310mm厚不銹鋼真空電子束焊接技術(shù)研究
2020-03-26 11:59:16馮曉明高殿寶王利媛
經(jīng)濟(jì)技術(shù)協(xié)作信息 2020年3期
關(guān)鍵詞:焊縫
◎馮曉明高殿寶王利媛
引言:電子束焊接是利用匯聚的高速電子流轟擊工件接縫處所產(chǎn)生的熱能,使被焊金屬熔合的一種焊接方法。電子束焊接技術(shù)以其高能量密度、高熔透性、焊接變形小、焊縫深寬比大、控制方便等特點(diǎn),已在機(jī)械重工行業(yè)得到了廣泛的應(yīng)用。
本文依托核電產(chǎn)品,針對厚度為10mm的06Cr18Ni11Ti奧氏體不銹鋼,開展了電子束焊接試驗,通過調(diào)試焊接參數(shù),并對試件進(jìn)行檢驗,得到了合格的焊縫質(zhì)量,完成了06Cr18Ni11Ti電子束焊接技術(shù)研究。
一、試驗材料、設(shè)備與試驗方法
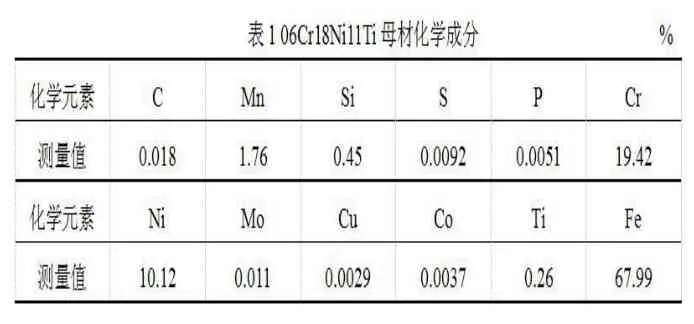
焊接試驗所用的母材為06Cr18Ni11Ti,化學(xué)成分見表 1,尺寸為 10×100×400mm。電子束焊接的坡口形式為I型坡口。
本試驗采用真空電子束焊接方法。用于焊接試驗的電子束焊接設(shè)備型號為TECHEMTA LARA 52,額定功率為10KW,最大輸出電壓為60KV。
?
二、試驗過程
1.焊前準(zhǔn)備及裝配。在進(jìn)行電子束焊接前,需要使用酒精對待焊工件的待焊坡口進(jìn)行清理,去除油污雜質(zhì)。
將試板固定裝配在電子束焊接平臺上并找正,要求兩端坡口對齊,裝配后間隙≤0.10mm、錯邊≤0.10mm。
裝配完成后,將工件放入真空室,確認(rèn)焊縫與電子槍運(yùn)行軌跡是否重合,如不重合,則需要重新調(diào)整試板至焊縫與電子槍運(yùn)行軌跡重合。由于電子束焊接的焊縫非常窄,只有1.5~2mm,若焊縫與電子槍運(yùn)行軌跡存在偏差,極易使電子束偏離焊縫,造成焊偏,影響焊接質(zhì)量,因此試板的找正對于電子束焊接非常重要。
待試板找正后,開啟真空泵,對真空室抽真空。待真空室內(nèi)的真空度達(dá)到焊接要求后,調(diào)用程序進(jìn)行電子束焊接。
2.電子束焊接參數(shù)的影響。在對真空室抽取真空過程中,同時對電子束設(shè)備的NC程序系統(tǒng)進(jìn)行操作,調(diào)用焊接時需要使用的自動程序,并核對電子束焊接參數(shù)是否正確。在實際焊接中,需要調(diào)試的只有四個焊接參數(shù),分別為:焊接電壓、焊接速度、焊接束流和聚焦電流。
電子束的焊接電壓與電弧焊時的電壓不同,它代表從陽極射出的電子的加速電壓,單位為KV,主要目的是給電子提供動能,焊接電壓越高,電子的能量越大,焊接能力也越強(qiáng)。
焊接速度為電子束在焊縫表面的移動速度,作為熱輸入量極小的高能束焊,電子束焊的焊接速度要遠(yuǎn)高于電弧焊,在焊接厚度小于5mm的焊縫時,焊接速度通常能夠達(dá)到800~1000mm/min。
焊接束流代表了電子束內(nèi)的電子數(shù)量,電子數(shù)量越多,電子束流的能量越大,其焊接能力也相應(yīng)增強(qiáng),電子束的單位為mA。
