NSI2000 天線近場測試系統Y 軸故障維修
2020-05-01 06:04:16逯毅星李威鋒
設備管理與維修 2020年5期
逯毅星,李威鋒
(中國空空導彈研究院,河南洛陽 471009)
0 引言
NSI2000 天線近場測試系統是一套現代化的自動測量設備,經過多年使用,出現掃描探針Y 軸運動定位精度下降,以及Y 軸步進電機工作溫升過高導致損壞等故障,急需修復。
1 故障現象
(1)設備Y 軸傳動機構工作時發出異響,尤其是掃描探針沿Y 軸做由下而上的掃描運動時還伴隨著同步帶的振顫。
(2)掃描探針沿Y 軸運動時定位精度差。
(3)Y 軸步進電機工作溫度偏高,導致電機燒壞(Y軸電機驅動卡于1 年前燒壞過,已更換)。
2 故障診斷
2.1 設備工作原理
NSI2000 天線近場測試系統使用NSI2000 測試軟件進行人機交互,通過計算機GPIB 總線連接HP8720 網絡分析儀(以下簡稱網分儀),控制發射天線發出激勵信號,掃描探針受到激勵信號送回網分儀進行處理,結果經GPIB 總線送NSI2000 軟件計算。NSI2000 軟件計算測量結果后,經運動控制總線發出指令,使運動控制系統移動到下一指定位置進行測量,到位后發出觸發信號控制網分儀進行信號采集,完成測量閉環。通過天線和探針不斷地相對移動,將相對應的位置數據與幅相數據分別記錄并顯示在近場分布圖的橫軸與縱軸上,最終完成對天線的近場測量。
2.2 故障診斷分析
按照先易后難,由簡入繁的原則,需要對可能影響的部位進行檢修。先后對測量天線和網分儀進行了校正,傳輸電纜和信號接口重新連接固定,減小運動時的附加力。經過初步檢修后故障未消失,可以初步排除天線測量、負載和信號干擾等可能性,隨即將故障分析的重點轉向運動控制系統。運動控制系統主要由PC 端、ARC 箱(近場掃描驅動箱)、步進電機和傳動機構等4 部分組成。
PC 端通過NSI2000 Antenna Measurement System 軟件下的“Measurments”和“Hardware”窗口分別提供圖形化的測量運動控制和運動系統的參數配置調整功能,如圖1 所示。在測量菜單下提供了單軸點位控制功能,為后續故障測試提供了便利條件。

圖1 “Measurments”和“Hardware”窗口
ARC 箱由驅動信號處理輸入、輸出板,伺服電源和伺服模塊等組成。主要完成信號放大、動作連鎖保護、測量觸發等功能。
由于NSI2000 運動控制系統傳動機構具有載荷輕、快速定位和精度要求高的特點。掃描支架采用輕量化設計,使用步進電機作為執行元件,選用同步帶為傳動元件。步進電機將ARC 箱發出的脈沖信號轉化為角位移,再通過同步帶將角位移轉換為直線位移,探針沿Y 軸由同步帶牽引移動。
配重滑塊的作用是平衡探針架的重量,不僅能夠保持在靜止狀態下傳動機構的平衡,同時對工作狀態下Y 軸步進電機的發熱有重要影響。根據牛頓第二定律(F=ma),如果配重質量偏大則慣性增大,必然使電機輸出驅動力增加,導致Y 軸移動時步進電機負載增加而發熱;若減小配重質量,將導致Y 軸在定位鎖緊時,步進電機需提供較大的制動扭矩,導致電機發熱。
現場試運行觀察發現,帶輪和同步帶有輕微磨損現象,驅動輪側運行噪音較大。懷疑同步帶老化,造成承載層拉長,節距增大,使驅動輪與同步帶帶齒干涉,產生噪聲和定位精度誤差。
3 故障維修
3.1 維修前定位精度檢測
由于該設備對Y 軸定位精度有較高要求(≤0.075 mm),因此在機構維修調整前,需進行定位精度檢測,為后續裝調留下原始數據。
Y 軸定位精度檢測使用英國雷尼紹XL-80 激光干涉儀進行,測量時Y 軸位移通過NSI2000 軟件下[Move axes]命令執行。測量結果通過雷尼紹XCal-View 軟件進行分析。掃描探針沿Y軸運動的整個測量行程定位精度最大誤差為0.677 1 mm,反向間隙為0.216 7 mm。
3.2 維修與調試
3.2.1 同步帶選型與替換
從上述測量結果中可以看出,定位誤差遠大于0.075 mm的允許值。必須對傳動機構進行調整,對磨損的零件進行更換才能消除故障。由于該設備訂購年代較久,國外廠商零備件供應無法保證,只能對Y 軸傳動機構的部件進行國產化替代。通過測量原裝傳動部件相關尺寸,尋找尺寸接近的國產備件,最終確定帶輪規格(表1)和同步帶規格(表2)。

