發動機氣缸蓋加工工藝研究
2020-03-24 03:27:26周寅龍羅勝陽
機械制造 2020年3期
□ 周寅龍 □ 羅勝陽
昆明理工大學 城市學院 昆明 650093
1 研究背景
氣缸蓋是發動機中的關鍵零件,精度要求高,加工工藝復雜,加工質量的優劣直接影響發動機的整體性能。由于氣缸蓋結構復雜,加工精度高,因此針對不同的結構進行加工工藝分析,并制訂合理的工藝方案,對保證氣缸蓋的加工質量而言具有重要作用。
發動機工作時,可燃氣體在氣缸蓋燃燒室壓縮后點燃,致使氣門座圈承受很高的熱負荷和機械負荷。這要求氣門座圈既要有很強的耐磨性,又要有良好的密封性。如果氣門工作時中心發生偏移,除會導致有害的熱傳導和氣門、導管孔極限磨損外,還會造成耗油量增加。因此,對氣門座圈和導管孔的加工精度要求很高,特別是對氣門座圈工作錐面與導管孔的同軸度,有較高的位置精度要求。
進、排氣門座圈工作錐面與導管孔的加工是氣缸蓋加工中最關鍵的工序,對于汽油發動機,其同軸度允差規定為0.015~0.025 mm;而對于柴油機,則僅為0.01~0.015 mm。高速發動機氣門座圈底孔與導管孔的同軸度為φ0.03 mm,座圈工作錐面與導管孔的同軸度為φ0.025 mm,轉速低于3 600 r/min的發動機,同軸度可降為φ0.04 mm。一般采用的加工工藝為鉆、復合擴、半精鏜氣門座圈底孔和導管孔、精鏜氣門座圈底孔和槍鉸導管孔、壓導管和氣門座圈、精鏜氣門座圈錐面和槍鉸導管孔。
2 零件定位
根據氣缸蓋的結構特點,粗基準采用六點定位原理:底面三點定位,排氣面兩點定位,后端面一點定位,精基準采用一面兩銷定位。氣缸蓋精基準的選擇滿足了基準統一原則。采用一面兩銷的定位方式,可以很簡便地限制工件的六個自由度,定位穩定可靠,夾緊變形小,易于實現自動定位和自動夾緊,便于操作。工件的定位方式對精度影響很大,采用一面兩銷定位方式有一個缺點。由于存在導管孔及氣門座圈底孔到銷孔的位置精度誤差,因此加工余量不均勻,不易達到產品的精度要求。若采用以平面和導管外圓表面定位,使導管和氣門座圈底孔縱向軸線與機床主軸軸線相重合,則可使加工余量均勻,加工精度高,但是這種工藝在一個工位上只能加工一個氣門座圈,生產效率較低。基于以上分析,大批量生產時,仍然經常采用一面兩銷定位,作為工序加工的統一精基準。
3 夾具設計
為保證加工過程中工件定位夾緊的可靠性,采用液壓夾具。這一夾具具有如下功能:夾緊力可調整,在滿足加工要求的前提下,可以在最大程度上減小工件的裝夾變形;各定位面設有氣密性檢測功能,加工時使工件與定位面正確接觸、緊密貼合,保證工件的定位精度;具有自動沖洗夾具定位面功能。為方便操作,在夾具上還設置了工件粗限位和防止工件脫落等裝置,減小了操作者的勞動強度,提高了操作安全性。
