PW1100發動機低壓渦輪三級葉片斷裂技術分析
2020-04-08 03:24:06王錦申夏奧漢
航空維修與工程 2020年9期
王錦申 夏奧漢
引言
普惠公司研發的PW1100型號發動機于2016年投入使用,裝備于空客A320neo系列飛機。作為全新一代發動機,PW1100采用了許多全新的設計,如齒輪驅動渦輪風扇技術(GTF)、懸浮式碳封嚴技術、12:1的超高涵道比等等。與傳統發動機相比,PW1100發動機在燃油經濟性、噪聲控制以及有害氣體排放控制等方面有著巨大提升。截至2020年,全球已交付600余架搭載PW1100發動機的A320neo系列飛機。
然而經過一段時間的運行,全新的發動機設計所帶來的新問題逐漸凸顯,3號軸承碳封嚴磨損、燃燒室燒蝕、N2瞬時高振動等問題層出不窮。PW1100發動機的低壓渦輪單元體是其眾多創新設計中的一個,設計之初,普惠公司使用了高溫鈦合金材料的低壓渦輪(LPT)3級葉片,取代了傳統發動機的鎳基合金渦輪葉片,并且將低壓渦輪減少到只有3級,這樣的設計極大地減輕了發動機自身重量,提高了燃油經濟性。但這樣的創新設計為之后發生的LPT3級葉片頻繁斷裂埋下了伏筆。根據2020年普惠公司披露的數據顯示,2017年至今全球共發生59起LPT3級葉片斷裂事件,其中造成18起發動機“空停”事件,單一故障空停率為30.5%。LPT3級葉片斷裂已然成為影響PW1100發動機運行安全的首要因素。
故障分析
普惠公司對于LPT3級葉片斷裂事件的調查始于2017年,國內的很多航空公司也積極參與到事件調查之中,最初的調查發現造成LPT3級葉片斷裂的直接原因是異物打傷,即發動機氣流通道上游的部件脫落,如燃燒室襯板、鉚釘、封嚴材料等可能打傷下游的LPT葉片,從而導致LPT3級葉片斷裂。直至2019年LPT3級葉片斷裂事件發生頻率急劇增加,普惠公司也加大了調查力度,加快了調查進度。2019年10月下旬普惠公司披露的調查結果顯示,LPT3級葉片斷裂的眾多可能原因中,渦輪中介機匣(TIC)后外封嚴環(簡稱“TIC封嚴”)斷裂,導致掉落的封嚴材料打傷LPT3級葉片的占比較高,成為LPT3級葉片斷裂的主要成因。
針對這一調查結果,國內某航空公司立即進行了整個機隊范圍內的TIC封嚴的孔探檢查,并向普惠公司提供了大量的孔探數據支持,在積累了一定的孔探數據之后,2020年1月普惠公司發布通告,告知全球PW1100客戶全面檢查TIC封嚴狀態。孔探數據表明,PW1100發動機TIC封嚴的磨損是普遍存在的,而非個案,這主要是源于TIC封嚴的設計所致。TIC封嚴位于渦輪中介機匣后部、低壓渦輪單元體的前端,與LPT1級葉片相鄰。封嚴環為帶狀結構,裝配時,帶狀封嚴兩端搭接在一起,形成一個圓環形封嚴。搭接部分軸向尺寸約為整體尺寸的二分之一。從發動機設計的角度來說,TIC封嚴環為靜止部件,不會隨發動機的運轉而發生位移。但是封嚴環與其保持架的受熱膨脹系數不同,且封嚴環并沒有周向定位裝置,在實際發動機運轉過程中,封嚴環受到來自壓氣機的高壓氣流以及發動機振動的共同作用,導致封嚴環與周圍的保持架產生了相對位移,進而產生了封嚴環軸向和徑向的磨損。
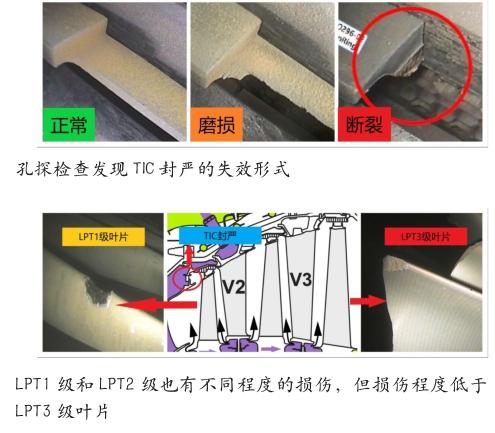
其次,在孔探檢查過程中發現TIC封嚴的失效形式為漸變磨損,而非突然失效。隨著發動機使用時間的增加,磨損速率不斷加快,TIC封嚴搭接部分的尺寸逐漸縮小,最終造成封嚴環在搭接處斷裂。
