基于片光模型的三維標定方法研究
2021-08-02 07:40:18趙德安李長峰
軟件導刊 2021年7期
馬 騰,趙德安,李長峰,盛 亮,陳 輝
(1.江蘇大學 電氣信息工程學院,江蘇 鎮江 212013;2.常州銘賽機器人科技股份有限公司,江蘇常州 213164)
0 引言
線激光三維測量技術廣泛應用于非接觸式工業測量領域,該技術具有測量精度高、速度快,能適應各種復雜工業環境等優點[1-4]。為了從線激光三維掃描系統采集的圖像或點云模型中獲取空間物體幾何信息,需對線激光三維掃描系統進行三維標定,建立像素點或體素點與空間物體表面特征點位置關系[5]。三維標定精度的高低直接影響三維測量系統精度。
Halcon 官方的3D 解決方案提供了基于片光模型的兩種三維標定方法:①基于標定板的三維標定方法。該方法需標定相機內外參、光平面位姿、運動位姿等參數,文獻[6]采用該法標定后對鋰電池極網氣泡進行三維重建測量。由于該方法模型復雜,誤差產生因素較多,其絕對測量精度為0.5mm,相對誤差2%以下,無法滿足微米級高精度測量需求;②基于特制標定塊的方法。該方法標定精度較高但加工復雜價格昂貴。文獻[7]通過提取異形量塊角點結合GA-RBF 算法,對線結構光傳感器實現標定。該方法重復測量標準偏差均值為0.008%,精度較高,但異形量塊精度要求高,加工難度較大。
由于傳統的三維標定方法模型復雜、過程繁瑣、計算量大,近年來眾多學者通過建立二維圖像坐標與空間三維坐標關系直接進行標定。Wang 等[8]將標定板置于激光線掃區間內,使其平面與光平面重合,通過創建特征點圖像坐標與三維空間坐標關系實現直接標定,但該法在兩平面完全重合的操作上具有一定難度;鄺泳聰等[9]使用光刻玻璃線紋尺結合平面標靶與特征點提取算法,利用亞像素物索引表實現直接標定,但該法對標定物玻璃光刻技術有一定要求;鄒媛媛等[10]提出一種基于標準量塊的直接標定法,通過建立查找索引表直接搜索或采用最小二乘法擬合得到二維圖像坐標中特征點對應空間三維坐標,但需保證光平面與量塊被測面垂直,否則會產生較大標定誤差。以上標定方法有的模型復雜,過程繁瑣,有的精度較高,但標靶加工難度大,有的操作簡單,但易受系統架設角度影響產生標定誤差。
