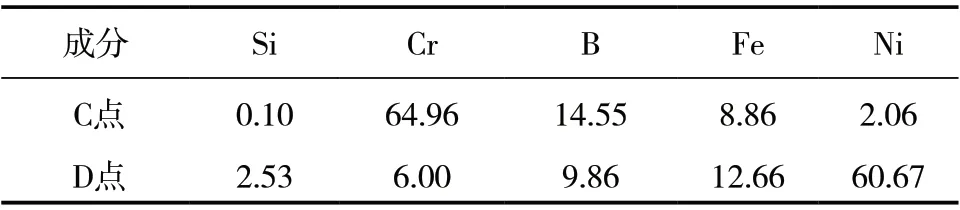
表 3 C、D掃描點(diǎn)的成分(質(zhì)量分?jǐn)?shù) ) %
3 殘余應(yīng)力有限元分析
3.1 有限元建模與分析
綜合力學(xué)性能測試結(jié)果可知,應(yīng)力集中在斷口處,采用ANSYS 有限元分析軟件對組織內(nèi)部應(yīng)力進(jìn)行有限元熱-力分析。由于焊接接頭的應(yīng)力往往呈對稱分布,因此在分析過程中可將其視為平面量變來構(gòu)建有限元分析模型,圖6 所示為模型網(wǎng)格劃分結(jié)果。在焊縫處進(jìn)行網(wǎng)格細(xì)分,有限元模型節(jié)點(diǎn)總數(shù)為10 453 個。其中,應(yīng)力分析分別通過PLANE55 單元與PLANE182 單元來完成。管子與管板的材料熱物理參數(shù)可見表4[11]。

圖 6 有限元模型及網(wǎng)格劃分
合理設(shè)計(jì)釬焊殘余應(yīng)力順次耦合算法,對釬焊過程完成仿真模擬。采用熱輻射升溫方式并按照釬焊實(shí)際升溫過程曲線進(jìn)行有限元分析,從而得到釬焊內(nèi)部結(jié)構(gòu)的熱力學(xué)溫度場。在傳熱分析過程中引入熱載荷,通過熱彈塑性分析獲得其殘余應(yīng)力分布狀況。在分析時,一般忽略內(nèi)部結(jié)構(gòu)中不同原子相互擴(kuò)散所產(chǎn)生的影響。
3.2 計(jì)算結(jié)果與分析
