拔銷器手動拔銷螺紋咬死故障分析與防控
2020-03-27 08:15:22徐漢中王寅虎焦勝海
導彈與航天運載技術 2020年1期
徐漢中,王寅虎,呂 蒙,周 楠,焦勝海
拔銷器手動拔銷螺紋咬死故障分析與防控
徐漢中,王寅虎,呂 蒙,周 楠,焦勝海
(北京航天長征飛行器研究所,北京,100076)
為解決拔銷器螺紋咬死故障,通過失效分析和機理研究,從配合螺紋公差帶設計、螺紋材料選擇、螺紋表面處理及潤滑劑使用四個方面提出了防止螺紋咬死控制措施,并進行了相關試驗驗證,有效解決了拔銷器反復拆裝過程的螺紋咬死現象,有利于提高產品質量。
拔銷器;螺紋咬死;控制
0 引 言
拔銷器是活塞式作動器的一種,用于有效載荷的鎖定和分離,如降落傘的脫離、太陽帆板的釋放、小型裝置的連接分離。拔銷器未工作時利用銷軸固定有效載荷,并承受較大的橫向載荷,工作時利用它的點火器裝藥燃燒或爆炸產生的能量使銷軸回縮,以達到解鎖分離的目的。考慮到勤務處理需要,拔銷器可通過旋轉螺紋副,實現手動拔銷功能。由于拔銷器結構簡單、連接固定可靠、分離時后座力小,屬于強連接、弱解鎖機構,因此在航空航天領域應用廣泛。
然而某裝置配套拔銷器在手動拔銷時,出現部分產品螺紋咬死、無法手動拔銷的故障。為尋找拔銷器咬死原因、研究螺紋副咬死機理,本文對拔銷器螺紋副咬死機理進行分析研究,結合螺紋設計原理和摩擦學理論,從螺紋公差帶設計、螺紋材料、螺紋表面處理及潤滑劑4個方面分析螺紋咬死的機理,并提出針對性改善措施,為業內提供經驗和參考。
1 結構組成與工作原理
拔銷器產品結構簡如圖1所示。解鎖工作時,點火器點火輸出高溫高壓燃氣,燃氣作用在銷軸的活塞上,克服有效載荷負載、彈簧彈力、銷軸與殼體之間的摩擦力、銷桿自身的重力(非失重條件)使銷桿回縮,完成解鎖功能。

圖1 拔銷器結構示意
手動拔銷時,擰動螺母使螺母沿蓋的螺紋向上運動,運動過程中螺母頂住螺釘帶動銷軸向上運動,實現手動拔銷功能,拔銷到位示意見圖2。

圖2 手動拔銷到位示意
2 失效產品試驗分析和機理研究
2.1 失效零件
選取2件故障拔銷器(編號分別為1#、2#),其中1#螺母與螺桿發生卡滯,手動不能旋轉,2#螺母與螺桿手動旋轉較為困難。2件拔銷器螺母與螺桿未見明顯偏軸現象,該產品螺母與螺桿表面特征如表1所示。
表1 螺母與螺桿表面特征
Tab.1 Peculiarity of Retraction Actuator
位置材料表處方式螺紋尺寸熱處理硬度 螺桿30CrMnSiAFe/Ap.Ni12M12×1-6HHRC32~37 螺母30CrMnSiAFe/Ap.Ni12M12×1-6HHRC32~37
2.2 鍍層厚度及基體硬度分析
