基于準布儒斯特角法研究拋光過程中光學材料的表面質量
2020-04-08 06:43:30胡春光孫兆陽方子璇房豐洲
光學精密工程 2020年2期
關鍵詞:測量
胡春光,孫兆陽,方子璇,劉 軍,張 昊,房豐洲
(1.天津大學 精密測試技術及儀器國家重點實驗室,天津300072;2. 中國船舶工業系統工程研究院,北京 100094;3. 天津津航技術物理研究所,天津 300380)
1 引 言
在重大基礎科學研究和尖端制造的推動下,以空間望遠鏡、高能激光、激光陀螺和光刻機等為代表的高端精密裝備發展迅速,這些裝備對所使用的光學元件的表面/亞表面質量有著極高的要求[1]。在高能輻射應用中,減小亞表面損傷,提升光學元件的激光損傷閾值一直是光學制造的關鍵環節。光學元件在成品前通常歷經磨削、研磨、拋光等機械加工過程,不可避免地存在表面和亞表面損傷(Subsurface Damage, SSD)[2]。其中,磨削/研磨過程中引入的亞表面損傷以微裂紋為主,尺度較大,直接降低了光學元件的強度、使用壽命、成像質量、鍍膜質量和抗激光損傷閾值等重要性能指標[3-5]。拋光工藝雖然能夠修整表面的平整度和粗糙度,去除大部分研磨過程中產生的損傷,但仍然有可能存在亞表面損傷。這是因為,一方面,拋光水解層中的雜質強烈吸收激光能量,導致雜質融化或汽化,產生的局部張力超過材料的抗張強度引發激光損傷[6-7]。另一方面,拋光過程產生或殘留的劃痕同樣會降低光學元件的激光損傷閾值[8]。因此,作為一類誘源,拋光質量極大地影響了光學元件乃至后續系統的性能[9]。
然而,加工損傷常被拋光再沉積層掩蓋,有效檢測亞表面損傷是一個不小的挑戰。其困難主要體現在兩方面:一是對拋光損傷產生機理目前學術界尚沒有形成統一的認識,且損傷的形式多樣,甚至相互耦合難以有效區分,給拋光亞表面損傷的表征帶來了難度;二是拋光工藝有效去除了大部分損傷,導致殘留的亞表面損傷特征尺度更為微小(塑性劃痕處于納米尺度,拋光雜質濃度處于10-6量級),而現有的損傷檢測方法大多面向粗加工階段,難以滿足拋光階段微量損傷的測量需求。因此,拋光亞表面損傷檢測方法是制造超高品質光學元件的必然要求,正受到越來越多的關注和重視。