4 加工刀具選擇
氣缸蓋本體材料為鑄鋁,切屑成帶狀且易黏刀。進、排氣門座圈和氣門導管的材料是粉末冶金,特點為硬度高,且氣門加工配合精度要求較高。為了獲得較高的產品質量,刀具選用德國MAPAL和美國KENNA METAL、瑞士SECO等涂層硬質合金刀具。對于凸輪軸孔、氣門導管、氣門座圈等精度要求高的部位,還選用聚晶金剛石和立方氮化硼刀具,在加工過程中采用較高的切削速度、較小的進給量和切削余量。
由于鑄鋁氣缸蓋的加工多為高速切削,因此刀具與主軸接口采用標準HSK刀柄結構。該結構的刀柄后部1∶10錐度錐面和端面同時與機床主軸配合,定位精度高,特別適合高速切削。為保證產品的加工質量,提高刀具使用壽命,加工時在澆注外部冷卻液的同時,還采用內冷加工。6 MPa以上高壓冷卻液通過機床主軸從刀具內冷孔噴射到切削刃上,然后將切屑從刀具的排屑槽排出,可以在加工中起到很好的冷卻、潤滑、排屑作用。
5 氣門座圈和氣門導管孔系加工
氣門座圈和氣門導管的加工是整個氣缸蓋機械加工的關鍵,其加工精度對發動機的性能有重要影響。為保證氣門座圈工作錐面對導管孔跳動、氣門座圈工作錐面表面粗糙度、氣門導管直線度及外圓同軸度的要求,減少工序成本,提高生產效率,需要對氣門座圈與導管孔的加工、專用復合刀具的采用、刀具材料的選擇、冷卻方式、切削參數的選擇等各影響因素進行分析、控制,進而滿足加工工藝要求。
氣門座圈底孔的同軸度誤差會造成氣門座圈和氣門導管孔精加工余量分配不均,從而影響最終精加工精度。以往常規加工方法一般采用鉆、擴、鉸工藝,采用前后兩端導向的刀具結構。由于刀具細長,刀具剛性不足,加工過程中,各種原因導致徑向力不均勻,刀具易產生彎曲變形、讓刀,從而引起同軸度超差。近年來,通過對刀具的研究、改進,采用新工藝,較好地解決了這一問題。如適當縮短氣門導管孔鉸刀到氣門座圈底孔鉸刀的距離,先采用刀柄導向鉸氣門導管孔,然后采用導管孔鉸刀的導向和刀柄雙導向鉸氣門座圈底孔,可強制氣門座圈底孔鉸刀修正微量同軸度誤差。另外,通過對氣門座圈底孔和氣門導管孔復合擴刀幾何角度的改進,將常規擴刀變為涂層硬質合金復合鏜擴刀、鏜鉸刀,也取得了很好的效果。
氣門座圈和氣門導管孔加工如圖1所示,實物如圖2所示,材料均為鐵基粉末冶金,特點是尺寸精度要求高、硬度高、加工難度大。對此,氣門座圈和氣門導管孔采用德國MAPAL復合鏜鉸刀加工,如圖3所示。該鏜鉸刀為機夾刀片結構,刀片材料為立方氮化硼,使用壽命長。刀具剛性足夠,制造精度高,徑向跳動小,同軸度高,具備良好的動平衡。