對鍍層厚度進行測量,1#螺桿鍍層厚度約為13~14 μm,螺母鍍層厚度約為12~14 μm,2#螺桿鍍層厚度約為14~16 μm,螺母鍍層厚度約為10~12 μm,與設計要求相符。
對2件試樣螺栓與螺母硬度進行顯微硬度測試,結果見表2,由表2可知,測試結果符合設計要求。
表2 顯微硬度測試結果(HV0.2)
Tab.2 Hardness Test Results of Microscope
位置序號平均換算為HRC 12345 1#螺母34736634735335935436.2 1#螺桿36434734934535935336.1 2#螺母36136636835736136337.2 2#螺桿35734336834134735135.9
注:HV0.2和HRC是材料硬度的不同表示方法
將2件拔銷器進行解剖,觀察螺紋的微觀形貌,典型微觀形貌如圖3~7所示。從微觀形貌圖中可以看出:2件拔銷器匹配螺紋微觀形貌較為相似,損傷區域均呈周向磨損形貌,損傷較輕區域可見周向犁溝,損傷較重區域可見物質轉移、堆積現象,整個損傷區未見嵌入的外來多余物存在;局部區域可見鍍層剝落現象,邊界處鍍層與基體存在明顯縫隙,鍍層斷口呈脆性斷裂特征。

圖3 螺桿螺紋表面鍍層剝落形貌

圖4 螺母螺紋表面鍍層剝落形貌

圖5 1#匹配螺紋鍍層剝落剖面形貌

圖6 2#匹配螺紋損傷、變形及鍍層剝落剖面形貌
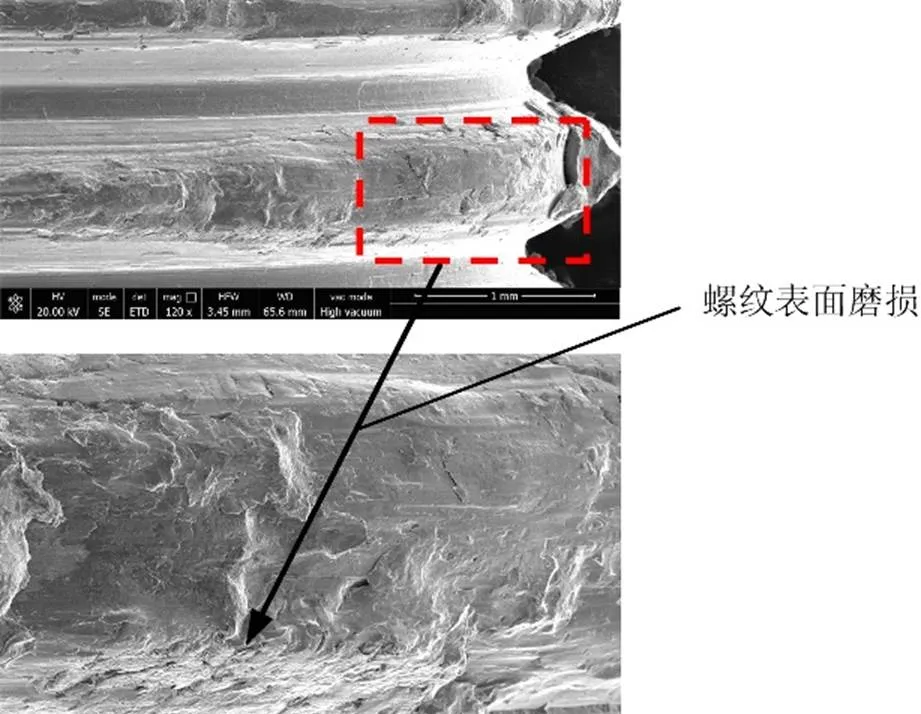
圖7 螺紋損傷區域磨損及物質轉移、堆積形貌
對收集的金屬屑進行能譜(Energy Dispersive Spectrometer,EDS)成分分析,檢測結果為:被檢金屬屑中約90%是Ni,最大尺寸為544×110 μm;剩余10%是含Fe、O元素的氧化物,最大尺寸為 176×158 μm。
結果表明:未損傷區域含有Ni及少量P、Fe元素,為正常鍍層成分,損傷區域含有Fe、Ni、Cr、Mn、Si、P元素,表明該部位暴露出了基體,所有損傷區域未見其它異常元素存在。
2.3 機理討論
SEM分析結果表明匹配螺紋剖面均有部分區域可見鍍層剝落現象,表明該區域鍍層與基體的結合力較差。分解后觀察結果表明兩件拔銷器匹配螺紋宏觀、微觀形貌相似:所有螺紋均存在不同程度的損傷痕跡,損傷區域呈周向磨損形貌,可見周向犁溝、物質轉移及堆積現象,未見外來多余物存在,具有典型的粘著磨損形貌特征。
因此拔銷器螺母與螺桿發生卡滯的原因是由于二者螺紋表面鍍層與基體的結合力較差,拔銷過程中在摩擦力作用下鍍層剝落形成多余物,使匹配螺紋摩擦阻力增大,進而發生粘著磨損,導致螺紋副卡滯。
3 改進設計
3.1 螺紋公差帶的設計改進
根據GB/T 197-2003可知[1]:為了保證內、外螺紋間有足夠的螺紋接觸高度,建議螺紋零件內、外螺紋配合的公差帶宜優先采用H/g、H/h、G/h這3種配合:H/h配合最小間隙為0,用于沒有鍍層時;H/g和G/h具有保證間隙,可應用于鍍層。