圖7 所示是設(shè)備殘余應(yīng)力圖。由圖7 可以看出,組織內(nèi)部的殘余應(yīng)力往往雜亂無章,而在管板連接處出現(xiàn)了殘余應(yīng)力最大值221 MPa,離焊縫越遠(yuǎn),殘余應(yīng)力會逐漸降低。釬縫其他地方的應(yīng)力值并不大,這是由于管板厚度和管壁厚度都非常小,熱應(yīng)力發(fā)散十分迅速。
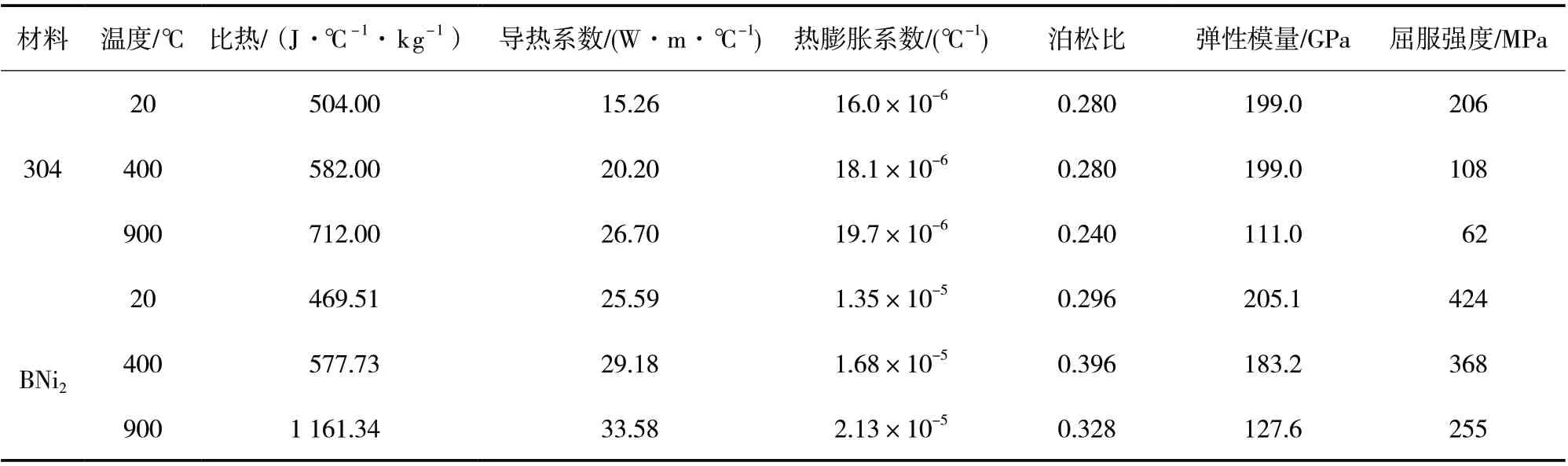
表 4 304不銹鋼和BNi2釬料的熱力學(xué)性能
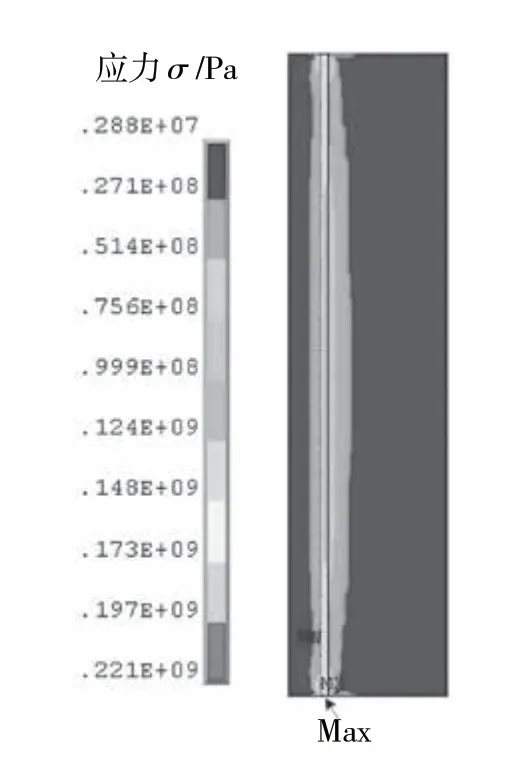
圖 7 殘余應(yīng)力分布
4 結(jié)論
力學(xué)性能測試結(jié)果表明,管板釬焊接頭的強(qiáng)度遠(yuǎn)小于304 不銹鋼管子,因此管板端部會產(chǎn)生斷裂,這是因?yàn)楣馨搴附咏宇^往往存在應(yīng)力集中現(xiàn)象。
采用掃描電鏡進(jìn)行微觀分析,進(jìn)一步探索了不同內(nèi)部組織區(qū)域的主要元素成分,還發(fā)現(xiàn)了B 原子一般在母材擴(kuò)散區(qū)進(jìn)行晶間擴(kuò)散。
以管子與管板焊接頭溫度場為主要研究對象構(gòu)建有限元應(yīng)力分析模型,考慮材料內(nèi)部結(jié)構(gòu)隨著溫度變化產(chǎn)生的變化情況,對304 不銹鋼管板釬焊應(yīng)力分布情況進(jìn)行了模擬,發(fā)現(xiàn)最大殘余應(yīng)力位于管板連接處。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18