晶須增強Ag-18Cu復合釬料釬焊氧化鋯增韌氧化鋁陶瓷接頭組織試驗研究*
2020-03-24 03:28:06□呂謙
機械制造 2020年3期
□ 呂 謙
西北工業大學 機電學院 西安 710072
1 研究背景
氧化鋯增韌氧化鋁(ZTA)陶瓷具有高熔點、高硬度、高韌性、耐腐蝕、韌性好等特點,成為高溫結構陶瓷中應用潛力較大的材料之一[1]。在實際應用中,由于陶瓷材料加工性差,需要將簡單構件進行連接才能制備出滿足要求的復雜構件,因此能否制備優良焊接接頭成為ZTA陶瓷進一步應用的關鍵問題之一[2]。
ZTA陶瓷中主要存在氧化鋁和氧化鋯兩相,對于氧化鋁陶瓷及氧化鋯陶瓷的連接,國內外學者進行了多年研究,連接技術已經比較成熟。實現氧化物類陶瓷連接的方法有粘接連接、固相擴散連接、超聲連接釬焊等,其中釬焊是最常用的方法之一。采用金屬釬料釬焊陶瓷,易出現以下幾個問題:① 接頭易生成連續的脆性金屬間化合物,會降低接頭的連接質量[3];② 接頭在高溫下容易發生軟化,而且由于接頭含有活性金屬元素,高溫下易發生氧化[4-5];③ 陶瓷與金屬的線膨脹系數相差較大,接頭處會產生較大的殘余應力,降低接頭的機械性能[6]。
針對陶瓷釬焊接頭中的連續脆性反應層,常采用優化釬焊工藝的手段進行控制。針對釬料中活性金屬元素氧化問題,一般通過提高釬焊環境真空度或采用空氣釬焊法進行解決。在采用空氣釬焊法時,不需要擔心所采用釬料的組成元素在高溫下發生氧化,相反某些元素的氧化過程還會更加有利于釬焊接頭的形成[7]。陶瓷空氣釬焊接頭的耐高溫能力一般要明顯優于常規真空釬焊接頭。針對陶瓷釬焊接頭的殘余應力,現多采用在釬料內添加增強相來調節釬縫線膨脹系數進行緩解[8]。