表3中給出了故障拔銷器的螺母和蓋的螺紋尺寸,鍍鎳后其內、外螺紋配合為H/h,這種配合的最小間隙為0。在螺紋表面質量加工粗糙和鍍層不均勻,則螺紋容易出現咬死的風險。
表3 螺母和蓋的鍍鎳前和鍍鎳后的螺紋尺寸
Tab.3 Thread Specification of Thread
零件名稱螺紋尺寸 鍍鎳前鍍鎳后 螺母M12×1-6GM12×1-6H 蓋M12×1-6h-D(12~18μm)M12×1-6h
因此將蓋的鍍后螺紋尺寸要求更改為M12×1-6G,螺母的螺紋尺寸不變。
改進設計后,加大了鍍鎳后內、外螺紋的間隙,一方面能有效防止螺紋咬死,另一方面能提高螺紋連接的疲勞強度[2]。
3.2 螺母與蓋的選材改進
拔銷器的螺母與蓋的材料均是30CrMnSiA,并且硬度也相同(均為HRC32~37),即同種材料、相同硬度。根據摩擦學理論[3],金屬摩擦副的互溶性對粘著磨損有很大的影響,互溶性越大,粘著磨損傾向較大。同種材料之間進行摩擦時的磨損量比異種材料摩擦時的磨損量大很多,這是因為同種材料原子排列方式(晶格)相同、原子尺寸大小相同,互溶性較強,在正應力的作用下接觸面原子易發生相互擴散,有更高的粘著傾向,導致粘著后咬死。可通過以下方式改進:
a)改進螺紋副配合間硬度。
相同材料的螺紋配合時,如果它們的硬度不同,在一定程度上也能降低螺紋咬死的風險。參考其他類似拔銷器,蓋的硬度為HRC32~37,螺母的硬度為HRC27~32,在3000發拔銷器應用中,均未出現螺紋咬死問題。因此通過調整相關熱處理制度,改變螺母的硬度,使其略低于螺桿硬度。
b)更換螺母材料。
把螺母的材料更換為不銹鋼13Cr11Ni2W2MoV,該材料具有較高的強度,而且在大氣中、高溫H2S中以及在氧化性介質中都具有較好的耐蝕性能,被廣泛應用于航空航天行業。根據GJB 2294(航空用不銹鋼及耐熱鋼棒規范)可知[4],選擇合理的熱處理制度,13Cr11Ni2W2MoV的力學性能和硬度均能滿足該拔銷器的設計要求。
在螺母和螺桿設計中,一般設計是螺母的失效載荷不低于螺栓的破壞載荷[5]。由于13Cr11Ni2W2MoV的強度比30CrMnSiA高,因此建議把螺母的材料更換為不銹鋼13Cr11Ni2W2MoV。螺母更換不銹鋼后,一方面解決了相同材料互溶性大的問題,可以降低螺母與蓋之間咬死的風險,另外一方面提高了螺母的耐蝕性能,從而可以減薄螺母表面鍍鎳層,這也為螺紋公差帶留出了額外間隙。
3.3 表面處理改進
該拔銷器的螺母和蓋表面都采用了化學鍍雙層膜(Ni-Cu-P/Ni-P雙層合金)的方式,由實際開展的驗證試驗及失效分析可知,多次擰拔銷器的螺母和蓋之間的螺紋時,發現鍍鎳層的脫落,化學鍍鎳層結合力不夠好。可通過一下方法改進:
a)提高鍍層結合力。
根據QJ 405B-2005[6]中認為對于直徑≥10 mm的30CrMnSiA等高強度鋼螺栓不宜采用鍍鋅工藝。而達克羅涂層硬度較低、耐磨性不好,由文獻[7]可知,在螺紋緊固件中螺紋2次擰合時就會出現表面擦傷的缺陷。
采用超聲波化學鍍鎳有利于提高鍍鎳層的結合力[8~11]的原因有以下2項:1)超聲波會導致鍍液與基體的界面處形成空化作用,有利于提高還原劑的還原性能;2)超聲波對鍍液的空化作用可使氣泡進一步生成和擴大,然后在急速的氣泡崩潰期間,產生瞬間高溫,增強分子碰撞,增加活化分子數目,促進化學沉積并提高鍍層與基體間的結合力。文獻[12]的研究表明超聲波化學鍍層組織致密,胞狀結構細化,可顯著提高基體與鍍層的結合力。
b)在耐蝕性能允許的情況下,適當減小鍍層厚度。
鍍層厚度的減小一方面可以為螺母與蓋之間預留更多配合間隙,另一方面薄的鍍層,其膜的強度高,能降低零件表面的摩擦系數[3],從而有效降低螺紋發生粘著磨損風險。
c)提高蓋的螺紋表面粗糙度設計要求。
螺紋表面粗糙度對螺紋咬死具有重要的影響,螺紋表面越粗糙,則摩擦系數越大,消耗的能量越大,更易引起磨損,從而影響到機械傳動效率及零件的使用壽命。
實際加工中,外螺紋的加工相對于內螺紋更加容易,所以可以要求提高外螺紋的表面質量。
在GB/T 1181-1998[13]中,其表面質量要求外螺紋牙型表面粗糙度值不得大于1.6 μm,內螺紋牙型表面粗糙度值≤3.2 μm。所以改進后外螺紋牙型表面粗糙度值≤1.6 μm。
此外,螺紋表面粗糙度值減小也有利于提高化學鍍層的結合力[12]。
3.4 螺紋之間增加潤滑劑
該拔銷器的螺母與蓋的螺紋之間沒有涂用任何潤滑劑,螺紋表面存在擦傷的風險。在特定的載荷或溫度下,金屬間就有可能存在咬合風險,致使在裝配或拆卸過程中發生卡咬,因此可在螺紋副之間增加潤滑處理。
潤滑在緊固件的螺紋連接中是一種常用技術,可以減小扭矩系數差異率,提高扭矩利用率,獲得均勻穩定的螺栓軸向預緊力,而且合適的潤滑劑不僅能夠起到順暢裝配的作用,還能夠防止裝配或拆卸時螺栓發生咬死。
本文選用特12、特221號潤滑脂,這兩者都是常用的潤滑脂,適用于與腐蝕性介質接觸的摩擦組合件,如金屬與金屬或金屬與橡膠的接觸面上,起潤滑和密封作用,可在-60~150 ℃下使用,適用于一般緊固件連接的潤滑。
4 改進效果分析
更改措施如下:a)調整螺紋配合等級,蓋的鍍后螺紋尺寸要求更改為M12×1-6g,螺母的螺紋尺寸不變;b)螺母材料改為13Cr11Ni2W2MoV,熱處理硬度HRC32~37,蓋材料30CrMnSiA,熱處理硬度提高至HRC45~50,鍍鎳層厚度由12~18 μm改為8~12 μm;c)提高蓋的螺紋表面粗糙度設計要求(值≤1.6 μm);d)螺母與蓋間螺紋上涂抹一層特12精密儀表脂。具體更改內容見表4,對改進前和改進后產品進行試驗,并進行試驗結果對比。