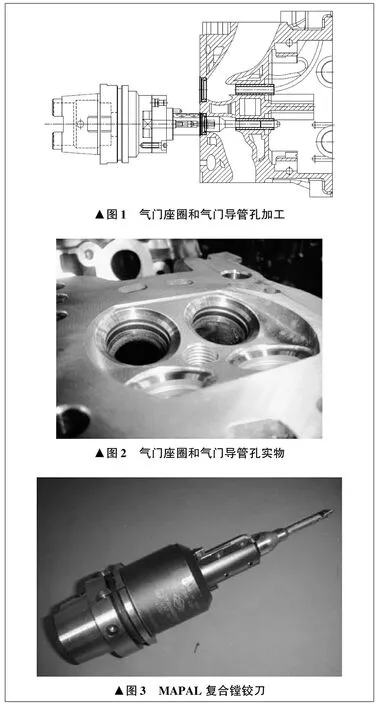
▲圖1 氣門座圈和氣門導管孔加工▲圖2 氣門座圈和氣門導管孔實物▲圖3 MAPAL復合鏜鉸刀
為保證氣門座圈和氣門導管孔的同軸度要求,通常采用專用設備和復合刀具加工。應用復合刀具,先锪削氣門座圈工作錐面。加工氣門座圈完畢后,刀具后退約0.2 mm,接著提高刀具轉速,鉸刀以恒定的進給速度進給,對氣門導管孔進行加工。當氣門導管孔加工完畢后,恢復到加速進給之前的轉速,鉸刀自動退回到起始位置。
目前,加工氣門座圈工作錐面多采用鏜削工藝。采用锪錐面的加工工藝,其缺點是在錐面上會存在锪刀切削刃的各種誤差缺陷。另外,由于切削力較大,要求刀體的剛性好。不同的氣門座圈材料,也會影響加工方式的選擇。一般,當氣門座圈洛氏硬度(HRC)在40以上時,由于硬度較高,因此只能采用鏜削錐面;當氣門座圈洛氏硬度(HRC)低于40時,既可采用鏜削錐面,也可采用锪削錐面。
氣門導管孔一般采用單刃鉸刀,即槍鉸刀進行加工。這種刀具設有兩個導向條,在切削過程中可起導向作用,對加工余量不均勻的影響較低。另外,在單刃鉸刀基礎上發展出一種槍鏜刀,與單刃鉸刀類似,采用三個導向條。在槍鏜刀切入工件后,其中一個導向條立即起支撐作用,提高鏜刀的剛性。這種槍鏜刀也可用于加工導管孔。
氣門座圈和氣門導管孔的加工分別采用粗、精兩把刀具。粗加工刀具進行粗鉸氣門導管孔和粗锪氣門座圈倒角,在氣門導管孔上鉸出一個淺孔,作為后道精加工的導向孔。在粗锪氣門座圈倒角時,去除大部分的加工余量,并給精加工留出單邊0.3~0.5 mm的余量。精加工刀具先精鉸氣門導管孔,再精锪氣門座圈倒角,以避免加工中的相互干涉。為了保證更好的重復精度和可靠性,采用HSK整體式刀柄結構。鉸刀的夾持部位采用熱脹收縮刀柄,具有精度高、徑向跳動小、裝夾迅速等特點,用電磁圈加熱刀柄的熱脹夾緊部位僅需5~10 s。
氣門座圈和氣門導管孔的加工刀具刀體上僅有三個刀片夾緊螺釘和三個調節螺釘,采用至少可重磨20次的整體立方氮化硼刀片。刀片的壓緊塊與刀體是一個整體,刀片的壓緊通過位于壓緊塊與刀體槽間的夾緊螺釘來完成。由于壓緊塊的夾緊面積很大,因此避免了夾緊力不足而產生的刀片移位。立方氮化硼刀片的軸向調節通過刀片后端的軸向調整螺釘來完成,以補償刀片磨損或重磨后的尺寸。徑向上不需要調整,主要由精磨過的刀片座和刀片來保證加工精度。鉸刀軸向尺寸的調整也十分簡便,在刀柄的內部、鉸刀的底部有一個軸向調整螺釘,通過一個與調整螺釘相匹配的扳手式標準塊來進行調節,可在調整的同時進行對刀,整個調節過程僅需5 min。
