高鋼級螺旋焊管成型應力有限元數值研究
2020-05-08 03:37:40董志強畢宗岳張建勛
天然氣與石油 2020年2期
關鍵詞:有限元
董志強 畢宗岳 李 超 張建勛
1. 西安交通大學金屬材料強度國家重點實驗室, 陜西 西安 710049;2. 寶雞石油鋼管有限責任公司鋼管研究院, 陜西 寶雞 721008
0 前言
在考慮更低的輸送成本和更高的輸送效率情況下,大口徑、高鋼級(X 70及以上鋼級)已成為油氣輸送管的主要發展方向[1]。管道的制造過程中經歷塑性成型,成型后管道不可避免地存在殘余應力,殘余應力對焊管的疲勞、腐蝕、穩定性以及承壓能力均有顯著影響。螺旋焊管的殘余應力分布規律遠比直縫焊管的殘余應力分布規律復雜,并且與管道尺寸和成型工藝密切相關。研究螺旋焊管的殘余應力對提高管道的制造質量,保證管道的安全運行十分必要。
管道應力測試的常用方法有盲孔法、X射線衍射法、切環法等,但管道內部及厚度方向的應力難以測試[2],近年來,有限元分析技術已大量應用于管道應力的研究中[3-4],在螺旋焊管殘余應力研究方面,由于螺旋焊管的制造過程是一個連續的過程,經過銑邊、螺旋成型后進行焊接,銑邊的應力會疊加到螺旋焊管成型過程中,焊接是在成型模具的約束下進行的,成型模具松開管道會產生較大的回彈變形,而焊后管道應力會重新分布,因此螺旋焊管成型后的應力難以進行實驗測試,對螺旋焊管的應力測試及有限元研究多集中在焊接工藝后[5-7],但低應力成型是精確控制管形的關鍵[8],而且成型的合縫質量以及應力會直接對焊接過程質量產生較大影響,成型合縫控制不好會產生氣孔、夾渣、焊偏等焊接缺陷[9],成型應力達到某一程度時,就會將應力傳遞到焊縫熔池中,影響焊縫結晶的穩定形成,降低焊縫的力學性能[10],降低焊接質量,甚至降低焊接速度[11],制造完成后的螺旋焊管在遠離焊縫位置的應力也主要是成型應力。李宏等人[12]對螺旋焊管的成型過程進行了有限元計算,計算結果表明成型內輥下壓量對殘余應力的影響遠大于板寬對殘余應力的影響。Yu Jianrong等人[13]用Abaqus軟件模擬了螺旋焊管的成型以及隨后的焊接過程,展示了從成型過程到焊接過程計算的關鍵步驟。