低密度C/C隔熱材料快速低成本制備及性能研究 ①
2020-04-28 02:38:00王坤杰張宏亮郭曉波
固體火箭技術 2020年1期
虎 琳,王坤杰,張宏亮,李 杰,郭曉波
(1.西安航天復合材料研究所,西安 710025;2.高性能碳纖維制造及應用國家地方聯合工程研究中心,西安 710089)
0 引言
高超聲速導彈、返回式衛星等航天飛行器再入大氣層時,其熱防護系統由于受到高速熱流的沖蝕作用,表面溫度通常會升至1000 ℃以上,為確保飛行器能夠在許用溫度范圍內安全工作,必須在熱防護系統中加入性能優異的隔熱材料進行隔熱防護[1-4]。對于現階段應用于熱防護系統的隔熱材料,主要面向高性能、低密度、多體系、低成本等方向發展,以高溫合金、石棉/酚醛等代表的傳統隔熱材料已不能滿足使用需求,因而發展高性能復合材料成為了必然趨勢[5-7]。
低密度C/C隔熱材料(ρ≤1.20 g/cm3)是一類以碳纖維或其他碳織物為增強體、以樹脂碳或CVD熱解碳為基體的先進復合材料,它克服了普通碳材料的缺點、保持了其耐高溫性能,同時又具有高比強度、較好的韌性、低密度和低燒蝕率等優點,是一種應用潛力巨大的燒蝕型隔熱材料[8-10]。國外已有將其應用于固體火箭發動機喉襯背壁絕熱層等隔熱部位的實例,國內科研工作者對此也開展了大量的研究工作,取得了較為顯著的階段性成果[11-13]。目前,化學氣相沉積工藝和液相浸漬炭化工藝是兩種較為成熟的制備低密度C/C隔熱材料的工藝技術,與前者相比,液相浸漬炭化工藝具有致密效率高、成本低、周期短的顯著優點,在工業化生產中更為常用。與此同時,粘膠基碳氈作為一類隔熱性能優異的保溫隔熱基材,已在超高溫領域得到了廣泛應用,將其進一步與具有優異燒蝕性能的樹脂碳復合從而制備出低密度C/C隔熱材料,能夠充分發揮纖維增強碳基復合材料的優點,滿足多種嚴苛環境下的使用要求,在高溫燒蝕隔熱領域具有廣闊的應用前景。
基于以上背景,本研究選擇低成本輕質粘膠基碳氈為增強體,通過浸漬/炭化致密工藝快速制備出一種新型的低密度C/C隔熱材料,并對其力學、熱物理及隔熱性能進行了測試分析,本研究將為今后更廣泛地開展高性能C/C隔熱材料的高質高效研制工作提供工藝技術指導,為不斷擴寬C/C材料的應用領域提供基礎數據支撐。
1 實驗
1.1 材料制備
