船舶管子加工智能車間研究與應用
2020-03-24 05:57:56周同明陳好楠
造船技術 2020年1期
饒 靖, 于 航, 周同明, 陳好楠
(上海船舶工藝研究所, 上海 200032)
0 引 言
在船舶及海工裝備建造中,車間內管子加工是整個建造工程中的一個重要環節,工作量約占全船管子加工及安裝工作量的30%,其制作進度和質量直接影響船舶建造過程中各大節點的順利推進[1]。
管子加工車間是提供船舶與海工裝備所需管子的生產加工車間,其基本任務是按照設計和工藝要求,在車間內將原料管通過特定工序進行加工,高效、及時地制作完成高質量的管段[2]。
近年來,部分船舶制造企業管子加工車間在應用成組技術的基礎上引進了先進的彎管機、自動焊接機等設備,在一定程度上提高了車間的生產效率。但是,我國大部分船舶制造企業的管子加工車間仍處于傳統生產制造模式,沒有應用管子無余量下料和“先焊后彎”加工工藝,精益化水平較低,產品與國際上造船強國的先進制造技術相比有較大差距。目前國內船廠對于產品質量的提升需求越來越迫切,因此建立面向智能制造的船舶與海工行業管子加工車間的研究愈發重要[3]。
1 管子加工智能車間概述
管子加工智能車間是指:在數字化車間的基礎上,利用物聯網技術、設備監控技術等加強信息和數據的通信,提升生產過程的可控性;即時、準確地采集生產線以及設備數據,運用物理系統數字孿生及大數據分析技術,合理編排生產計劃與控制生產進度;研究應用智能識別、先焊后彎、焊接同步等技術,研制管子加工智能生產線、附件集配系統等先進裝備,減少生產線上的人工干預、實現智能車間的自感知、自決策、自執行,最終達到最優生產、最佳效益、動態平衡的目標[4]。
1.1 管子加工智能車間總體架構
管子加工智能車間總體架構可分為基礎設施層、設備層、控制層、執行層、決策層共5個層面,如圖1所示,各層相關描述如下。
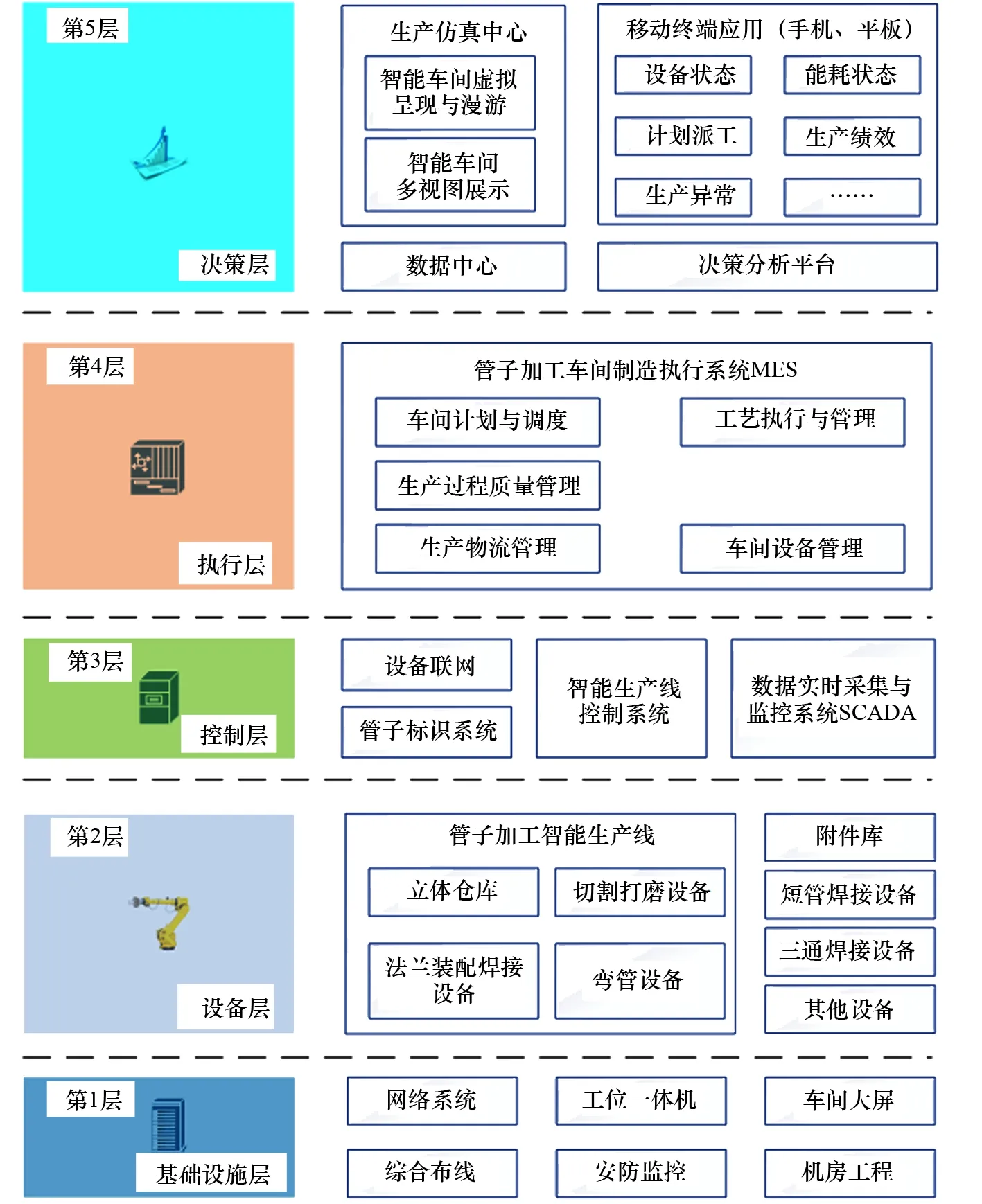
圖1 管子加工智能車間總體架構圖