表1 帶輪規格

表2 同步帶規格
由于同步帶是直線位移的傳動元件,它本身是彈性體,對精度有重要影響。在不同力的作用下,會有不同程度的拉伸,不同材料,拉伸量也會不同。選取兩種不同材料的同步帶進行對比試驗,結果見表3。經過運行噪聲、運行平穩性、重復定位精度對比,最終選用以氯丁橡膠和玻璃纖維為材料組成的同步帶。

表3 試驗結果
3.2.2 步進電機故障維修
Y 軸運動過程中步進電機溫升過快,升至85 ℃左右。經過觀察分析,由于掃描支架的輕量化設計,Y 軸步進電機是通過4個鋁制長螺桿為支撐,固定在兩級皮帶減速機構上。由于疲勞磨損等原因,其中2 只長螺桿根部斷裂,在轉動狀態下電機會發生傾斜,靜止狀態下電機回位,故障狀態非常隱蔽。由于轉動狀態下電機傾斜,傳動軸系相互不平行,致使傳動阻力增大、負載加重,造成步進電機溫度過高。
首先,加工更換電機固定螺桿,重新調整皮帶減速機構張力,排除傳動軸系相互不平行問題。考慮到步進電機長期經受高溫運行,為保證安全可靠,決定對Y 軸步進電機進行更換。由于該電機為原廠配套電機,標識不清;通過查線、檢查步進電機驅動板接口設置等方法,最終確定電機接線方法,見表4。
3.2.3 定位精度補償
在機械機構調整完成后,針對定位誤差中的線性誤差部分,通過在NSI2000 控制軟件中“Hardware”選項下的參數,可以調整Y 軸步進電機控制參數進行位置精度補償。“Out-putscale”是步進電機轉動1 步時,Y 軸的移動距離,“Backlask”是Y 軸反向間隙,如圖2 和圖3 所示。通過激光干涉儀重復測量Y 軸的定位精度,使用夾逼法不斷優化參數OutPutscale、Backlash,使誤差曲線逐漸平坦、正反向誤差曲線開口減小。通過比較,選擇定位精度最佳時對應的參數,最終確定:Out-Putscale=0.063 55 mm,Backlash=0。

表4 步進電機接線
4 維修結果
4.1 定位精度
使用激光干涉儀對維修后Y 軸定位精度進行測量。維修后在700 mm 測量行程定位誤差最大0.062 1 mm,反向間隙最大誤差0.019 4 mm。Y 軸傳動機構定位精度、反向誤差,對比維修前提升了一個數量級。
4.2 電機溫度
使用紅外測溫儀測量維修后的步進電機在工作狀態下的溫度。由電機溫度隨時間變化的曲線可以看出,在前80 min內電機溫度隨時間近似成線性上升,在80 min 之后溫度變化較為緩慢,特別 在 100~140 min 溫度儀上升0.6 ℃。可以認定連續工作2 h 后電機達到熱平衡狀態,即電機已達到在額定工況下運行溫度,即最高溫度為53.2 ℃,處于電機工作溫度允許的范圍內(最高溫度80 ℃),維修前電機溫度是85 ℃,維修效果明顯。
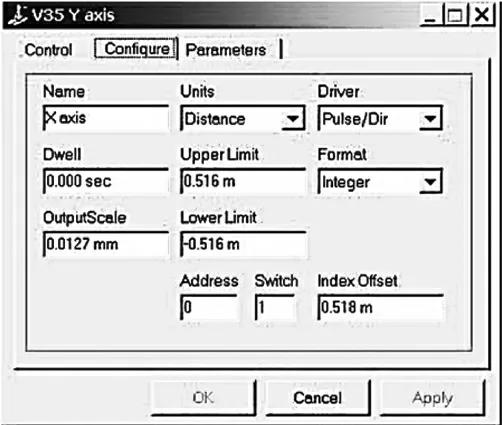
圖2 步進電機配置

圖3 步進電機參數
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