李霄等人[14]利用Abaqus軟件對螺旋焊管成型過程進行了仿真,研究結果表明當成型輥下壓量為7 mm時,成型后的螺旋焊管管徑符合要求。從以上研究可知成型內輥下壓量對成型后螺旋焊管的管徑大小和成型應力都有很大影響,成型出符合標準規定的螺旋焊管,需要合適的下壓量。
本文建立了與實際成型器基本一致的三維有限元模型,通過設置合理的有限元計算參數,對螺旋焊管成型中應力演變過程以及成型后應力分布進行計算,對比成型后焊管管徑與理論計算管徑,在此基礎上研究了不同鋼級、不同壁厚螺旋焊管的合適成型內輥下壓量以及成型后應力分布。研究成果,可為制造低殘余應力、高質量的螺旋焊管提供參考。
1 有限元模型
本文模擬的螺旋焊管采用外控式成型方式,成型的有限元模型見圖1,成型器的主要結構由三組成型輥(成型內輥組以及成型外輥組)以及五組外控輥組成。板料由遞送輥的動力遞送至三組成型輥中,經過三輥彎板后,再經過五組外控輥的定徑作用而成型為所要管徑的管子,通過調整成型內輥下壓量以及成型輥輪的傾角可以成型不同管徑的螺旋焊管。圖1中成型板板厚為14.6 mm,板長為7 000 mm,板寬為1 449 mm,成型角為63°,經式(1)計算成型后焊管直徑應為1 016 mm,板料的兩條長邊分別為自由邊和遞送邊,輥輪直徑為200 mm,每個輥組由20個小輥輪組成。建立1個垂直的擋板用以限制板料在水平方向的運動,在板料的上下表面分別加兩個壓平板,用以限制板料在垂直于板面方向的上下運動,壓板和擋板保證了成型板在成型過程中沿遞送方向前移。
cosα=B/πD
(1)
式中:α為成型角,°;B為板寬,mm;D為焊管直徑,mm。
本文研究的成型板材料有X 70、X 80以及X 90管線鋼,密度7.85 g/cm3,彈性模量206 GPa,泊松比0.3,擋板、壓板以及輥輪都設置為剛體。由于螺旋焊管的成型屬于彈塑性大變形問題,同時因為金屬材料在塑性變形過程中存在加工硬化現象,所以在定義板料塑性時采用彈塑性硬化模型。依據管線鋼管規范API Spec 5 L對X 70、X 80以及X 90焊管的性能要求,確定不同鋼級管道的應力應變關系見表1[15-17],不同鋼級管道的組織不同,在彈塑性計算中表現為拉伸性能不同。