由于氣門座圈與氣門導管孔的連接部分是形狀非常復雜的氣道,因此當采用常規的由后向前冷卻方式時,冷卻液會將加工時產生的切屑沖進氣道,殘留在氣道內的切屑將嚴重影響發動機的質量和性能。對此,采用從刀片的前端沖向刀尖的冷卻液流向設計,從而盡可能地將切屑沖出氣缸蓋,保證氣道的清潔。
6 凸輪軸孔加工
氣缸蓋凸輪軸孔實物如圖4所示,其直徑公差、圓度、粗糙度、同軸度及孔位置等精度要求都很高,且長度較長,加工難度大。如果五個同軸的凸輪軸孔從兩側加工,加工時,機床回轉工作臺需帶工件回轉180°。由于工作臺回轉后存在誤差,無法保證凸輪軸孔的加工精度,因此只能采用如圖5所示長刀桿復合鏜鉸刀,從氣缸蓋一端進刀一次完成五個孔加工。

▲圖4 凸輪軸孔實物▲圖5 長刀桿復合鏜鉸刀
根據凸輪軸孔的精度要求,將凸輪軸孔的加工分粗加工、半精加工和精加工三步來完成。首先,在裝配凸輪軸軸承蓋之前進行粗加工,用球頭銑刀銑出兩組半圓孔,留出單邊0.75 mm的加工余量。然后,在裝配凸輪軸軸承蓋之后采用鑲嵌聚晶金剛石刀片的整體鏜刀,進行凸輪軸孔的半精加工。最后,為保證凸輪軸孔的加工精度,采用專用的整體涂層硬質合金鏜鉸刀進行精加工。根據工件的結構特點,進、排氣凸輪軸孔均采用同一把刀具進行精加工。凸輪軸孔加工如圖6所示。
由于氣缸蓋凸輪軸孔結構的限制,精加工的鏜鉸刀桿長度直徑比大,刀桿剛性降低,因此精加工鏜刀桿采用聚晶金剛石支撐導條的結構。采用這一結構,可以防止加工中刀桿的振動,提高孔的形狀精度和表面質量。通過導條的支撐作用,可以避免刀桿在加工過程中由于切削力的作用而產生的讓刀現象,進而提高加工孔的尺寸精度。通過導條可以在已加工孔中起到導向作用,保證凸輪軸孔的同軸度要求。由上述分析可以看出,支撐導條結構對保證凸輪軸孔的加工質量起到了重要作用。
7 結束語
發動機氣缸蓋的機械加工關鍵工藝技術和整體工藝水平正在隨著高技術含量內燃機的發展而日趨提高、完善,國外工藝水平已與產品開發水平同步,國內工藝水平隨著與國際接軌和科技發展,將由落后變為逐步接近產品開發水平。工藝的設計編制受到諸多因素影響,如產品精度高低、產品工藝性能、生產綱領、投資規模、企業現狀等。因此,不僅需要對某一關鍵部位或某一關鍵工序進行認真分析論證、合理配置,得到合理、最佳的工藝方案,而且需要合理地布局生產工藝流程,提高零件生產率和產品質量,有效促進企業核心競爭力的提升。筆者對發動機氣缸蓋的加工工藝進行了研究,為相關設備的加工提供參考。
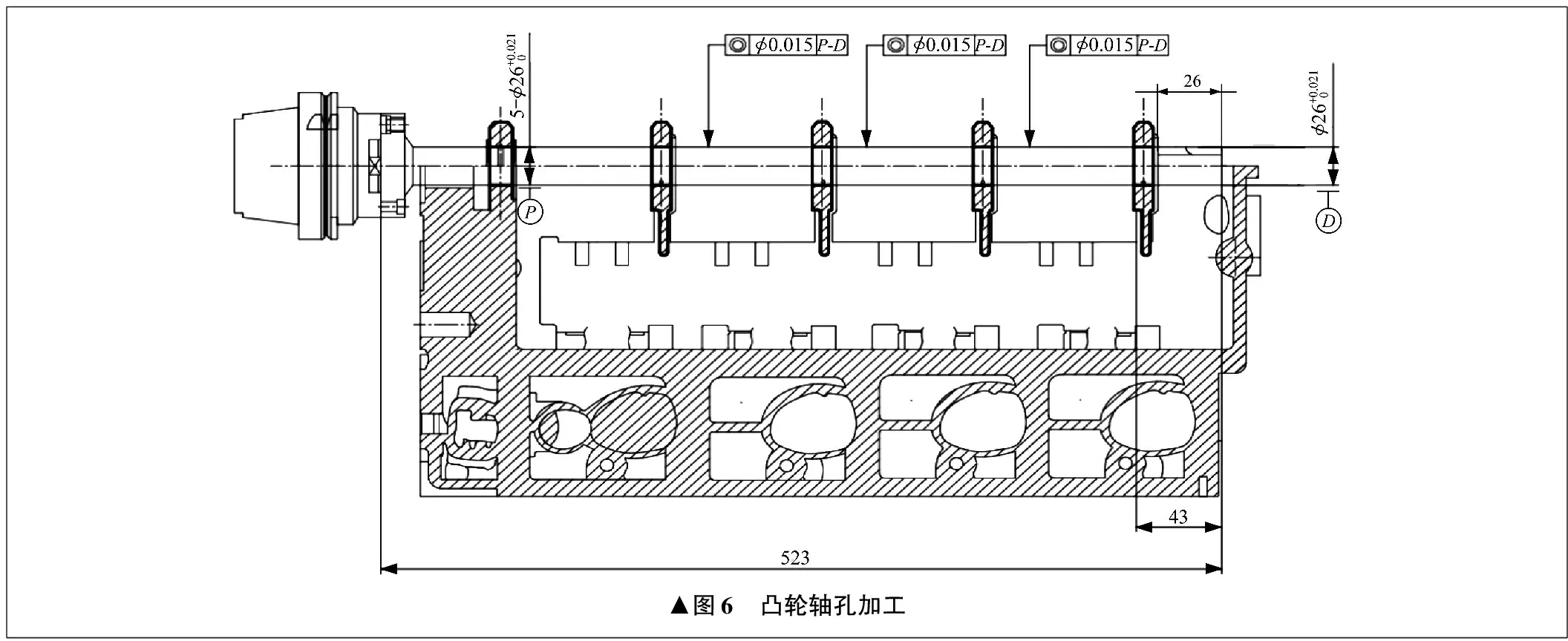
▲圖6 凸輪軸孔加工