盡管透射電鏡法[10-11]、角度拋光法[12]、化學刻蝕法[13-14]和激光共聚焦法[15-16]等技術可以用于拋光后樣品亞表面損傷的檢測,但拋光階段光學表面質量的研究卻鮮有報道。這一研究對掌握拋光的工藝質量十分必要。本文在總結拋光表面/亞表面損傷典型形式的基礎上,通過仿真分析探討了準布儒斯特角法檢測表面質量的原理和優勢。然后,以Nd∶GGG激光晶體為研究對象,利用橢偏儀,并結合白光干涉儀,對不同拋光時長的Nd∶GGG晶體的表面粗糙度和亞表面等效損傷情況進行了實驗研究,分析了表面質量變化與準布儒斯特角法測量數據的關聯性,論證了該方法表征硬脆材料拋光工藝質量的可行性。
2 拋光階段表面/亞表面損傷形式
加工過程中,不同工藝會引入不同類型的損傷,對損傷類型和來源的研究有助于檢測方法的開發。研磨階段主要產生微裂紋、相變、位錯/層錯和殘余應力;拋光加工旨在獲取理想的面形精度,降低表面粗糙度及表面瑕疵并去除研磨產生的損傷層。圖1是FIB/SEM雙束系統對Nd∶GGG激光晶體加工損傷的檢測結果,分別經過研磨和拋光工藝后的試樣,二者亞表面損傷有明顯不同。研磨后樣品分層明顯,且較容易找到裂紋,而拋光樣品很難找到裂紋或變形層,使得測量難度陡增。
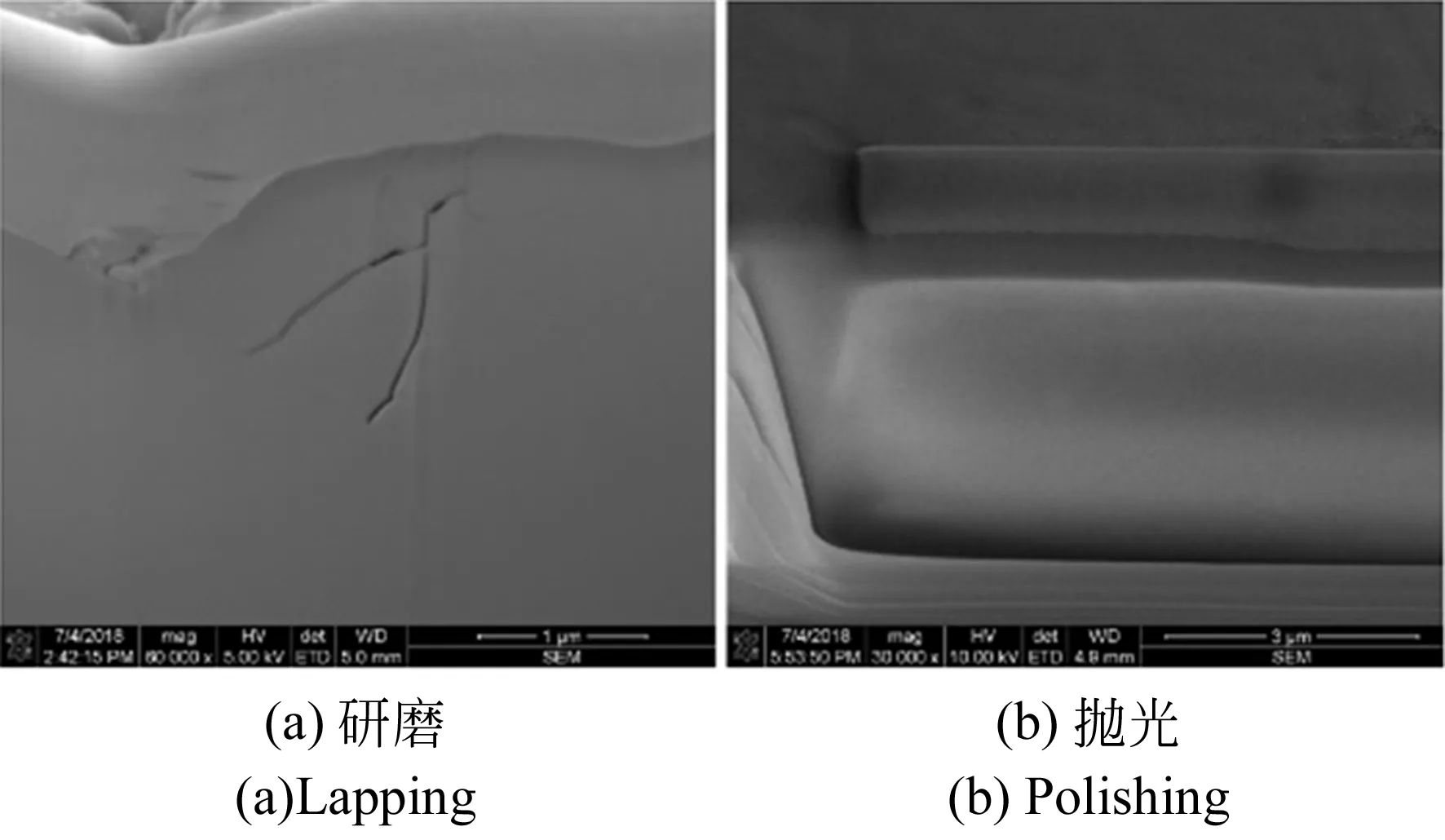
圖1 激光晶體Nd∶GGG 在研磨和拋光加工后表面的SEM圖Fig.1 SEM images of surfaces of laser crystal Nd∶GGG after lapping and polishing processes, respectively
Evans等[17]將拋光機理分為機械磨損、塑性流動和機械化學反應等類型,其中機械化學理論普遍為大家所接受[18]。以典型硬脆材料石英玻璃為例[7-8,19],拋光后樣品的亞表面損傷由外及內通常分為三層(圖2):重積層(也稱水解層)、損傷層(包括微裂紋、脆塑性劃痕、雜質和殘余應力等)和基體層(完好無缺的晶體)。重積層是由拋光材料和樣品表面之間的水解作用產生的,包括淺表面流動層、塑性劃痕和拋光過程嵌入的拋光雜質,它的深度非常依賴于拋光過程,可從5 nm延伸到140 nm,該層的組成、密度和反射率不同于基底。損傷層通常認為可通過優化研磨工藝和增加拋光時間逐步消除。由于重積層的存在,即使表面下的缺陷沒有被完全去除,也很容易在拋光過程中得到光滑平面,導致無法從表面粗糙度推測亞表面損傷的程度,增加了加工損傷測量的難度。