針對以上不足,本文提出一種基于片光模型的直接標定方法。該方法通過曲面灰度值擬合算法,結合長方體標準量塊在深度圖中的映射關系,直接建立量塊世界坐標與圖像坐標映射關系,避開了繁瑣的系統數學模型,操作簡便,解決了光平面與被測面不完全垂直,即在不完全水平基準面標定精度不穩定問題[11]。采用長方體標準量塊降低標靶加工難度,并利用經驗值加標定矯正的方式有效提高標定精度。
1 片光模型工作原理
片光技術(Sheet Of Light,SOL)基于激光三角測量原理[12-14]。如圖1 所示,由于線激光器與被測工件間有一定夾角,當被測工件在移動平臺上做線性勻速運動時,片光受工件外形調制,在成像系統中形成一幀幀高低起伏的輪廓[15-16]。輪廓像素高度差可反映工件高度變化,相機水平方向分辨率可反映工件沿激光線方向深度信息,相機采集幀速與移動平臺速度關系可反映工件沿移動平臺方向深度信息。如圖1 所示,激光器垂直照射在被測工件上,相機與被測工件表面法線夾角為θ,工件在CCD 中像素高度差為x像素,鏡頭焦距為fmm,工作距離為amm,根據RtΔABO與RtΔCDO相似可得:

則被測物高度h由公式(2)計算:

當掃描系統固定后,成像系統工作距離a與夾角θ可確定,被測工件高度h與像差x成線性變換關系,其線性變換系數可通過Z 軸方向標定獲得[17]。
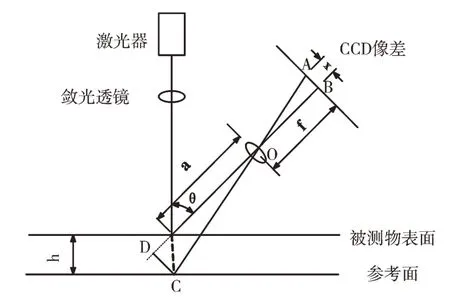
Fig.1 Principle of laser triangulation圖1 激光三角測量原理
2 基于標準量塊的標定方法
2.1 深度圖像獲取
