100t BOF-LF-RH-CC 流程生產彈性擋圈用鋼C67S的工藝實踐
2020-03-27 07:20:56馬兆紅
中國金屬通報 2020年20期
馬兆紅
(南京鋼鐵股份有限公司特鋼事業部技術研發處,江蘇 南京 210000)
彈性擋圈用鋼要求具有穩定的化學成分、較高的純凈度,細晶粒、良好的力學性能。2014 年以前彈性擋圈用鋼大部分依賴進口。為了實現國產化,2014 年11 月南鋼采用二火材工藝,即電爐連鑄320*480mm 大方坯-大棒廠開坯-帶鋼熱軋,成功開發出彈性擋圈用鋼C67S。并于2015 年6 月優化工藝改為一火材工藝,即電爐連鑄150*150mm、150*220mm 小方坯-帶鋼熱軋,生產C67S。為進一步提高產品市場競爭力,南鋼于2018 年5 月開發出轉爐150*150mm、150*220mm 小方坯-帶鋼熱軋C67S。目前南鋼已具有批量生產轉爐C67S 的能力,實物質量達到國內先進水平,該品種市場占有率達80%。
1 C67S擋圈用鋼生產工藝
轉爐生產C67S 工藝流程為:100 噸氧氣頂底復合吹煉轉爐冶煉→LF 爐精煉→RH 爐精煉→150*150mm、150*220mm 方坯連鑄→鑄坯檢驗→鋼坯切割→驗收→加熱→軋制→卷取→檢驗→噴字→入庫。
1.1 轉爐冶煉
轉爐入爐鐵水要求P ≤0.15%、S ≤0.15%。采用高拉碳工藝,防止鋼水過氧化,終點[O]≤400ppm,C ≥0.08%,P ≤0.015%。冶煉過程中底吹Ar 攪拌,促進鋼渣平衡。采用滑板擋渣出鋼,出鋼至1/3 加入脫氧劑和合金脫氧合金化。C、Si、Mn、Cr 含量按判定下限調整。按噸鋼1.0kg 加入鋁塊沉淀脫氧,每爐加入改性精煉渣300kg 造渣。
1.2 LF 工藝
轉爐出鋼吹Ar 攪拌3min 后,吊包到LF 精煉工位開始爐外精煉處理。按噸鋼0.2kg 喂入鋁線沉淀脫氧,精煉過程中少量多批次加入高純碳化硅擴散脫氧,每爐總加入量120kg 左右。為保證脫氧充分,鋼中Als 含量按0.015%~0.040%控制,渣系采用CaO-SiO2-Al2O3,二元堿度控制在2.0~3.0 水平(見表1)。精煉過程中根據爐渣堿度和流動性適當補加石灰和螢石,并按目標成分調整合金成分。成分溫度合格后,吊包到真空位處理。