板料的單元類型為8節點減縮積分單元C3D8R,厚度方向劃分了4層單元,一共劃分了996 262個單元,節點數為1 240 721個,見圖2。經過對比劃分更細密網格的模型計算結果以及提取偽應變能與動能的比值表明這個網格劃分方案可以保證結果準確及提高計算效率。
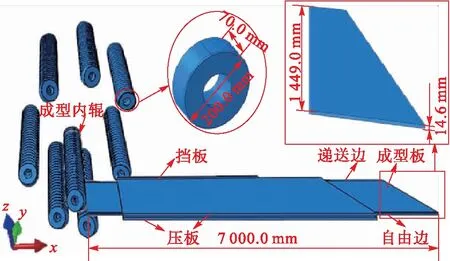
圖1 有限元模型示意圖Fig.1 Schematic diagram of finite element model
表1 不同鋼級管道成型板應力應變關系表
Tab.1 Stress-strain relationship of forming plate for different grades of steel pipelines
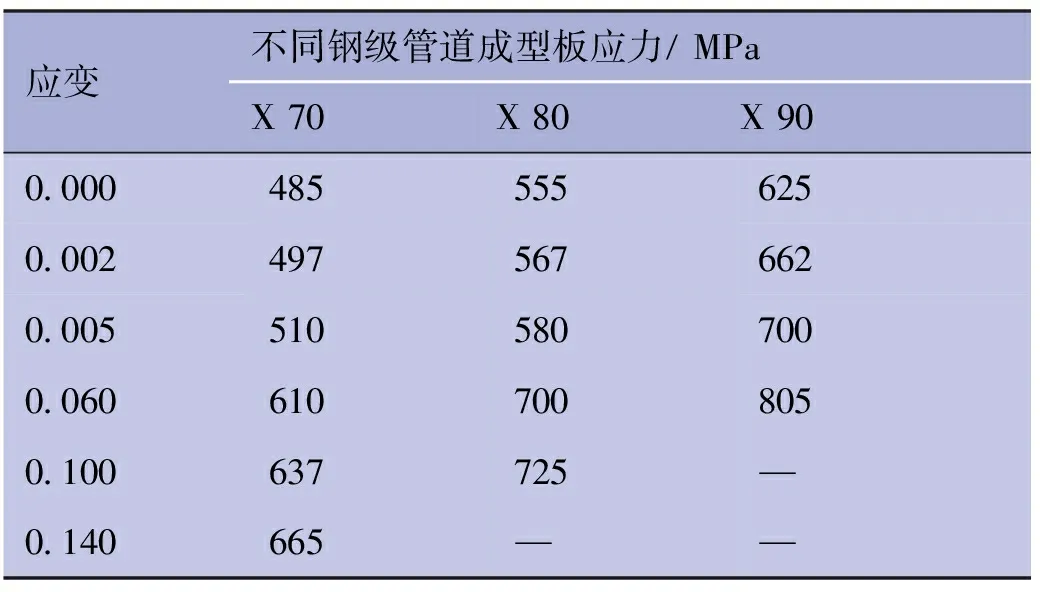
應變不同鋼級管道成型板應力/MPaX 70X 80X 900.0004855556250.0024975676620.0055105807000.0606107008050.100637725—0.140665——
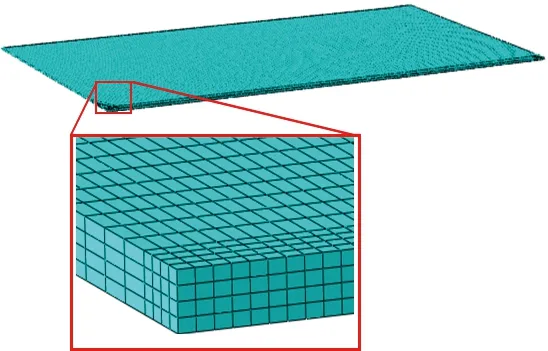
圖2 成型板網格劃分圖Fig.2 Mesh of the forming plate
成型輥和外控輥都是被動輥,依靠與板料表面的摩擦來轉動,板料和輥輪之間屬于滾動摩擦,摩擦系數為0.1[18-19]。螺旋焊管的成型過程可以作為準靜態過程處理,所以整個計算采用ABAQUS的顯式動力學模塊ABAQUS/Explicit進行。
2 計算結果與討論
2.1 成型后內外表面應力分布
采用三維有限元數值模型,通過調整成型內輥下壓量,成功模擬卷出了螺旋焊,管見圖3。由于本文研究的不同鋼級的管道尺寸及成型模具相同,成型后表面應力有相似的分布規律,因此這里選取X 80螺旋焊管作為代表進行高鋼級管道成型后內外表面應力分布分析。對卷出的螺旋焊管進行分析,焊管外表面與外控輥都相切,整個焊管的圓度較好,成型后焊管管徑與理論計算管徑一致,成型后內外表面最大Mises等效應力在 200 MPa 左右。成型過程最大的應力出現在成型內輥下方位置,最大Mises等效應力在600 MPa左右,超過了板材的屈服強度,因此板材在成型內輥下方產生了塑性變形。