采用兩塊特制的多孔石墨板,將體密度和碳含量分別為0.2 g/cm3、88.6 %的國產粘膠基碳氈上下面固定后置于浸漬罐內,采用常壓浸漬致密工藝浸漬糠酮樹脂,浸漬壓力為2.0 MPa;然后,將其置于固化罐內進行加壓固化,固化壓力為1.0 MPa;最后,在炭化爐內進行950 ℃的炭化處理,糠酮樹脂炭化裂解生成樹脂碳并填充多孔粘膠基碳氈的孔隙,得到低密度C/C隔熱材料。經測試,C/C隔熱材料的體密度為1.05 g/cm3,開孔率為35.65 %。
1.2 測試與分析
1.2.1 微觀形貌觀察及體密度、開孔率測試
采用JSM-6460LV型掃描電子顯微鏡(SEM)觀察試樣斷面和燒蝕面的微觀形貌。試樣的體密度可通過稱量質量和測試尺寸的方法計算得出,進一步采用阿基米德排水法測試開孔率。
1.2.2 力學和熱物理性能測試
采用INSTRON-5500R型萬能試驗機測試材料的常溫力學性能,其中水平剪切試樣和彎曲試樣的尺寸分別為18 mm×6 mm×3 mm和55 mm×10 mm×4 mm。
利用激光脈沖法,在國產JR-3激光導熱儀上測試C/C隔熱材料試樣的比熱容和熱擴散系數,根據下式計算出熱導率:
λ=α·ρ·cP
式中λ為熱導率,W/(m·K);α為熱擴散系數,10-6m2/s;cp為比熱容,J/(kg·K);ρ為試樣密度,g/cm3。試樣尺寸為φ12.7 mm×3 mm,測溫范圍為RT~1000 ℃。
用DL-1500型熱膨脹儀測試試樣的平均熱膨脹系數,試樣尺寸為φ6 mm×25 mm,測溫范圍為RT~1000 ℃。
1.2.3 隔熱性能測試
通過氧乙炔燒蝕試驗測試材料的燒蝕隔熱性能,試驗裝置如圖1所示。燒蝕試樣尺寸為φ30 mm×10 mm,氧乙炔槍口至試樣表面距離為20 mm,氧氣與乙炔流量之比為2∶1,燒蝕時間20 s,試樣燒蝕面的溫度通過進口FLUKE紅外測溫儀測得,其背面溫度通過溫度傳感器測得,并傳送至電腦上。

圖1 C/C材料隔熱性能測試裝置示意圖
2 結果與分析
2.1 材料的力學性能
圖2為C/C隔熱材料力學性能測試的載荷-位移曲線,根據此曲線計算得出材料的平均水平剪切強度和彎曲強度分別為2.97 MPa和11.7 MPa(測試5個子樣取平均值)。同時,由圖2可看出,不同子樣的測試曲線呈“拋物線”狀,其變化趨勢近乎一致,大致可分為3個階段:首先為線彈性階段,此階段隨著載荷的增大,材料的強度線性增加至最大值;其次為非線性階段,此階段由于載荷超過了材料的彈性極限,其承載能力降低,載荷-位移曲線的斜率明顯下降;最后為失穩階段,此階段由于材料結構破壞失去了承載能力,因而斷裂失效,曲線陡降。