2 試驗材料與設備
試驗材料選用含氧化鋯質量分數為20%的ZTA陶瓷、Ag-18Cu粉末釬料和硼酸鋁晶須。ZTA陶瓷克服了氧化鋁陶瓷本身脆性大的缺點,因氧化鋯的加入而顯著改善韌性。ZTA陶瓷母材的掃描電鏡照片如圖1所示,其中,黑色基底為氧化鋁,呈彌散分布白色點狀物為氧化鋯。試驗采用內圓切割機、600目和1000目金剛石砂輪盤、超聲清洗器、箱式馬弗爐、帶能譜儀掃描電鏡、電子萬能試驗機等設備。
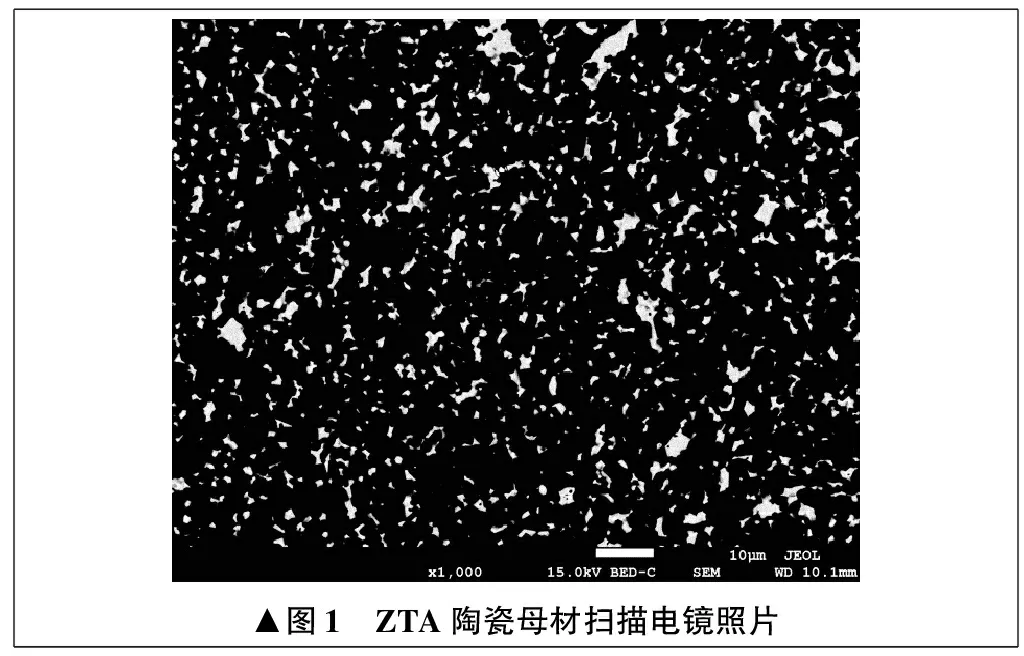
▲圖1 ZTA陶瓷母材掃描電鏡照片
3 試驗方法
采用晶須增強的Ag-18Cu復合釬料空氣釬焊ZTA陶瓷,通過對比分析復合釬料成分及釬焊工藝參數對接頭微觀組織與力學性能的影響規律,優化復合釬料及接頭連接工藝。
為了更好地篩選出合理的晶須量,縮小試驗范圍,提高試驗效率,需要提前進行潤濕試驗。將ZTA陶瓷片表面打磨,并經過超聲清洗,然后將含有質量分數為0、5%、10%、15%晶須的Ag-18Cu粉末釬料放置在ZTA陶瓷片表面中心,連同ZTA陶瓷片一起放入箱式馬弗爐。設定溫度為1 050 ℃,持續 10 min,待加熱完成并冷卻至室溫后取出,觀察釬料鋪展及潤濕情況。
進行釬焊接頭試驗時,待爐溫冷卻至室溫,將試驗件取出,用掃描電鏡及其附帶的能譜儀對釬焊接頭界面、斷口組織形貌、釬焊接頭組成元素等進行分析。試驗中,改變兩個主要釬焊工藝參數,即釬焊溫度和保溫時間,采用微機控制的電子萬能試驗機及專用夾具對釬焊好的試驗件進行抗剪強度測試。通過所得測試數據,總結工藝參數和釬焊接頭抗剪強度變化的關系。
4 晶須含量對釬料潤濕和鋪展性能的影響