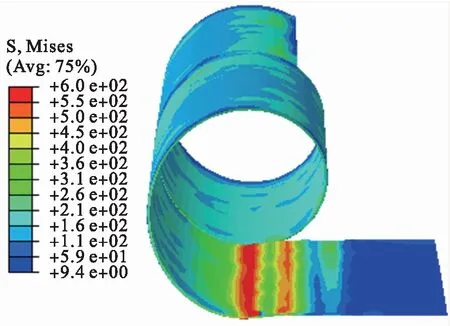
圖3 成型后螺旋焊管Mises等效應力云圖Fig.3 Mises equivalent stress nephogram ofthe formed spiral pipeline
為了解應力在管體的分布規律,在鋼管的內外表面各定義一條路徑,起點是自由邊,終點是遞送邊,定義的路徑及沿定義路徑的應力分布見圖4,除了自由邊附近的環向應力,軸向應力和環向應力在內表面基本呈壓應力分布;除了自由邊附近的環向應力,軸向應力和環向應力在外表面基本呈拉應力分布,這是由于板材在成型過程中內表面受壓,而外表面受拉。從圖4可看出,應力在成型后管體的分布不均勻,有較大波動,這是由于成型輥組各個輥輪之間有間隙,因此板材有的部位受到輥輪擠壓,而有的部位沒有。軸向應力在遞送邊和自由邊都很小,內表面自由邊有較大的拉環向應力,外表面遞送邊有較大的拉環向應力。徑向應力在內外表面都很小,接近0 MPa。
2.2 成型過程應力演變
為了研究螺旋焊管成型過程應力的演變過程,在螺旋焊管內表面、中間以及外表面各選取1個單元,單元應力隨時間變化曲線見圖5。從圖5可看到,板料在經過3個成型輥的彎曲變形之后,在3個成型輥中板料的Mises等效應力最大,內表面應力超過板材屈服強度,而外表面及板厚中間部位最大Mises等效應力比板材最大屈服強度低,板料穿過成型輥后,應力值開始迅速減小,內外表面應力減小幅度較大,中間部位略有減小,到外控輥時遠遠小于板材屈服強度,并且Mises等效應力在經過其余外控輥時,板料應力值變化很小,說明螺旋焊管成型時的彈塑性變形主要發生在三輥彎板區域的,板料在成型過程中的最大Mises等效應力出現在成型內輥正下方,板料的塑性彎曲變形主要發生在成型輥之間,經過成型輥后板料發生回彈,成型應力減小。