載荷-位移曲線變化趨勢的一致性一方面說明本研究制備的C/C隔熱材料的均勻性和穩定性較好,另一方面也說明其韌性較好,具有韌性材料的“假塑性”斷裂特征。與金屬、陶瓷等脆性材料的脆性斷裂模式不同,C/C隔熱材料的“假塑性”斷裂能夠延長其在復雜載荷條件下的服役壽命,對于提高材料服役的安全性和可靠性具有重要意義。
圖3為C/C隔熱材料彎曲試樣斷口的SEM微觀形貌,圖3(b)為圖3(a)局部放大后的形貌。可看出,碳纖維呈無序分布狀態,單根或多根纖維被樹脂碳所包裹,未被填充的孔洞清晰可見;有少量的纖維和纖維束發生了脫粘并拔出,樹脂碳基體上出現了明顯的裂紋,進一步佐證了C/C隔熱材料以韌性方式斷裂。
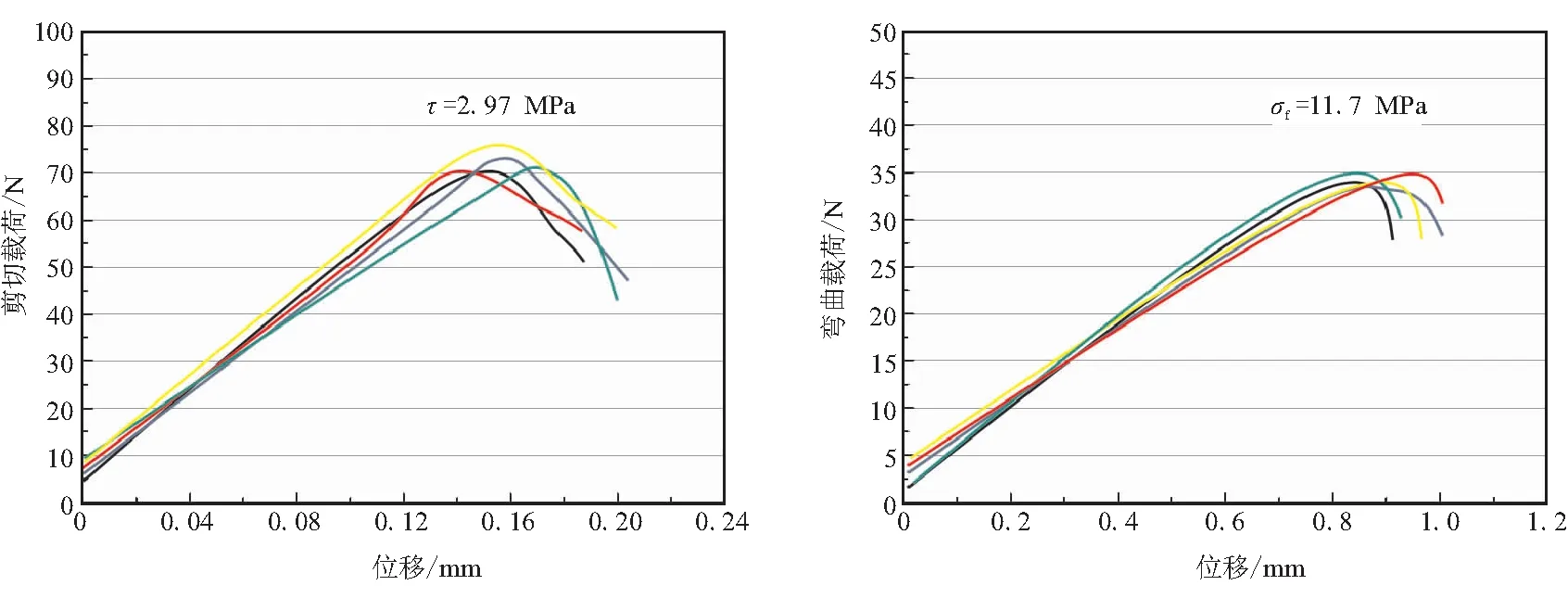
(a)剪切載荷-位移曲線 (b)彎曲載荷-位移曲線
對于本研究制備的低密度C/C隔熱材料而言,其增強增韌主要通過纖維拔出和界面脫粘等方式實現:前者通過克服纖維和基體之間的作用力來消耗能量,達到增強的效果;后者則可有效調節材料內部應力的分布狀態,緩解基體裂紋端部的應力集中,阻止裂紋向纖維增強體延伸擴展,從而避免了材料發生災難性的脆性斷裂,起到增韌效果[14]。同時,C/C隔熱材料作為一類典型的復合材料,其界面結合強度影響纖維拔出和脫粘的效果以及最終材料的斷裂形式,主要體現在:強界面結合使纖維脫粘和拔出的阻力增大,纖維的臨界長度太短,材料的脆斷傾向突出;弱界面結合中纖維易發生脫粘和拔出,材料的強度偏低;只有纖維/基體界面具有適中的結合強度時,材料才能保持較好的強度和韌性。綜合圖2和圖3可知,本研究制備的C/C隔熱材料具有適中的界面結合強度,纖維脫粘和拔出的效果適中。因此,材料保持了良好的強度和韌性。
2.2 材料的熱物理性能
圖4為C/C隔熱材料的比熱容和熱導率隨溫度的變化關系。由圖4可知,隨溫度升高,C/C材料的比熱容和熱導率均呈現逐漸增大的趨勢,但后者的增幅更小,室溫下材料的熱導率為0.354 W/(m·K),1000 ℃時僅為0.922 W/(m·K),說明本研究制備的C/C材料的熱導率對溫度的變化不敏感。換言之,該材料具有較好的隔熱性能,能夠較好地隔絕熱量傳遞的通道,從而延緩熱量傳遞的速度。
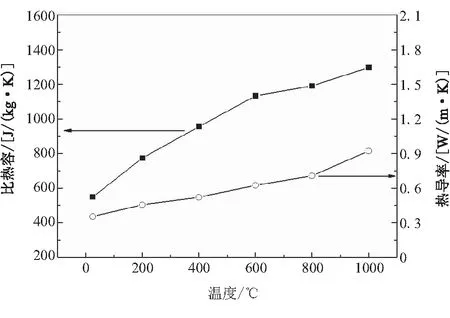
圖4 C/C隔熱材料的比熱容和熱導率