釬料中晶須的加入有利于減小釬料線膨脹系數,同時,由于作為各向異性材料的晶須自身性能優異,加入晶須可以提高釬焊接頭的強度[9]。但另一方面,加入晶須這種難容相會降低液態釬料的流動性,不利于液態釬料在陶瓷表面的潤濕鋪展和形成致密接頭。因此,研究復合釬料中晶須含量對釬料在ZTA陶瓷表面潤濕鋪展性能的影響,實現復合釬料成分初步優化,是獲得優質ZTA陶瓷釬焊接頭的前提。通過潤濕試驗,可以對晶須加入量進行篩選和優化。
不同晶須含量Ag-18Cu釬料潤濕和鋪展情況照片如圖2所示。
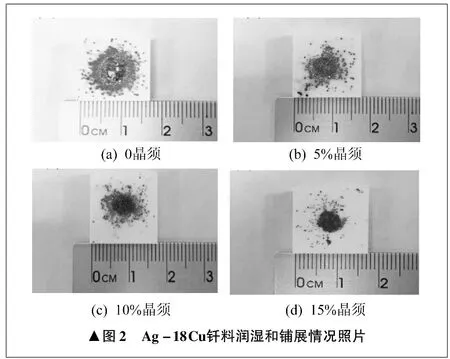
▲圖2 Ag-18Cu釬料潤濕和鋪展情況照片
由圖2可知,隨著晶須的增加,釬料潤濕狀況逐漸變差。當晶須質量分數為5%時,Ag-18Cu復合釬料熔化后在陶瓷表面能夠潤濕,且鋪展狀態相對良好。當晶須質量分數為10%時,Ag-18Cu復合釬料熔化狀態一般,鋪展不良。當晶須質量分數為15%時,Ag-18Cu復合釬料熔化狀況較差,基本無鋪展。由試驗及分析可以篩選得到晶須質量分數為5%時,Ag-18Cu復合釬料潤濕和鋪展性能最好[10]。
5 釬焊接頭分析
5.1 釬焊溫度對接頭組織形貌的影響
為了確定釬焊溫度對接頭組織的影響,在保溫時間為5 min、晶須質量分數為5%的前提下,改變釬焊溫度,研究釬焊溫度對接頭組織的影響。不同釬焊溫度、保溫時間為5 min時的釬焊接頭組織形貌照片如圖3所示。
由圖3可以看出,三種釬焊溫度下釬焊接頭組織中均或多或少有反應殘余的晶須,即黑色細長條狀物。當釬焊溫度為1 025 ℃時,母材與釬料界面平整,無明顯的釬料與母材反應產物。黑色半連續不規則相是晶須反應殘留,它的存在使釬料中的氧化銅相變得不連續,反應后殘留的相對完整的晶須穿插在基底內部。