(1) 基礎設施層。管子加工智能車間的基礎設施層由網絡系統、工位一體機、車間大屏、安防監控、綜合布線等組成,保證車間各項數據能夠穩定、安全地進行傳輸。
(2) 設備層。管子加工智能車間的設備層包括由立體倉庫、切割打磨設備、法蘭裝配焊接設備、彎管設備等組成的管子智能加工生產線,以及附件庫、短管焊接設備、三通焊接設備等。車間加工設備應實現加工數據、工藝信息的網絡化傳遞、數字化控制和智能化加工。
(3) 控制層。管子加工智能車間的控制層包括設備聯網、管子智能加工生產線管控系統、數據實時采集與監控系統(Supervisory Control and Data Acquisition, SCADA)等。通過設置統一的SCADA,實現設備實時監控,加工和檢測數據實時采集,達到數據實時感知、分析和處理的動態管理等目的。管子在加工過程中采用統一編碼標識,便于對其加工全過程進行跟蹤和追溯。
(4) 執行層。執行層是管子加工智能車間總體架構的核心層,主要包括車間生產計劃執行、工藝執行與管理、生產過程質量管理、生產物流管理、車間設備管理等功能模塊。通過制造執行系統(MES),從上層系統接收管子加工的生產任務,經過分解處理后向下層系統發出生產指令及工藝技術文件,實現管子加工車間生產計劃、工藝文件、設備等制造資源的智能化管理。
(5) 決策層。決策層包括數據中心、決策分析平臺、生產仿真中心、移動終端應用等模塊。數據中心主要應用大數據分析技術進行數據挖掘、預測性分析以及具備數據倉儲的功能;決策分析平臺利用數據中心分析預測的結論形成可視化的“領導駕駛艙”;生產仿真中心基于三維虛擬車間建模與仿真,利用數據中心的數據實現智能車間虛擬呈現與漫游以及智能車間多視圖展示;移動終端應用可將設備狀態、能耗狀態、計劃派工、生產績效、生產異常等信息顯示在手機或者平臺上,與決策分析平臺同步,并給出決策指令,實現管子加工車間的自決策。
1.2 管子加工智能車間數據流通機制
管子加工智能車間以網絡傳輸加工數據驅動生產設備為基礎,管件采用條形碼、二維碼、RFID或法蘭打碼等標識技術記錄并傳遞信息。