圖2 拋光的石英玻璃表面損傷模型Fig.2 Surface damage model of polished quartz glass
針對加工產生的表面質量問題,已有多種測量方法得到發展和應用,但仍然存在各自的局限性。如FIB截面法每次只能觀察幾微米到數十微米的小區域,少數幾次測量無法代表整個樣品的亞表面損傷情況[22-23];磁流變拋光法需要反復對樣品進行拋光,操作復雜,且在觀察損傷變化的過程中對樣品重定位的精度直接影響測量的準確性[24];磁、光、超聲等無損檢測方法通常也都存在精度比較低、適用范圍小等問題[25-26]。
基于表面高靈敏度的橢圓偏振測量技術,準布儒斯特角法可同時表征表面粗糙度和亞表面等效損傷,在檢測拋光樣品表面質量方面具有很好的可靠性[20-21,27-28]。該方法具有高靈敏度和無損測量的優點,因此,本文設計了一系列拋光實驗,探討準布儒斯特角法表征樣品表面質量變化的可行性,從而為研究拋光工藝提供一種輔助測量方法。
3 準布儒斯特角法
3.1 測量原理
依據第2節的研究,拋光階段加工樣件接近表面的部分可分為表面粗糙層(水解層為主)、亞表面損傷層和無損基體的三層結構。如果采用光學測量方法,探測光束與每一層的相互作用將對光束屬性有不同的影響。基于這一原理,Wang等[20]提出了準布儒斯特角法,實現拋光CaF2表面以下100 nm~1 μm深度的亞表面損傷情況的精確表征。馬彬等[21]將準布儒斯特角技術應用到拋光SiO2晶體材料的亞表面損傷檢測,通過準偏振角預測的表面粗糙度和亞表面損傷等信息,和蝕刻法結合商用干涉儀的測量結果有很好的吻合。與前述的各種檢測方法主要關注亞表面微裂紋損傷形式不同,準布儒斯特角法將微裂紋、相變、位錯、殘余應力等亞表面損傷等效為一個整體的亞表面損傷層。這些研究表明,準布儒斯特角法具有很高的靈敏度,是研究拋光樣品微量加工損傷的有效手段。
準布儒斯特角法利用光與物質的相互作用,通過測量光束偏振態在與物質作用前后的變化量,結合菲涅爾公式分析樣品的表面/亞表面損傷情況。基于光學矩陣數學表示法,由空氣-損傷層-基底組成的三層結構的準布儒斯特角可用下面的公式推算:
(1)