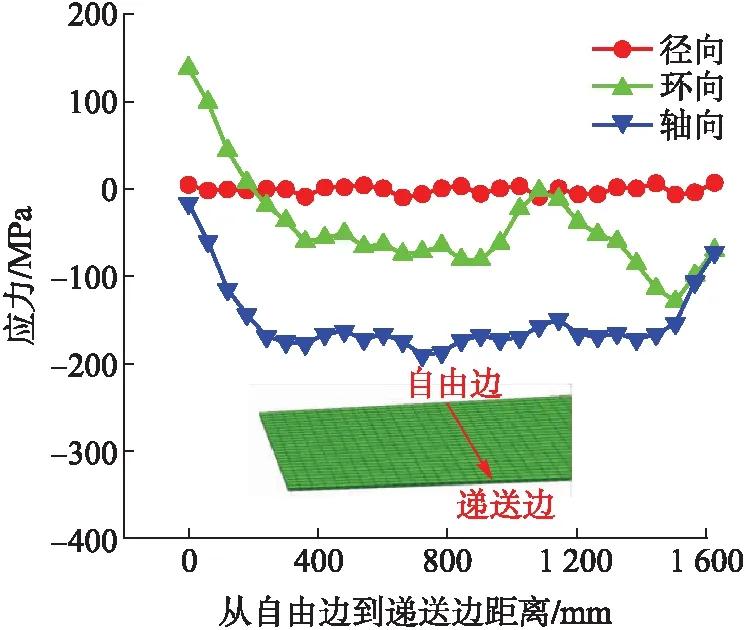
a)內表面a)Inner surface
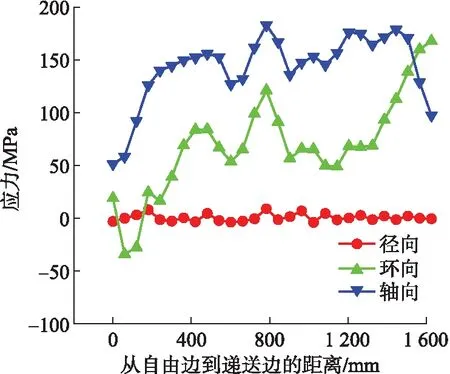
b)外表面b)Outer surface
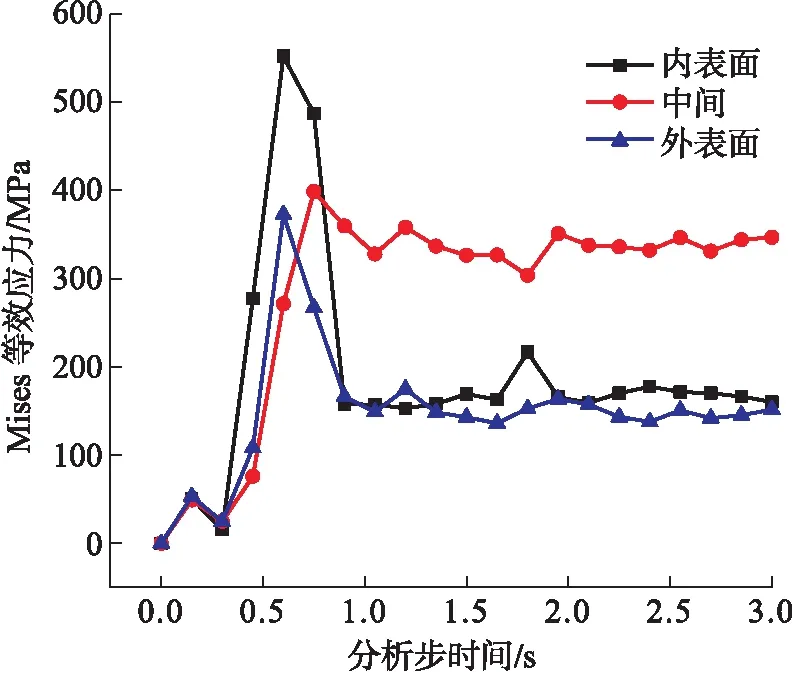
圖5 應力隨時間變化曲線圖Fig.5 The curve of stresses-time
2.3 不同鋼級螺旋焊管成型內輥下壓量及應力分析
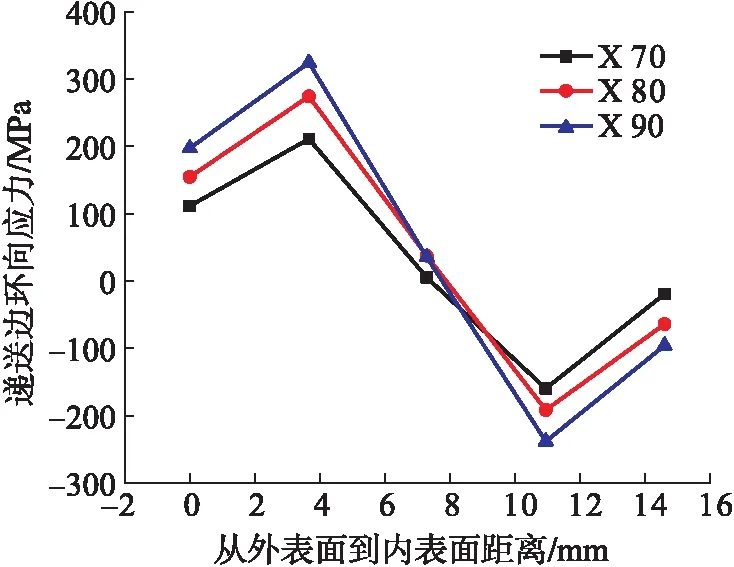
本文對不同鋼級同一尺寸螺旋焊管的合適成型內輥下壓量進行了研究,在此基礎上研究了成型后螺旋焊管的環向應力分布。圖6為X 70、X 80和X 90合適的成型內輥下壓量,從圖6可看到,隨著鋼級的提高,合適的成型內輥下壓量隨之增加,并且X 90與X 80,X 80與 X 70 合適的成型內輥下壓量都相差1.3 mm。圖7為不同鋼級螺旋焊管成型后環向應力分布,從前面的研究結果可知,螺旋焊管外表面基本呈拉應力分布,而螺旋焊管外表面不直接面臨較強腐蝕性的石油天然氣,管道內表面為壓應力,因此這里不直接研究焊管內外表面應力,而取焊管遞送邊厚度方向應力作為研究對象。從圖7-a)可知,不同鋼級螺旋焊管成型后外表面遞送邊的應力隨鋼級增加而增加,外表面環向應力呈拉應力分布,內表面環向應力呈壓應力分布,不同鋼級螺旋焊管厚度方向中間部位的環向應力都接近0 MPa。從圖7-b)可知, X 70 和X 80管道軸向應力在厚度方向基本一樣,X 90 管道軸向應力比X 70和X 80大,和環向應力一樣,外表面軸向應力呈拉應力分布,內表面軸向應力呈壓應力分布,不同鋼級螺旋焊管厚度方向中間部位的軸向應力都接近0 MPa。
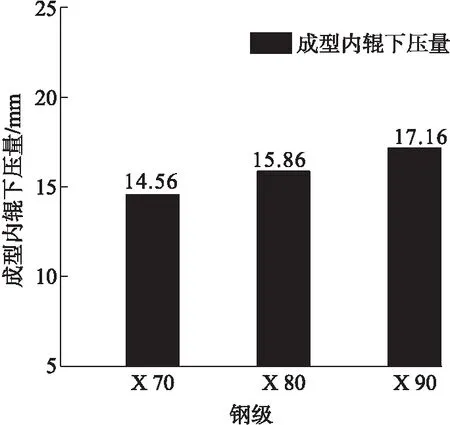
圖6 不同鋼級焊管成型內輥下壓量柱狀圖Fig.6 The press amount of inner roll for different grade pipelines
2.4 板厚對螺旋焊管成型內輥下壓量及應力分析