當釬焊溫度提高到1 050 ℃后,母材與釬料界面明顯變得曲折,釬縫中有大量晶須殘留,且晶須及晶須反應過后的不規則深色相使原本較為連續的氧化銅相變得不連續,同時,周邊存在銀相,原因可能為氧化銅容易向晶須位置偏聚,使原本的連續性被打破。當釬焊溫度達到1 075 ℃后,母材界面呈樹枝狀伸入釬料層中。由于此時溫度較高,僅剩個別體積較大、長度較長的晶須可見,其余均反應生成深色不規則相[11]。
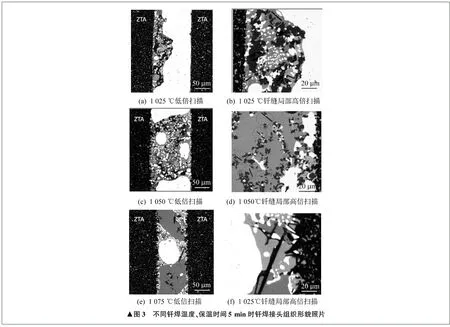
▲圖3 不同釬焊溫度、保溫時間5min時釬焊接頭組織形貌照片
綜上所述,釬焊溫度為1 050 ℃時,母材與Ag-18Cu釬料的連接狀態及晶須的存在數量最令人滿意,因此,1 050 ℃為最佳釬焊溫度。
5.2 保溫時間對接頭組織形貌的影響
將釬焊溫度控制在1 050 ℃,改變保溫時間,研究保溫時間對接頭組織形貌的影響。釬焊溫度為1 050 ℃,不同保溫時間時的釬焊接頭組織形貌照片如圖4所示。
由圖4可以看出,保溫時間的延長對釬焊接頭組織的影響規律與焊接溫度升高相似,只是程度稍弱。保溫時間為2 min時,釬料與母材交界處相對平整,存在比較完整的黑色細長條狀晶須,與晶須相連的深色不規則相是晶須反應物,彌散分布在氧化銅基體上,周邊伴有小塊狀白色銀相。當保溫時間為5 min時,母材與釬料交界處變得崎嶇,團絮狀深色不規則相彌散分布在釬縫中,銀基體和氧化銅基體被割裂成面積更小的區域,晶須的反應殘留使反應物層連續性變差,高倍鏡視野內可以觀察到幾條長度較短、寬度較窄的棒狀晶須。保溫時間延長到10 min后,晶須易與氧化銅發生反應,保溫時間過長不利于晶須保留,視野內基本不見完整晶須。在釬料與母材交界處,母材伸入釬料中。同時可見深色大面積不規則形狀的晶須反應物,說明釬焊溫度為1 050 ℃、保溫時間為10 min時,晶須很難留存,基本全部反應殆盡。