此外,當光束照射到理想元件表面時,入射光的p偏振光的相位在布儒斯特角前后由180°突變到0°;當照射粗糙表面的樣品時,p偏振光的相位隨入射角的變化斜率變緩;而照射到表面光滑但包含亞表面損傷的元件時,p偏振光的名義布儒斯特角發生偏移。因此,通過測量特定波長下布儒斯特角附近偏振光相位變化曲線的斜率和等效布儒斯特角相對理想布儒斯特角的偏移量,可以分別得到表面粗糙度和等效亞表面損傷。
3.2 仿真分析
這里以熔融石英為研究對象,利用準布儒斯特角法對其表面/亞表面損傷與光學信號間的關系進行了仿真研究,探討了表面粗糙度、等效亞表面損傷層厚度與準布儒斯特角偏移及變化斜率的關系。圖3是基于空氣-粗糙層-亞表面損傷層-基體模型的仿真分析結果。當樣品僅有粗糙層,且其等效厚度在1~20 nm變化時,p偏振光的相位隨入射角的變化曲線斜率逐漸變緩(圖3(a)),但布儒斯特角保持不變;當亞表面損傷層厚度在5~20 nm變化時(為突出偏移情況,粗糙層等效厚度設為0.4 nm),該相位曲線斜率不變,但準布儒斯特角的偏移量隨著損傷層的增厚逐漸向左移動(圖3(b)),這是因為損傷裂紋導致亞表面損傷層的折射率小于樣品自身折射率。仿真實驗表明,布儒斯特角法對表面粗糙度和亞表面損傷同時具有測量靈敏度,且以不同的數據形式呈現,有利于后續分析。

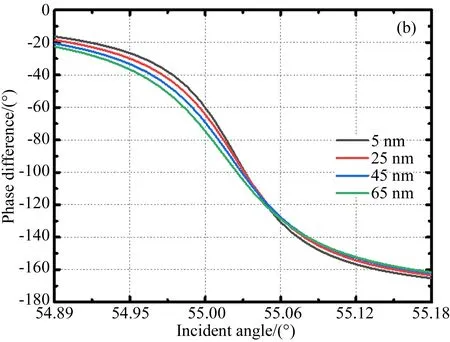
圖3 (a)表面粗糙層厚度和(b)等效亞表面損傷層厚度對p偏振光相位隨入射角變化情況的影響Fig.3 Polarization phase change vs. angle of incidence respectively with a layer thickness change of (a) top surface roughness and (b) subsurface damage
3.3 實驗測試
采用直徑為12 mm、厚度為1.5 mm的單拋Nd∶GGG激光晶體作為實驗對象,工藝流程與加工參數如表1所示。為保證工藝的一致性,多片樣品同時進行加工。在拋光階段,使用四軸研磨機(南京利生,KJ4)對樣品進行拋光。加工后的樣品在室溫下使用異丙醇溶劑進行1 min超聲清洗,再用氮氣吹干,盡量減少表面的加工殘留。
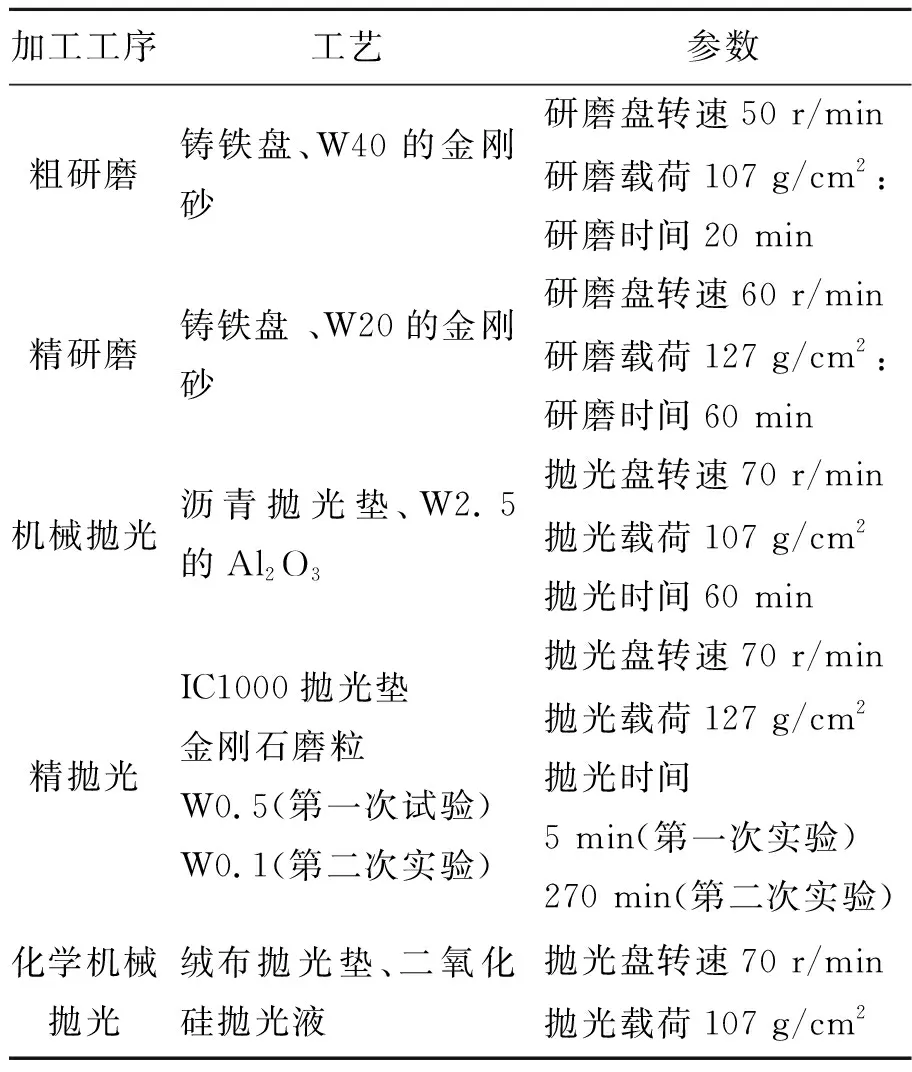
表1 Nd∶GGG激光晶體的加工工藝參數