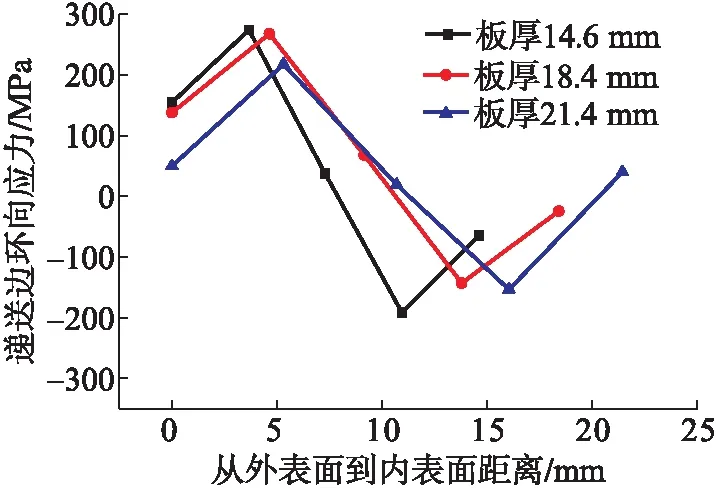
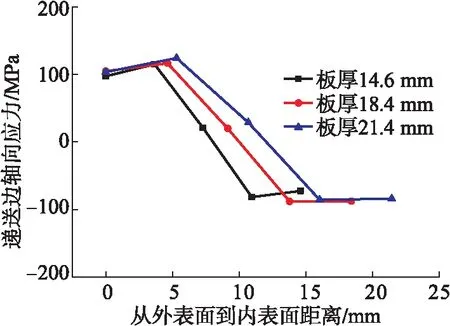
實際生產中,根據運輸壓力不同制造不同壁厚螺旋焊管,同一批次的原材料板厚也會有一定差別,因此有必要研究成型板板厚對成型參數及成型應力的影響。本文研究了14.6、18.4、21.4 mm的X 80螺旋焊管的成型過程,結果見圖8。從圖8可看出,隨著成型板板厚增加,合適的成型內輥下壓量減小,這是由于板厚增加回彈量相應減小。從圖9-a)可看出,遞送邊的環向應力隨板厚增加而減小,不同厚度管道環向應力在中間層最小接近0;從圖9-b)可看出,遞送邊的軸向應力在厚度方向分布基本一樣。
a)環向應力a)Hoop stress

b)軸向應力b)Axial stress
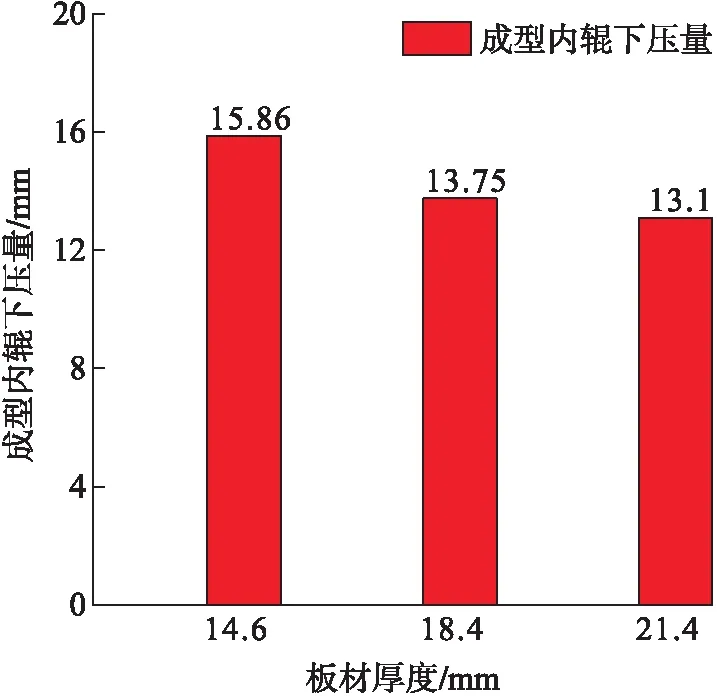
圖8 不同厚度板材的合適成型內輥下壓量柱狀圖Fig.8 The appropriate press amount of inner rollfor plates of different thickness
a)環向應力a)Hoop stress
b)軸向應力b)Axial stress
3 結論
1)螺旋焊管成型后應力在管體分布不均勻。除了自由邊及附近環向應力,成型后內表面的軸向應力和環向應力呈壓應力分布,外表面的軸向應力和環向應力呈拉應力分布。
2)板料在彎曲成型過程中,處于三輥彎板區域的成型內輥下方時,成型應力最大,經過成型輥后板材發生回彈變形,應力減小,在經過外控輥時,應力不發生明顯變化。
3)相同管徑的螺旋焊管,隨著鋼級提高,合適的成型內輥下壓量隨之增加。內外表面遞送邊的環向應力都隨著鋼級的升高而增大,X 70和X 80螺旋焊管軸向應力基本一樣,都明顯比X 90螺旋焊管軸向應力小。
4)隨著成型板板厚增加,合適的成型內輥下壓量減小。遞送邊的環向應力隨厚度增加而減小,軸向應力隨成型板板厚變化較小。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18