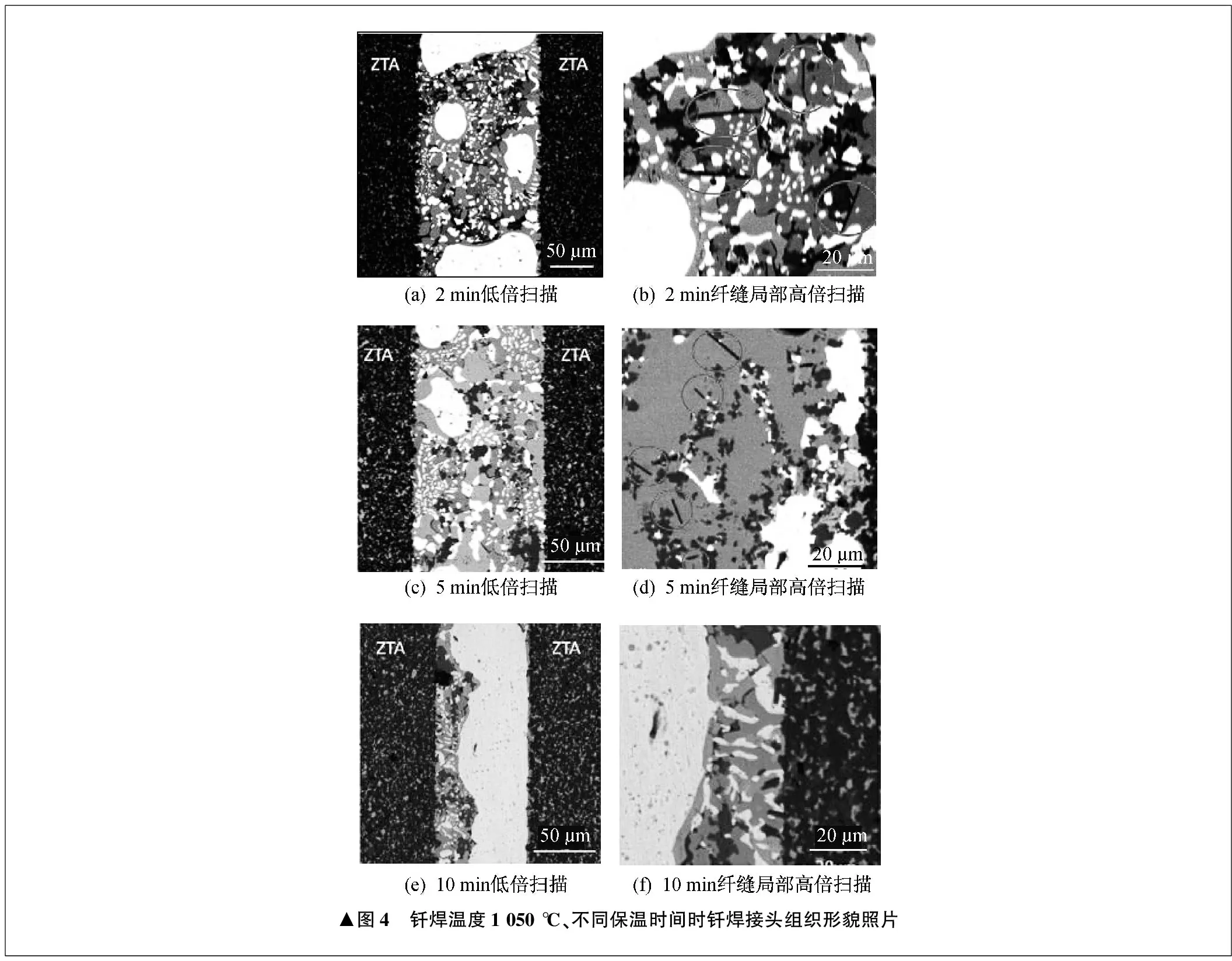
▲圖4 釬焊溫度1050℃、不同保溫時間時釬焊接頭組織形貌照片
綜上所述,釬焊溫度設定為1 050 ℃,保溫時間為5 min時,晶須殘留及與母材發生反應的晶須量均相對適中,因此5 min為最佳保溫時間。
5.3 工藝參數對接頭力學性能的影響
Ag-18Cu釬料中加入晶須后,不同工藝參數下釬焊接頭的剪切強度如圖5所示。
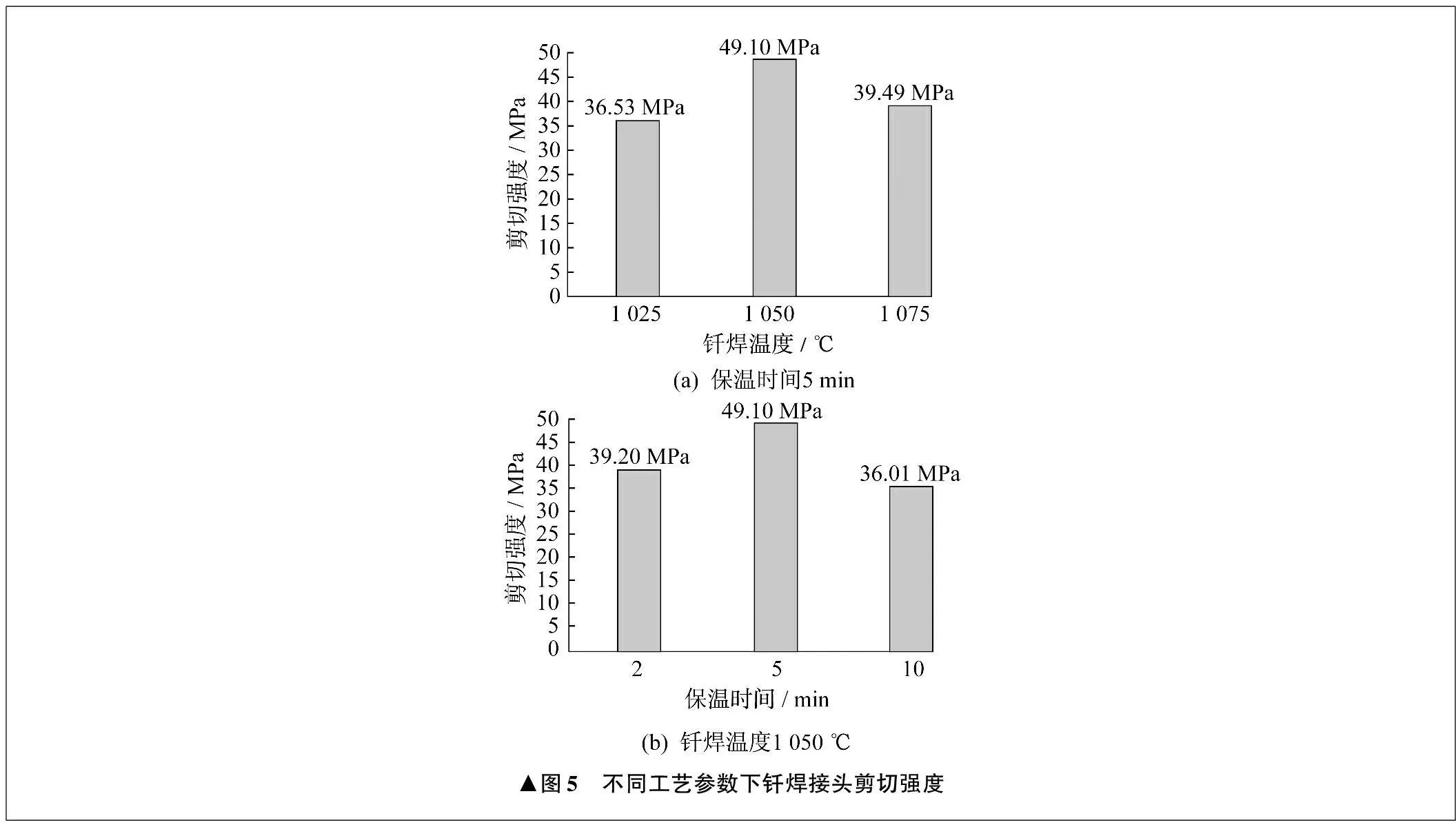
▲圖5 不同工藝參數下釬焊接頭剪切強度
由圖5可以看出,當釬焊溫度為1 050 ℃、保溫時間為5 min時,Ag-18Cu釬料中晶須質量分數為5%得到的試驗件剪切強度最高,說明釬焊溫度1 050 ℃、保溫時間5 min是最優工藝參數組合。釬焊溫度為1 050 ℃、保溫時間為5 min時的釬焊接頭斷口組織形貌照片如圖6所示。
由圖6可以看出,釬焊試驗件釬縫中存在數目可觀的晶須,能夠以較為完整的形態對釬焊接頭進行增強,使接頭熱膨脹系數減小,進而緩解殘余應力。即使釬縫在接頭殘余應力作用下在脆性層中產生裂紋,或接頭在受載過程中在釬縫中產生裂紋,也會由于晶須的牽拉作用而延緩或阻止進一步擴展。晶須反應物使原本連續的相變為間斷,基于裂紋在非連續相上擴散困難的原理,同樣會阻止裂紋擴展,從而使釬焊接頭剪切強度大幅提高。其它工藝參數組合中,釬焊溫度為1 025 ℃、保溫時間為5 min時,晶須反應物少,反應物層連續,裂紋組合擴展迅速,釬焊接頭強度不佳。保溫時間為10 min時,較為完整的晶須殘留極少,缺少了晶須本身對接頭的增強作用,剪切強度也較低[12]。