第一次實驗的拋光總時長為50 min,并每隔10 min取出1片用作后續對比測試,共獲得5片不同拋光時長的樣品。使用3D光學輪廓儀(Sensofar,S Neox)在樣品表面選取5個測量區域(圖4(a))進行表面形貌(Ra)測量,并將5個區域的表面粗糙度平均值作為評價表面質量的指標之一。圖4(b)~4(f)是5個樣品中間區域的形貌測試結果。不難看到,隨著拋光時間的增長,樣品表面的粗糙度逐漸減小,表面光滑度提高。其中,拋光10 min,20 min和30 min三個樣品的表面顆粒感顯著降低,而前序工藝產生的表面細長條狀劃痕越來越清晰;拋光30 min,40 min,50 min三個樣品的表面劃痕逐次減少。拋光50 min的樣品表面幾乎沒有顆粒感和劃痕。值得注意的是,拋光40 min的樣品劃痕很少,表面粗糙度最小,但表面顆粒感較強;而拋光30 min和50 min的樣品,除表面劃痕差異明顯外,表面光滑度更為接近。此外,拋光10 min后,樣品的表面粗糙度已小于1 nm,拋光30 min后,樣品表面粗糙度不再繼續下降,反而出現波動,表明加工已基本到達工藝極限。總體來說,拋光時間越長,樣品表面質量越好(彩圖見期刊電子版)。

圖4 (a)測試樣品(紅色為測試區域);(b)~(f)不同加工時長的樣品中間區域的表面形貌Fig.4 (a) Image of the tested sample (red dots indicate the area of measurement);(b)-(f) Surface topographies of samples at the center area. The scale bar in (b) is 100 μm
然后,采用準布儒斯特角法對樣品的光學特性進行測試。使用橢偏儀(Woollam,RC-2)對每個樣品的中心區域(光斑直徑為2.5 mm)進行3次測量,選取633 nm波長,入射角為60°~66°,角度分辨率為0.1°,測量橢偏相位角隨入射角的變化曲線,并根據曲線數據計算準布儒斯特角和變化斜率,它們的平均值用于后續樣品表面質量的分析。圖5是橢偏儀測試結果。
圖5(a)是5個樣品的p偏振光相位差隨入射角的變化曲線。不同拋光時間的樣品不僅在表面形貌上有區別,光學橢偏信號上也有明顯的變化,且同一區域的3次測量曲線一致性很好,表明測量數據具有較高的精度。