除此之外,在對LPT3級葉片斷裂的發動機的孔探檢查過程中還發現,在LPT3級葉片斷裂的同時,有些發動機的LPT1級和LPT2級葉片也有不同程度的損傷,但損傷程度遠遠低于LPT3級葉片,并未造成葉片的斷裂。這樣的孔探結果與前面提到的PW1100發動機LPT3級葉片采用了高溫鈦合金材料有著密不可分的關系。PW1100發動機的LPT1級葉片和LPT2級葉片使用了在高溫下具有較高強度與較強抗氧化腐蝕能力的鎳基合金材料;與鎳基合金材料相比,鈦合金材料重量更輕,但在高溫下抗沖擊性差,容易斷裂。普惠最終的調查結論也印證了這一分析,即異物打傷為直接原因,而采用鈦合金材料的LPT3級葉片設計為葉片斷裂的根本原因。
解決方案
隨著LPT3級葉片斷裂事件的不斷增多、研究的不斷深入,普惠公司意識到鈦合金LPT3級葉片的設計可能存在問題,在2019年5月發布了LPT3級葉片改裝的服務通告——將部分進場修理發動機的鈦合金LPT3級葉片更換為新構型的鎳基合金葉片。然而在翼發動機的運行狀態仍不容樂觀,針對LPT3級葉片斷裂給飛行安全帶來的極大隱患,美國聯邦航空局(FAA)、歐洲航空安全局(EASA)、中國民用航空局(CAAC)先后在2019年底至2020年初頒布適航指令,要求限期更換LPT3級葉片為新構型的鎳基合金葉片;對于未完成改裝的在翼發動機,要求同一架飛機不允許同時掛載兩臺裝有鈦合金LPT3級葉片的PW1100發動機、對于TIC封嚴環執行重復性的發動機孔探檢查。一系列適航指令的頒布也意味著PW1100發動機LPT3級葉片的創新設計徹底宣告失敗。
具體措施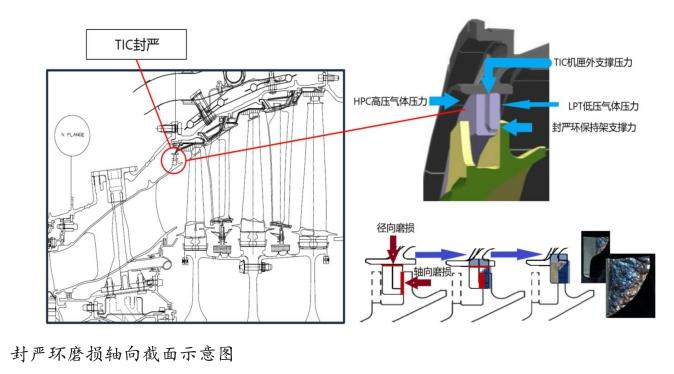
據不完全統計,全球PW1100機隊有近1000臺發動機需要做LPT3級葉片的改裝,改裝工作需要在發動機進場修理時,將發動機分解后完成,一般來說正常的發動機修理周期為45天左右。所以這樣龐大的改裝數量,對普惠公司和各家航空公司來說都是巨大的挑戰。一方面需要執行LPT3級葉片改裝的發動機會占用大量的修理廠工位,打亂了普惠公司原有的發動機交付計劃;另一方面,45天的平均修理周期會讓航空公司的機隊運行捉襟見肘。為解決這一難題,普惠再次做出大膽嘗試,首次將發動機“快速修理”( Quick turn)應用到PW1100發動機的修理上,簡單來說即只分解低壓渦輪單元體,完成LPT3級葉片的更換。這樣的修理方案將發動機的修理周期由原來的45天縮減到14天。修理周期的大幅縮減,加快了LPT3級葉片的改裝進度,緩解了航空公司的運行壓力。
盡管如此,各家航空公司對于在翼發動機的狀態監控仍然不敢掉以輕心,尤其對于TIC封嚴的孔探檢查項目。數據顯示,自2019年底各家航空公司開始執行TIC封嚴孔探檢查,TIC封嚴磨損導致換發的數量大幅增加,LPT3級葉片斷裂事件數量隨之明顯減少。2020年2月至今,無LPT3級葉片斷裂事件的發生。TIC封嚴磨損的提前發現有效遏制了LPT3級葉片斷裂事件的發生,降低了發動機的運行風險,使得飛行安全得到有效的保障。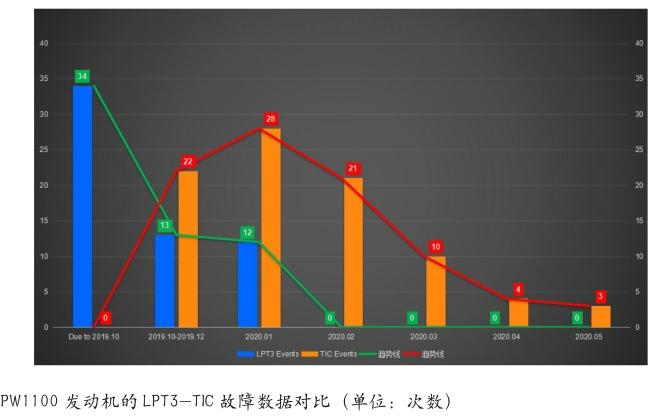
結束語
LPT3級葉片斷裂事件能夠被有效遏制,要歸功于全球各地區民航管理局的正確領導和判斷,歸功于普惠公司對于事件的深入研究和果斷決策,歸功于航空公司提供的大量數據支持。這種通力合作對于PW1100發動機的良性發展是必不可少的。雖然就目前來說,PW1100發動機仍存在諸多由于技術創新而帶來的問題,但從長遠來說,筆者相信經過各方不懈地努力,這些問題終將被逐個擊破,PW1100發動機先進的設計理念會在不久的將來體現其真正的價值。
作者簡介
王錦申,南航機務工程部副總經理,主要從事機務工程技術管理工作。
夏奧漢,資深工程師,主要從事航空發動機工程技術管理工作。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
汽車與新動力(2013年5期)2013-03-11 16:08:17