表4 拔銷器更改措施
Tab.4 Retracting Actuator Improvement Measure
序號組件/零件更改前更改后 1拔銷器螺母與蓋之間螺紋上未涂抹潤滑脂螺母與蓋之間螺紋上均勻涂抹一層特12號精密儀表脂 2螺母材料材料30CrMnSiA13Cr11Ni2W2MoV 3蓋熱處理硬度HRC32~37HRC45~50 4螺母尺寸M12×1-6HM12×1-6G 5外螺紋粗糙度3.21.6 6鍍鎳層厚度/μm12~188~12
4.1 改進前手動拔銷試驗
原設計狀態產品反復進行手動拔銷,觀察螺母與蓋的螺紋受損情況;試驗結果是拔銷次數越多,受損越嚴重,產生的金屬屑越多,如圖8所示。其中1發產品在20次反復手動拔銷后螺紋明顯卡滯。
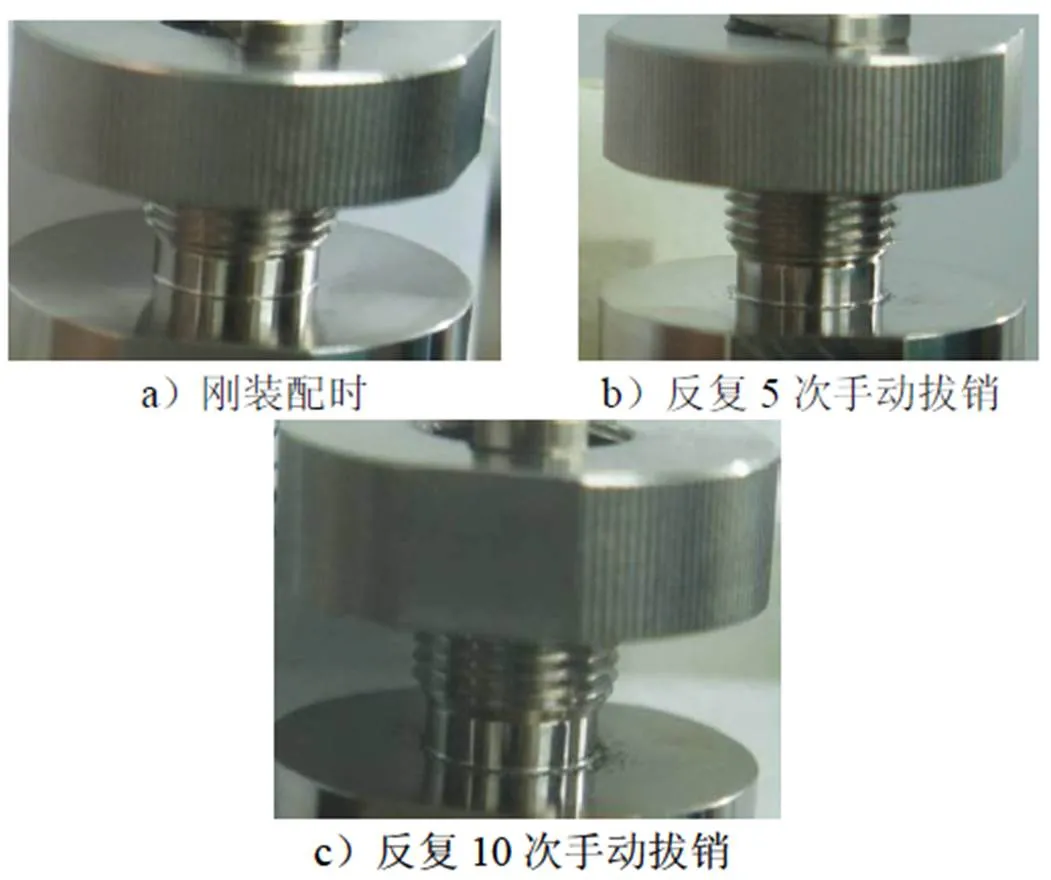
圖8 原設計狀態反復手動拔銷試驗照片
4.2 改進后手動拔銷試驗
產品結構優化后配合螺紋上涂特12精密儀表脂。共進行5發試驗,每發產品反復手動拔銷100次,手動拔銷輕松,無金屬摩擦聲,無金屬屑掉落,擰動過程中無卡滯感覺,拔銷100次后在體視鏡下觀察,螺紋鍍層未受損,見圖9。

圖9 涂潤滑脂反復手動拔銷100次試驗情況
由上述試驗結果可知,螺紋處涂特12精密儀表脂降低螺紋間摩擦系數,更改螺紋公差帶、適當增大螺紋間隙,更改螺紋副相關零件硬度,提高蓋外螺紋光潔度,可解決螺紋咬死問題。
5 結束語
本文針對某拔銷器螺紋咬死故障,對其進行了失效分析和潛在風險分析,提出了防止螺紋咬死控制措施;同時針對采取的措施進行了相關試驗驗證工作。通過驗證,從配合螺紋公差帶設計、螺紋材料選擇、螺紋表面處理及潤滑劑使用4個方面著手,有效解決了拔銷器這種存在反復拆裝過程的螺紋咬死現象,有利于提高產品質量控制。
[1] 中華人民共和國國家質量監督檢測檢疫總局. GB/T 197-2003普通螺紋公差[S]. 北京: 中國標準出版社, 2004.
General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China. GB/T 197-2003 general purpose metric screw threads-Tolerances[S]. Beijing: Standards Press of China, 2004.
[2] 張占元. 淺談飛機螺紋連接件電鍍層厚度及螺紋配合間隙[J]. 飛機設計, 2013, 12(4): 70-75.