基于Halcon 片光模型可生成具有深度信息的視差輪廓圖,輪廓圖灰度值信息可有效反映工件高度變化,但無法真實反映高度差值。本文通過Halcon 視覺算法庫創建片光模型完成工件深度圖、點云圖的采集與生成工作[18-19]。
如圖2 所示,采用30mm×9mm×5mm 標準量塊作為標定塊,激光線垂直投影在量塊表面與量塊寬度方向平行,并且水平成像在CCD 圖像坐標系中。設量塊寬度方向為X軸,長度方向為Y 軸,高度方向為Z 軸,建立世界坐標系,量塊通過編碼器脈沖觸發的精密運動滑臺沿Y 軸方向勻速運動,相機以一定幀率對運動中的量塊進行采圖并經過Hal?con 算子處理完成量塊整體輪廓深度圖采集。
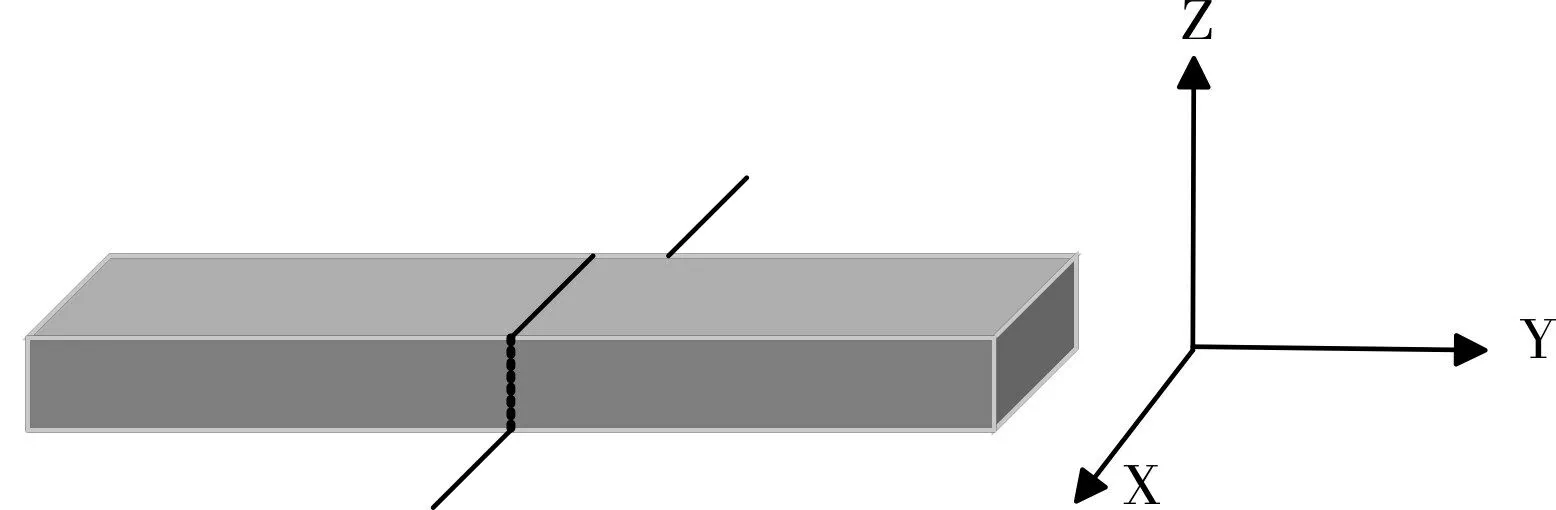
Fig.2 World coordinate system圖2 世界坐標系
2.2 深度圖各軸方向標定
X 方向標定系數可選擇成像系統在水平方向單位像素所代表的實際距離作為標準。設相機芯片水平方向尺寸為Hmm,視場水平方向長度為lmm,鏡頭焦距為fmm,工作距離為WDmm,則視場水平方向長度l計算如下:

設芯片水平方向分辨率為L像素,則X 方向標定系數Xcal-coeff(mm/pixel)可由公式(4)計算:

為避免掃描生成的深度圖出現拉伸或壓縮現象,Y 軸方向標定系數可選擇與X 標定系數相同的值,此時相機采集的幀速F(fps)與精密運動平臺的速度v(mm/s)必須滿足公式(5)所述關系:

由于被測量塊基準面不一定處于水平狀態,實際工業環境中機臺會存在不同程度傾斜[20]。為了精確標出Z 軸方向的標定系數,采用擬合曲面灰度值方式擬合基準面,并結合量塊深度圖在基準面上垂直投影距離與實際高度的映射關系完成Z 軸系數標定。本文采用的Z 軸標定系數算法實現過程如圖3 所示。
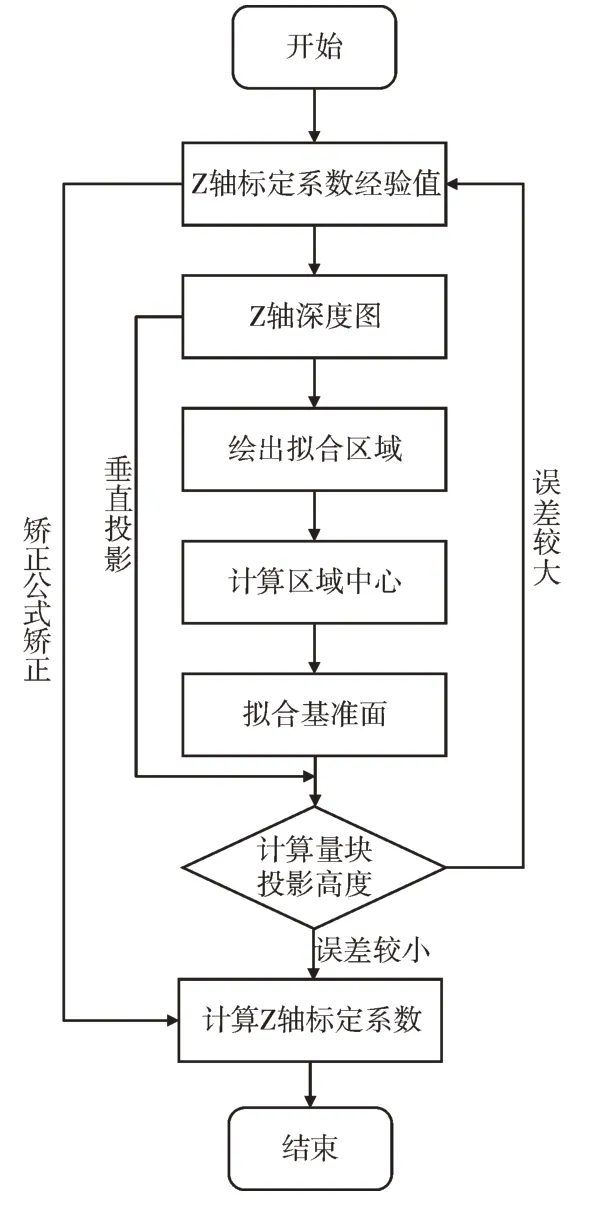
Fig.3 Calibration process of Z-axis coefficient圖3 Z 軸系數標定流程