從微觀層面來看,C/C隔熱材料的導熱主要靠聲子的運動(即晶格振動)來實現,而聲子運動的平均自由程大小由兩種過程所決定[15]:一種為聲子之間的相互碰撞,其對溫度較為敏感;另一種為聲子與晶體中的各種缺陷、雜質及晶界的碰撞,其對缺陷較為敏感。隨著溫度的升高,聲子振動的能量增大,頻率加快,碰撞次數增多,聲子間的散射路程變短,導致聲子運動的平均自由程減小,因而材料的熱導率有降低的趨勢;與此同時,本研究制備的C/C隔熱材料含有較多的孔隙,隨著溫度的升高,基體產生裂紋并沿弱界面進行擴展,孔隙間相互貫通,使得材料的微觀缺陷增多,聲子運動的平均自由程隨之增大,因而材料的熱導率有增大的趨勢。綜合來看,后者對熱導率的影響占據主導地位,即對于多孔C/C隔熱材料而言,其熱導率對微觀缺陷的敏感程度大于對溫度的敏感程度。
圖5為C/C隔熱材料的平均熱膨脹系數隨溫度的變化關系。從圖5中可看出,隨著溫度的升高,材料的平均熱膨脹系數逐漸增大,至400 ℃時達到最大值,隨后又逐漸降低;從500 ℃之后,材料的平均熱膨脹系數基本穩定在1.3~1.4×10-6/℃之間。由于熱膨脹性能表征材料受熱時的線度或體積變化程度,反映了材料對溫度變化的響應能力,熱膨脹系數越低,越有利于材料承受較大的熱震影響,因而低的熱膨脹系數對于保證材料結構的穩定性和完整性具有重要意義。根據圖5可知,本研究制備的C/C隔熱材料在RT~1000 ℃的平均熱膨脹系數僅為1.326×10-6/℃,低于同類中高密度的C/C復合材料,說明其具有較好的抗熱震能力。
2.3 材料的隔熱性能
圖6為C/C隔熱材料氧乙炔燒蝕測試的背溫-時間曲線,該曲線反映了燒蝕試樣的背面溫度隨時間的變化關系,背溫通過溫度傳感器測得,并傳送至電腦上,燒蝕面的溫度則通過進口FLUKE紅外測溫儀測得。從圖6可看出,在前20 s燒蝕階段,試樣背溫隨時間的增大迅速升高,最大值達到了357 ℃,此時紅外測溫儀顯示燒蝕面的最高溫度達到了2450 ℃,背溫遠低于燒蝕面溫度,說明該材料較好地阻絕了熱量的傳輸和擴散;20 s后,燒蝕試驗停止,試樣背溫隨時間的增大緩慢降低。
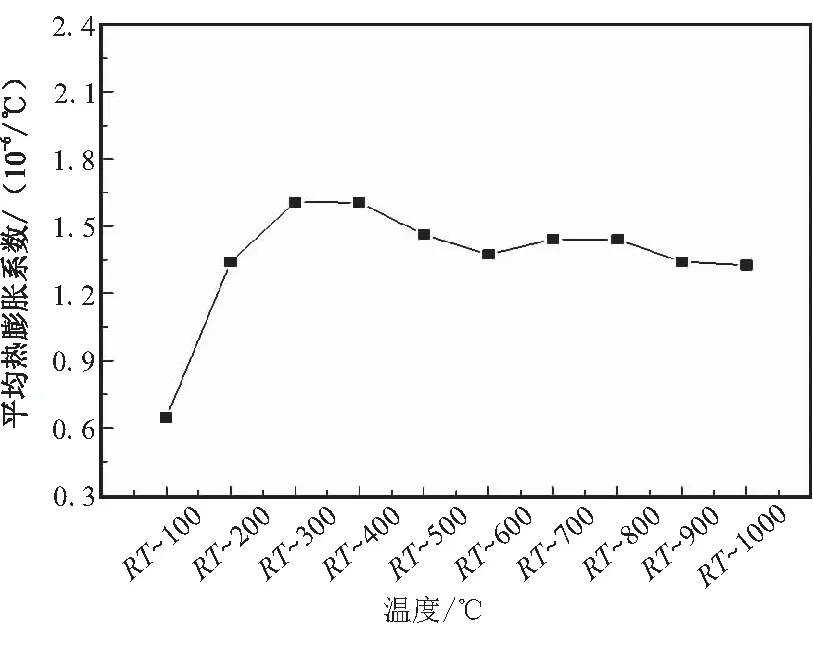
圖5 C/C隔熱材料的平均熱膨脹系數
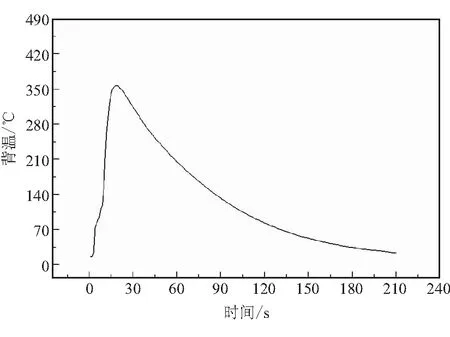
圖6 C/C隔熱材料燒蝕測試的背溫-時間曲線