Zhang Zhanyuan. A superficial comment on coating thickness of threaded fastenersand screw thread fit clearance in aircraft applications[J]. Aircraft Design, 2013, 12(4): 70-75.
[3] 溫詩鑄, 黃平. 摩擦學原理[M]. 北京: 清華大學出版社, 2012.
Wen Shizhu, Huang Ping. Principles of tribology[M]. Beijing: Tsinghua University Press, 2012.
[4] 國防科學技術工業委員會. GJB 2294航空用不銹鋼及耐熱鋼棒規范[S]. 北京: 中國標準出版社, 1995.
China Commission of Science, Technology and Industry for National Defense. GJB 2294 specification for stainless and heat-resisting steel bars for aviation[S]. Beijing: Standards Press of China, 1995.
[5] 航天標準緊固件研究與檢測中心. 航天緊固件實用手冊[M]. 北京: 國防工業出版社, 2006.
Space Standard Fastener Research and Testing Center. Space fastener practical manual[M]. Beijing: National Defense Industry Press, 2006.
[6] 國防科學技術工業委員會. QJ 405B-2005金屬鍍覆層厚度系列與選擇原則[S]. 北京: 中國標準出版社, 2005.
China Commission of Science, Technology and Industry For National Defense. QJ 405B-2005 thickness series and selection principle for plating and conversation coatings of metallic parts[S]. Beijing: Standards Press of China, 2005.
[7] 胡裕龍, 等. 達克羅處理緊固件耐蝕性能研究[J]. 材料開發與應用, 2008, 23(3): 66-69.
Hu Yulong, et al. An investigation on corrosion resistance of fasteners treated with decrement technique[J]. Development and Application of Materials, 2008, 23(3): 66-69.
[8] 高叔軒, 等. 超聲波化學鍍的研究進展[J]. 表面技術, 2004(4): 1-3.
Gao Shuxuan, et al. Development of electroless plating in Ul trasonicfield[J]. Surface Technology, 2004(4): 1-3.
[9] Jin Jeonggi, et al. Adhesion improvement of electroless plated Ni by ultrasonic agitation during zincating process[J]. Thin Solid Films, 2004(466): 272-278.
[10] Touyeras F, et al. Electroless copper coating of epoxide plates in an ultrasonic field[J]. Ultra-sonics Sonochemistry, 2001(8): 285-290.
[11] Zhao Yiyun, et al. Electrolesscoating of copper on ceramic in an ultr asonic field[J]. Ultra-sonics Sonochemistry, 1995, 2(2): 99-103.
[12] 周澤翔, 等. 改善化學鍍層結合力的方法及其檢測手段[J]. 材料導報,2006, 20(2): 79-81.
Zhou Zexiang, et al. The methods of improving and checking adhesion of coating electroless-plated[J]. Materials Reports, 2006, 20(2): 79-81.
[13] 國家質量技術監督局. GB/T 1181-1998過盈配合螺紋[S]. 北京: 中國標準出版社, 1999.
The State Bureau of Quality and Technical Supervision. GB/T 1181-1998 The interference-fit threads[S]. Beijing: Standards Press of China, 1995.
Analysis and Prevention of Retracting Actuator Screw Thread Galling
Xu Han-zhong, Wang Yin-hu, Lyu Meng, Zhou Nan, Jiao Sheng-hai
(Beijing Institute of Space Long March Vehicle, Beijing, 100076)
In order to solve the problem of screw thread galling when retracting actuator is assembled, the mechanism of screw thread galling is analyzed, a series of preventative measurements such as thread tolerances design、thread material choose、thread surface treatment and lubricant used are proposed and validated by experiments. Through this work, the problem of screw thread galling can be prevented and controlled during retracting actuator is assembled. This can improve the reliability and quality of product.
retracting actuator; screw thread galling; quality control
TJ761.7
A
1004-7182(2020)01-0118-05
10.7654/j.issn.1004-7182.20200121
2018-12-14;
2019-03-23
徐漢中(1975-),男,高級工程師,主要研究方向為火工裝置技術。
王寅虎(1987-),男,工程師,主要研究方向為火工裝置技術。
呂 蒙(1987-),男,工程師,主要研究方向為火工裝置技術。
周 楠(1991-),男,工程師,主要研究方向為火工裝置技術。
焦勝海(1976-),男,研究員,主要研究方向為TF總體技術。