提取曲線相位差為90°時對應的入射角,將該角度作為樣品的準布儒斯特角,再與理論計算的Nd∶GGG晶體的布儒斯特角(波長633 nm下為63.028°)相減,獲得準布儒斯特角偏移量;同時,利用該角度前后區間的數據計算相位差曲線的變化斜率,該斜率能夠反映樣品表面的粗糙度。圖5(b)是每個樣品的準布儒斯特角偏移量和相位差曲線斜率的平均值與拋光時間的關系。隨著拋光時間的增加,準布儒斯特角偏移量也隨之減小,傾斜角變小,相位曲線越來越陡峭。拋光工藝不僅改善了表面平整度,也將前序工藝產生的各種表面/亞表面損傷,通過逐步的材料去除加以消除。樣品表面的粗糙度在一定程度上反映了表面/亞表面損傷情況,兩者之間存在較強的關聯性。但不容忽視的是,盡管拋光40 min的樣品擁有最好的表面粗糙度測量值,但其準布儒斯特角法的數據反映了該樣品的表面質量略遜于30 min和50 min的樣品。這與表面形貌測量中反映出的40 min樣品存在明顯顆粒感的現象相一致,說明準布儒斯特角法比表面粗糙度指標更為真實地反映了樣品表面的加工質量。

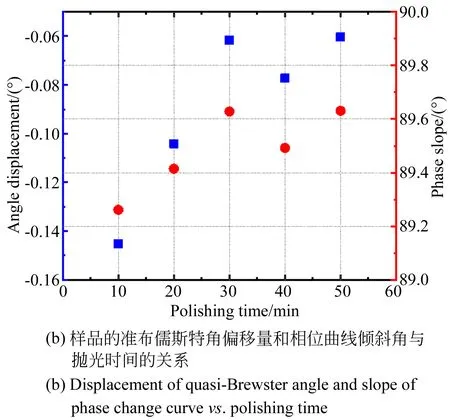
圖5 不同拋光時間的Nd∶GGG樣品的準布儒斯特角法測量結果

圖6 不同加工時長下樣品中間區域的表面形貌Fig.6 Surface topographies of intermediate region of samples with different processing time
在加工到一定程度后(如30 min),樣品的表面粗糙度和準布儒斯特角偏移量不再單調增減變化,而呈現出數據上的反復,表明前序工藝產生的表面/亞表面損傷已得到有效去除。而數據所反映的樣品仍存在的殘留損傷是由于所使用的研拋機達到自有加工極限造成的。進一步提高加工質量需要采用更為先進的加工設備和加工方法。
為了進一步驗證準布儒斯特角法的可行性,第二次實驗調整了加工參數,將表一中精拋光的時間提高到了270 min以充分拋光,然后在化學機械拋光階段,每隔20 min取出一片樣品,獲得了6片拋光時間在20~120 min內的樣品。它們的表面形貌如圖6所示,與實驗一相比,其表面粗糙度隨時間沒有明顯的變化,只有小幅波動,表明此時的粗糙度接近此加工工藝的極限。樣品表面存在的凹坑,可能是拋光墊絨布纖維脫落,或是拋光液多次使用后結晶殘留在纖維縫隙中導致。由于拋光時間充分,樣品的表面質量可以認為已經達到了此拋光工藝的極限,即不會再隨拋光時間變化。對應地,準布儒斯特角法的測量結果如圖7所示。圖中可以看出,經過充分的精拋光后,在化學機械拋光階段,準布儒斯特角的偏移量和傾斜角并無明顯的改變,只在粗糙度上有2 nm左右的波動,即準布儒斯特角法顯示樣品的亞表面損傷無明顯變化,與實際加工情況一致。