分析材料的隔熱機理主要從其結構入手,本研究制備的C/C隔熱材料具有兩個明顯的結構特點:(1)采用粘膠基碳氈為增強體,碳纖維呈雜亂分布狀態,有利于微觀組織結構的均勻性;(2)密度低,開孔率高,使得材料內部纖維框架之間含有大量的孔隙空間。當熱量在C/C隔熱材料中傳遞時,主要借助固相傳熱和氣相傳熱兩種介質進行[5]:若未遇到孔隙,則通過纖維、基體等固相傳熱;若遇到孔隙,則熱量會通過兩條路徑進行傳遞,一條仍沿著纖維等固相傳遞,但由于纖維呈雜亂分布狀態,延長了熱量的傳遞路線,因而總的傳熱速率降低;另一條會通過孔隙內的氣體進行傳遞,但由于氣體的熱導率非常小,一般只有0.023 W/(m·K)左右。因此,總的傳熱速率也會大大降低。綜上所述,基于C/C隔熱材料特有的低密度、高孔隙率結構特點,使其能夠很好地起到隔熱效果。
圖7為C/C隔熱材料試樣燒蝕面的SEM微觀形貌。

圖7 C/C隔熱材料燒蝕表面的微觀形貌
從圖7(a)可看出,樹脂碳基體和碳纖維完全裸露,碳纖維被燒成尖筍狀,其底部較粗,頂部較細;從圖7(b)可看出,樹脂碳基體上產生了大量尺寸不一的燒蝕孔洞,部分裂紋發生擴展并相互貫通形成大裂紋,導致基體開裂,部分纖維也發生斷裂。分析其原因,主要是C/C隔熱材料在燒蝕過程會受到高速燃氣流的氣動力和剪切力共同作用,導致纖維和基體的剝落;樹脂碳基體由于發生劇烈的氧化被消耗,因而基體表面出現了燒蝕孔洞;同時,熱化學反應的氣態產物在擴散過程中存在濃度梯度,導致纖維頂部的燒蝕程度大于底部的燒蝕程度,從而使碳纖維在燒蝕后形成了尖筍狀結構。
3 結論
(1)對C/C隔熱材料的常溫力學性能進行了測試,結果表明,其水平剪切強度和彎曲強度分別達到了2.97 MPa和11.7 MPa,載荷-位移曲線和斷口微觀形貌佐證了材料以韌性方式斷裂的事實,說明本研究制備的低密度C/C隔熱材料具有較好的韌性。
(2)隨著溫度的升高,C/C隔熱材料的比熱容和熱導率呈逐漸增大的趨勢,但后者的增幅更小,平均熱膨脹系數則呈現先升后降的趨勢。材料在1000 ℃的熱導率僅為0.922 W/(m·K),RT~1000 ℃的平均熱膨脹系數也僅為1.326×10-6/℃,低于同類中高密度C/C復合材料,說明其隔熱和抗熱震效果較好。
(3)采用氧乙炔燒蝕試驗測試C/C隔熱材料的燒蝕隔熱性能,當燒蝕面的最高溫度達到2450 ℃時,其背面最高溫度僅為357 ℃,說明材料具有良好的隔熱性能。具有低密度、高孔隙率的結構特點是C/C隔熱材料能夠起到良好隔熱效果的主要原因。