表1 LF 精煉終渣成分和堿度
1.3 RH 真空處理
鋼水經RH 真空處理,能夠有效的去除鋼中的氫、氧、氮氣體,提高產品實物質量。真空處理真空度1mbar 以內,真空保持時間10min 以上。破真空后喂純鈣棒包心線100m,對夾雜物進行變形處理。喂純鈣棒包心線后軟吹Ar 時間20min 以上,保證夾雜物充分上浮去除。
1.4 連鑄工藝
連鑄中間包采用整體水口、長水口Ar 封全保護澆鑄,同時大包開澆前中間包吹Ar 處理,防止鋼水二次氧化。使用高碳鋼保護渣,保護渣少量多批次向結晶器內加入,保證結晶器保護渣渣面不見紅。中包過熱度10℃~30℃,150*150mm 連鑄拉速2.0m/min~2.2m/min、150*220mm 連鑄拉速1.3m/min~1.5m/min,采用恒拉速澆鑄工藝。使用結晶器和末端電磁攪拌,浸入式水口插入深度120-150mm。結晶器液面自動控制,液面波動≤±6mm。
1.5 連鑄坯質量分析
1.5.1 連鑄坯化學成分分析
冶煉化學成分如表2 所示。由表可知,彈性擋圈用鋼C67S冶煉化學成分控制波動小、有害元素含量低,有利于提高軋材加工熱處理后的性能穩定性。
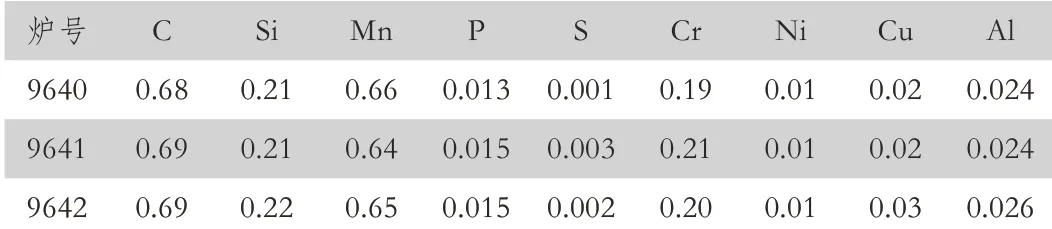
表2 C67S 冶煉化學成分/wt.%
1.5.2 鑄坯低倍質量分析
(1)連鑄坯低倍宏觀檢測:
C67S 連鑄坯檢測情況如表3 所示。

表3 連鑄坯低倍檢測結果
(2)鑄坯低倍檢驗見圖1。

圖1 鑄坯低倍
連鑄坯低倍酸洗檢驗表明,鑄坯質量良好,未發現角裂、皮下裂紋、皮下氣泡、夾雜、縮孔等缺陷,中心疏松、一般疏松、錠型偏析等低倍缺陷級別在1.0 級以內,均滿足GB/T699-2015 標準要求。
1.6 帶鋼軋制工藝
1.6.1 鋼坯加熱
加熱爐內的氣氛按弱還原性控制,煙氣殘氧量控制在3%以內。加熱爐加熱段控制在1060℃~1160℃,均熱段控制在1060℃~1150℃,保證鋼坯斷面溫差小于30℃。
1.6.2 軋制過程
鑄坯軋制時,采用AGC 自動測量尺寸。初軋溫度1020℃~1130℃,終軋溫度890℃~960℃,終軋速度為6m/s。軋后鋼帶在平板鏈上空冷,卷取溫度控制630℃~710℃。鋼帶卷取前檢查表面質量和尺寸控制,并取樣檢驗。
2 半成品及軋材檢驗
2.1 半成品檢驗
見圖2。

圖2 半成品水浸探傷
為了解內在質量,取初軋半成品厚度33mm試樣,做水浸探傷檢驗,未見裂紋和大顆粒夾雜物缺陷,表明鋼材內在純凈度較高。
2.2 軋材成品檢驗
(1)力學性能檢測見表4。

表4 力學性能檢測結果
(2)硬度檢驗見表5。

表5 硬度檢驗結果
(3)夾雜物級別檢測。
檢測結果夾雜物全部合格,如表6 所示。非金屬夾雜物主要有:D 類細系0.5 級和D 類粗系0.5 級, B 類細系0~0.5 級,B 類粗系0 級;未發現A 類硫化物類、C 類硅酸鹽類和DS 類單顆粒類。

表6 夾雜物檢測結果
(4)脫碳層檢驗見表7。

表7 脫碳層檢測結果
(5)氣體含量。
氣體含量檢測結果如表8 所示。經RH 真空處理,彈性擋圈用鋼C67S 成品材氣體含量包括[H]在內全部控制很好。

表8 氣體含量檢測結果
3 結論
(1)100t 轉爐-LF-RH-CC-熱軋工藝生產的彈性擋圈用鋼C67S,化學成分穩定,殘余元素以及O、N、H 含量低,鑄坯未見縮孔、裂紋、氣泡和夾雜等缺陷。
(2)軋材組織細小均勻、內在純凈度較高、夾雜物含量低、脫碳層控制好,硬度、力學性能達標,表明轉爐一火材軋制C67S產品完全滿足加工彈性擋圈的技術要求。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52