首先,基于創建的片光模型完成機臺平面掃描采圖,采圖所用XY 軸標定系數如前述公式計算所得,Z 軸標定系數先采用經驗值或默認值0.1,獲取模型Z 軸深度圖并繪出待擬合基準面區域并計算區域中心(Rcenter,Ccenter)。
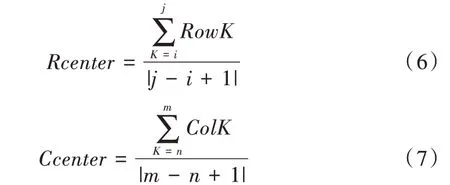
式中,i、j表示待擬合區域在圖像行方向的起點和終點,n、m表示待擬合區域在圖像列方向的起點和終點,RowK、ColK分別表示像素點K行列坐標值。
其次,在待擬合基準面區域進行一階曲面灰度值擬合并生成擬合后的基準面灰度圖。一階曲面描述公式如下:

對圖像中所有像素點Img(R,C),通過蝶形算法最小化灰度值與表面距離計算出α,β,γ 值[21],并以繪出的待擬合區域為擬合中心,生成一張與機臺平面深度圖大小、類型一致的深度圖作為參考基準面[22]。
最后,將量塊深度圖與擬合基準面深度圖相減[23],計算出兩圖每一像素點灰度值的投影距離作為相減后輸出深度圖的灰度值g′。Mult校正系數設為1,Add校正值設為0。

計算量塊表面矩形區域在相減后輸出深度圖上的對應投影區域灰度值均值,將此作為量塊到基準面的實際測量距離Hreal,此時Hreal與標準量塊的高度Hcriterion會存在一定誤差。當誤差在可接受范圍時取當前經驗值為Z 軸標定系數,當誤差較大時,根據Hreal與Hcriterion比例矯正Z 軸經驗標定系數Zexhausting,則Z 軸實際標定系數Zcal-coeff可由下式描述:

根據以上標定的XYZ 三軸方向的標定系數重新采集深度圖或點云圖,即可完成工件三維輪廓測量。
3 激光三角掃描系統標定實驗
本實驗中標定的激光三角掃描系統如圖4 所示,核心組件分別為:①Basler acA 1920_150um 黑白相機;②奧普特12 mm 焦距、10MP 分辨率定焦鏡頭;③650nm 高精度紅光激光器;④銘賽VS300C 視覺點膠機;⑤SOL 視覺掃描系統。