聚焦電流是使電子束流在磁場的作用下進(jìn)行偏轉(zhuǎn)匯聚,主要控制電子束的焦點(diǎn)位置,根據(jù)焦點(diǎn)與工件的相對位置,共分三種聚焦形式:當(dāng)焦點(diǎn)位置未到達(dá)待焊工件時,稱為上聚焦;當(dāng)焦點(diǎn)位置恰好在待焊工件表面時,稱為表面聚焦;當(dāng)焦點(diǎn)位置超過待焊工件表面,深入焊縫內(nèi)部時,稱為下聚焦。三種聚焦形式中,表面聚焦能夠獲得最大的熔深和最大的深寬比,也是電子束焊接時最常用的聚焦形式。
3.電子束焊接過程。待確認(rèn)程序無誤,真空室達(dá)到焊接要求的真空度后,即可開始進(jìn)行電子束焊接。關(guān)閉真空室內(nèi)的觀察燈,將焊接設(shè)備的電子槍開關(guān)由設(shè)定檔調(diào)節(jié)至焊接檔,進(jìn)行程序執(zhí)行界面,并按下電子槍運(yùn)行按鈕,陰極就開始對陽極進(jìn)行加熱,加熱完成后,電子槍會根據(jù)程序自動發(fā)射電子束流,實現(xiàn)電子束焊接。在電子束焊接過程中,可以通過攝像頭觀察焊接情況,但是無法通過手工操作對焊接過程進(jìn)行干預(yù)操作。
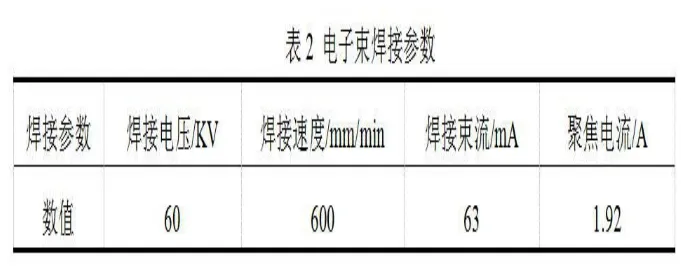
4.電子束焊接參數(shù)。使用該工藝參數(shù)按照試驗過程的工藝要點(diǎn)焊接了多塊試板,RT探傷后均無缺陷,將全部焊接過程的主要參數(shù)和程序固化,后續(xù)焊接時按照該固化工藝執(zhí)行,即可獲得焊接執(zhí)行具體焊接參數(shù)見表2。
?
三、試驗結(jié)果與分析
1.外觀與無損檢驗。試板焊后進(jìn)行外觀檢驗,由圖1可以看出,焊縫表面成型均勻,無氣孔、裂紋、咬邊等缺陷。
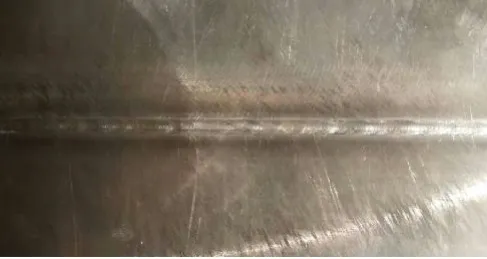
圖1 電子束焊縫成形情況
試板焊后按照RCC-M標(biāo)準(zhǔn)進(jìn)行PT和RT檢驗,I級檢驗合格,表明焊縫表面以及內(nèi)部質(zhì)量較好。
2.焊接接頭的力學(xué)性能檢測。試件焊接完成后,對試件進(jìn)行拉伸、彎曲、沖擊檢驗,結(jié)果如下:
(1)拉伸性能。按照RCC-M SI 100對焊縫進(jìn)行室溫拉伸和100℃高溫拉伸,性能見表3:

?
(2)彎曲性能。按照RCC-M SI 200對焊接接頭全厚度側(cè)彎,試驗溫度,試驗壓頭直徑為40mm,彎曲角度180°,試樣尺寸為10×16×300mm。4件試樣均無裂紋產(chǎn)生,表明焊縫表面和根部的塑性以及延展性都能可以滿足要求。
(3)沖擊韌性。對焊縫以及熱影響區(qū)按照RCC-M SI 300進(jìn)行沖擊性能測試,試驗溫度為室溫,試樣均取自于T/2厚度位置,缺口類型為V型。焊縫沖擊吸收功為 398/357/340J,熱區(qū) 319/210/283J,均遠(yuǎn)大于要求值(平均值≥60J,單個最小值≥42J)。
四、結(jié)論
本文通過開展06Cr18Ni11Ti奧氏體不銹鋼的電子束焊接試驗,獲得了滿足要求的電子束焊接參數(shù),并實現(xiàn)了工藝固化,并對焊后試件進(jìn)行無損檢驗和破壞性檢驗,均合格,證明焊縫質(zhì)量良好,能夠滿足產(chǎn)品要求,具備應(yīng)用于產(chǎn)品制造的條件。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