釬焊接頭斷口背散射掃描照片中,白色顆粒狀相為銀,在接頭中斷續分布。灰色不規則相為氧化銅,其分布被黑色相間隔為非連續形態。黑色團絮狀相為晶須與釬料反應物,氧化銅的分布有向其偏聚的趨勢,兩者的合相周邊常常伴有點狀銅相存在[13]。觀察二次掃描照片,斷口中有彌散的銀,說明斷裂位置很有可能在釬縫內部。
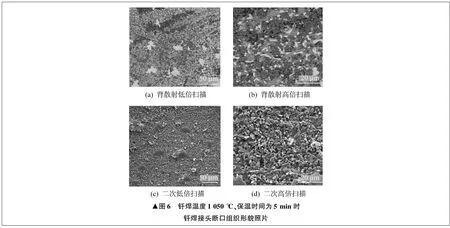
▲圖6 釬焊溫度1050℃、保溫時間為5min時釬焊接頭斷口組織形貌照片
6 結束語
在Ag-18Cu釬料中加入較大量晶須,會使Ag-18Cu釬料流動性變差,黏度增大,導致Ag-18Cu釬料潤濕和鋪展狀況不良,并且隨晶須加入量的增大有逐漸變差的趨勢,這不利于形成優良的釬焊接頭。由此可見,即使晶須有增強效果,但也不能過量添加,通過潤濕試驗篩選出合理的晶須含量為5%。
加入晶須后,釬焊溫度為1 075 ℃、保溫時間為5 min,或釬焊溫度為1 050 ℃、保溫時間為10 min時,釬縫中形態較為完整的晶須所剩無幾,通過反應消耗完畢。通過觀察掃描照片確認,氧化銅向黑色細長條狀晶須分布的位置聚集,周邊分布點狀銀相。晶須與氧化銅反應產物彌散分布,使氧化銅相原本連續分布的形態被打亂,變為間斷。
對比未添加晶須的相同工藝參數試驗件,加入晶須的試驗件剪切強度均有不同幅度提高。釬焊溫度為1 050 ℃、保溫時間為5 min時,試驗件的剪切強度最優,達到49.10 MPa。