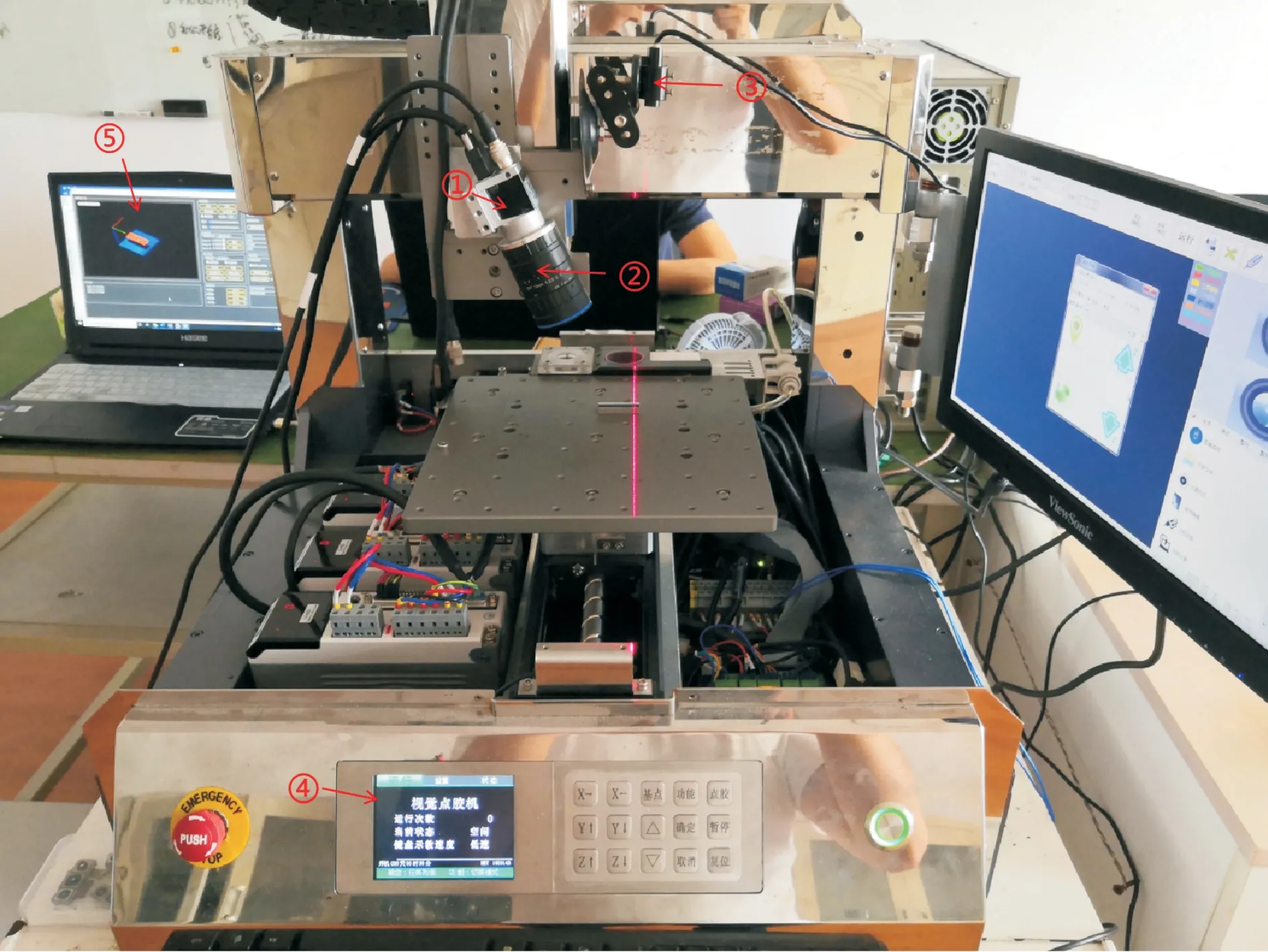
Fig.4 Laser triangle scanning system圖4 激光三角掃描系統
3.1 實驗步驟
首先根據計算出的XY 方向標定系數調節合適的曝光值和激光線亮度,設置XYZ 三軸方向標定系數,Z 軸標定系數初設為相應工作距離對應近似經驗值或默認值0.1;然后根據Y 軸標定系數要求并參考公式(6)所述關系設置點膠機Y 軸運動速度,通過編碼器觸發相機拍照完成對機臺平面的掃描工作。相機將一幀幀輪廓圖通過USB3.0 數據線傳輸至PC 端經SOL 視覺掃描系統處理后生成深度圖,圖5為該系統工作狀態圖;接著將標準量塊置于機臺平面掃描完成深度圖采集,對機臺平面深度圖進行擬合基準面并計算量塊表面在基準面上的投影距離,根據投影距離均值與量塊標準高度比值完成Z 軸標定系數的矯正工作;重置標定系數,對量塊深度圖重新采集并與均值灰度值擬合,對基準面標定的系數采集結果進行對比,取深度圖的灰度均值擬合生成一張基準面深度圖。
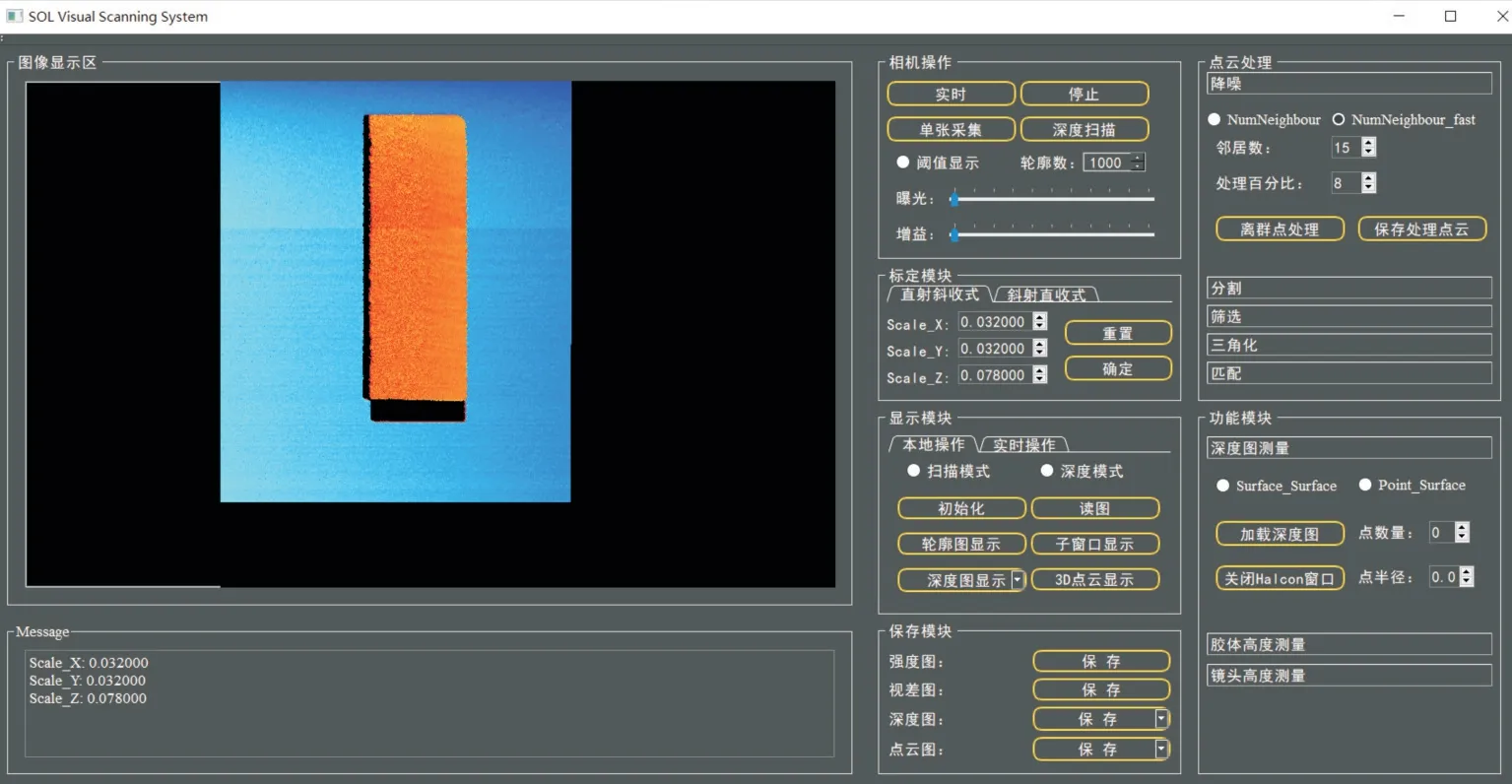
Fig.5 Operation of SOL vision scanning system圖5 SOL 視覺掃描系統工作
3.2 測試曲面灰度值與均值灰度值擬合標定結果
分別采用基于曲面灰度值擬合方法和均值灰度值擬合方法,選取基準面并用各自標定Z 軸系數采集5mm 標準量塊深度圖,并在其表面測量20 個數據點,測量數據點分別如圖6 和圖7 所示。
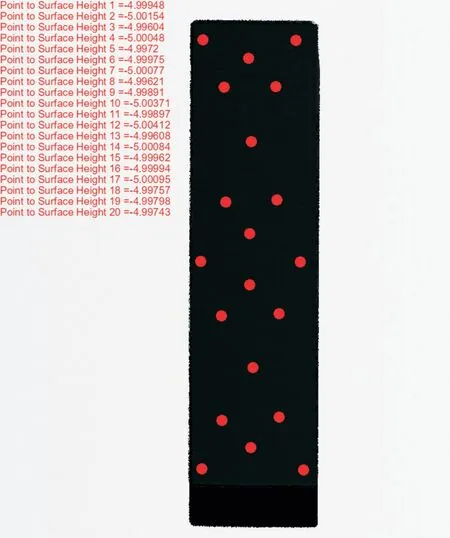
Fig.6 Calibration measurement results of gray value of curved surface圖6 曲面灰度值標定測量結果