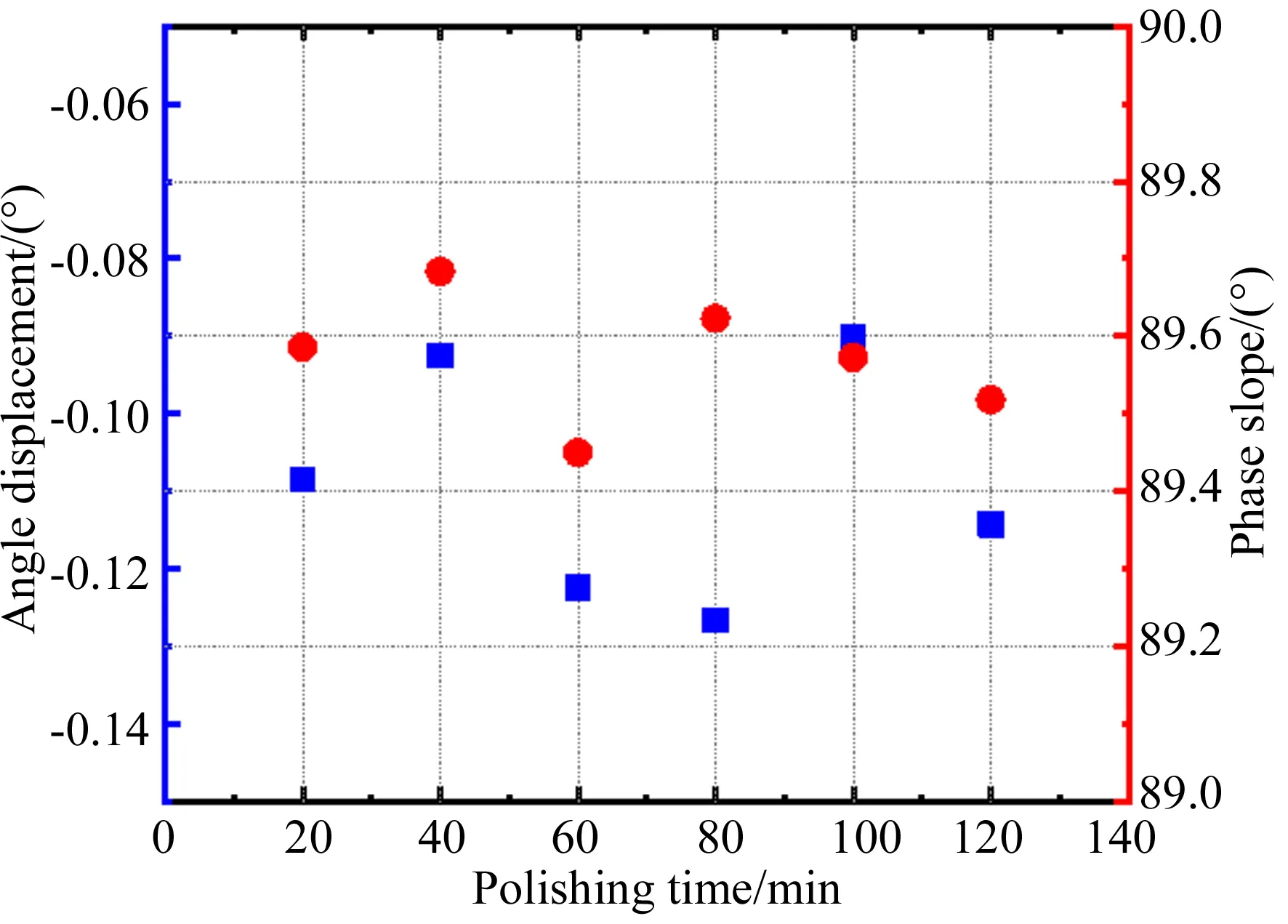
圖7 充分拋光的Nd∶GGG樣品的準布儒斯特角法測量結果Fig.7 Measurement results of Nd∶GGG samples with enough polishing time using quasi-Brewster angle technique
4 結 論
本文分析了拋光階段硬脆材料表面/亞表面結構,結合準布儒斯特角法評判光滑樣品表面質量的測量原理,提出了采用該方法研究拋光過程中樣品表面質量變化的方案,并以Nd∶GGG晶體為研究對象進行了實驗研究,對不同拋光時間的樣品表面質量進行了測試。實驗顯示,拋光后樣品的準布儒斯特角偏移量小于0.15°,相位角變化斜率大于89.1°。與表面形貌測量的實驗對比,即使樣品表面粗糙度均小于1 nm,準布儒斯特角法的參數與拋光時間存在較強的關聯性,展現出良好的測量靈敏度,表明該方法不僅可以用于拋光階段樣品表面加工質量的測試和分析,也可用于工藝水平的評判和工藝參數的優化。
盡管準布儒斯特角法具有精度高、速度快、非接觸等優點,但仍存在如下問題有待進一步解決。第一,該方法對表面/亞表面損傷導致樣品光學特性的變化十分靈敏,但在區分損傷類別上存在困難,如微裂紋、相變、位錯、殘余應力等,需發展多種技術結合的綜合性檢測方法,解決拋光亞表面損傷面臨的超薄、多樣性、強耦合和非均質等特征;第二,該方法的數據變化趨勢直觀地反映了樣品表面質量的改善情況,但準確計算損傷層,特別是亞表面損傷層的厚度有賴于模型和材料光學參數的先驗知識,而且缺少有效的驗證手段;第三,如何提高準偏振角技術對于非晶體光學材料的檢測精度,特別是在拋光亞表面損傷層多樣性結構和再沉積物質非均質分布特性的前提下,如何運用準偏振角技術建立和完善橢偏檢測光學模型和材料物理模型,還有待進一步研究。綜上,拋光亞表面損傷的檢測未來要向著定量化、更高的精確性方向發展。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