如表1 所示,分別采用曲面灰度值擬合基準面和均值灰度值擬合基準面標定Z 軸并分別測量5mm 高度標準量塊,量塊Z 軸方向加工精度為0.000 3mm。
由實驗數據可得,采用曲面灰度值擬合基準面測量標準差為0.002 2mm,極大值與極小值高度差為0.008 08mm,而平均灰度值擬合平面測得高度標準差為0.008 36mm,極大值與極小值高度差為0.029 77mm。綜合以上數據,基于曲面灰度值比平均灰度值擬合基準面標定Z 軸系數方法測量的數據更穩定,精度更高,其表面任意兩點空間高度誤差小于0.2%,滿足高精度測量要求。

Fig.7 Measurement results of average gray value calibration圖7 均值灰度值標定測量結果

Table 1 Calibration comparison of surface gray value and mean gray value表1 曲面灰度值和均值灰度值標定對比
4 結語
本文提出一種基于片光模型的三維直接標定法。采用Halcon 片光模型對量塊輪廓進行掃描,準確快速地提取量塊三維輪廓圖和深度圖信息,以保證標定實時性。采用曲面灰度值擬合基準面結合經驗值加標定矯正,有效解決了量塊在傾斜基準面標定精度不穩定問題。與現有三維標定法相比,本文所提方法操作更簡單,精度更高,標靶更易加工。標定后激光三角檢測系統Z 軸平均絕對測量誤差為0.001 8mm,Z 軸平面任意兩點測量誤差小于0.2%,可用于3C 行業點膠工件膠體高度測量等微米級高精度測量中。
雖然本文基于片光模型的直接標定法在Z 軸實現較高標定精度,但X、Y 軸標定系數仍采用傳統二維標定方式獲得,無法很好地反映被測工件整體三維輪廓信息。后續將優化X、Y 軸方向標定模型,以便能夠更準確、更全面地挖掘工件深度信息,提高工件整體三維測量精度。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