管子加工智能車間數據流通機制如圖2所示。從企業資源管理(ERP)、設計部門、質量部門接收管子加工的生產計劃、設計數據、工藝信息和質量要求及標準,經過執行層分解處理后,向控制層及設備層發出生產指令及工藝技術文件;與此同時,從控制層接收生產現場的實時生產進度、物料、質量和設備信息等數據,對實時數據進行及時加工和處理,并向上層系統反饋生產計劃的執行結果,實現計劃、物料、質量、工藝技術文件和制造資源的數字化有效管理和制造過程監控[5]。
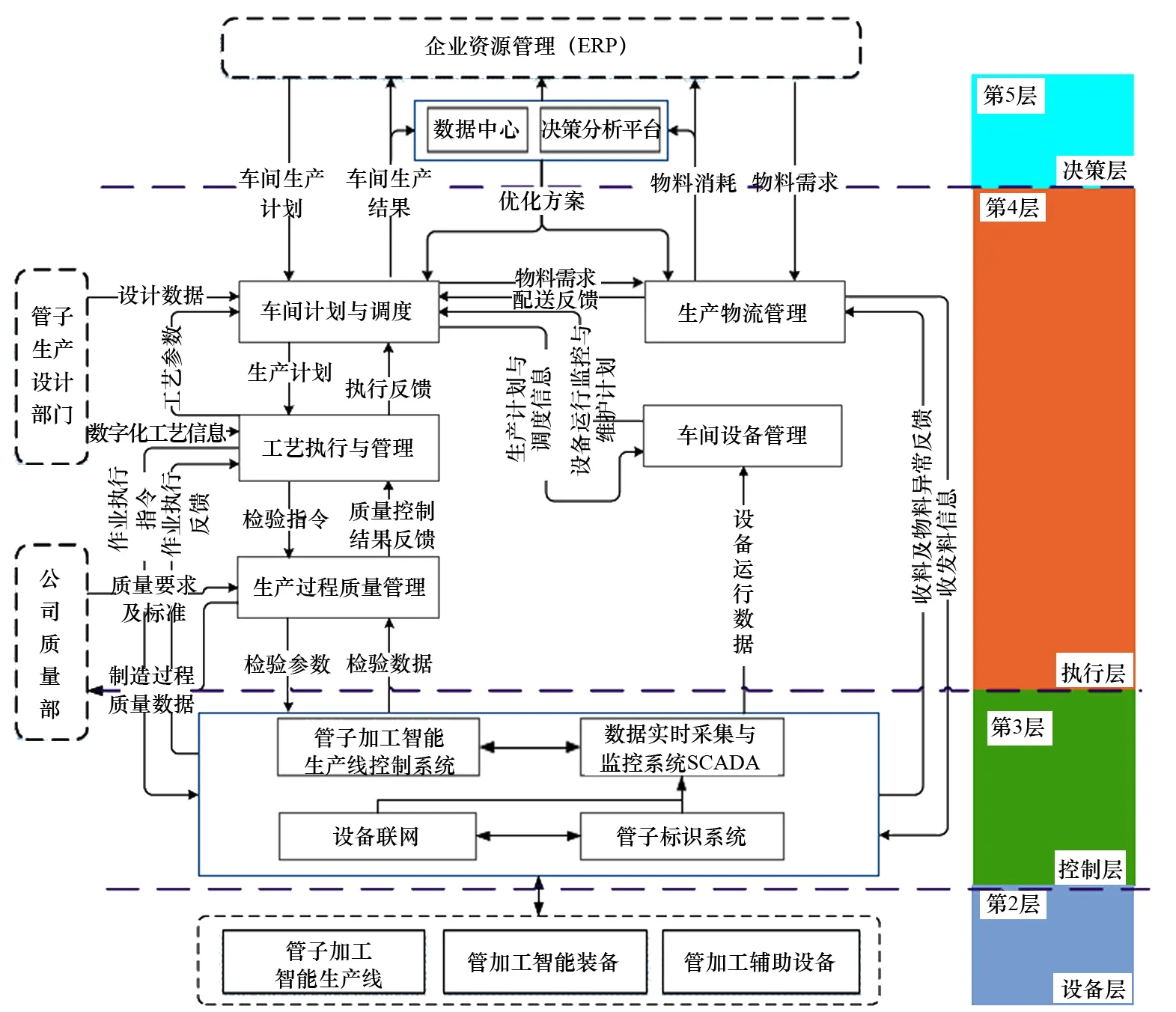
圖2 車間管理數據流通機制
2 管子加工智能車間總體布局設計
2.1 管子加工智能車間總體布局技術
2.1.1 中間產品分類成組
船舶管系數量多、規格復雜、工藝多樣。常用管子按材料可分為碳鋼管、不銹鋼管、有色金屬管和非金屬管;按直徑大體可分為3種,即小徑管、中徑管、大徑管;按加工特征可分為直管、彎管、帶支管管等;按表面處理可分為鍍鋅處理、酸洗處理、磷化處理等;按內外表面涂裝可分為涂漆、內涂塑等;根據試驗要求可分為拍片、密封性等。
在實際加工過程中,碳鋼管、不銹鋼管、有色金屬管、非金屬管分區加工,碳鋼管加工區域按照小、中、大徑管分區加工。為提高管子加工效率,管子應參照設計加工特征和相似性原理劃分,把具有相同工藝過程的相似管件歸為一個管件族,從而提高設備的利用率。碳鋼管管件族分類如表1所示。
2.1.2 中間產品工藝流程重組
傳統管子加工采用先彎后焊工藝,使用單機的、信息和控制均處于孤島型運行狀態的設備,不能形成生產線。管子加工智能車間中徑管加工采用先焊后彎工藝,應用管子無余量下料、管子測量技術、自動化焊接和數控彎管技術,最大限度地實現管子先焊后彎加工流程,提高管子加工效率和質量。
先焊后彎的工藝流程是指管子在彎曲加工前,先將管子附件(如法蘭)裝焊在直段管子上,然后再進行彎曲[6]。小徑管和中徑管加工工藝路線如圖3所示,大徑管加工工藝路線如圖4所示。

表1 碳鋼管管件族分類
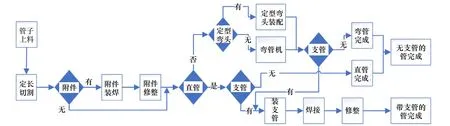
圖3 小徑管和中徑管加工工藝路線(“先焊后彎”工藝路線)
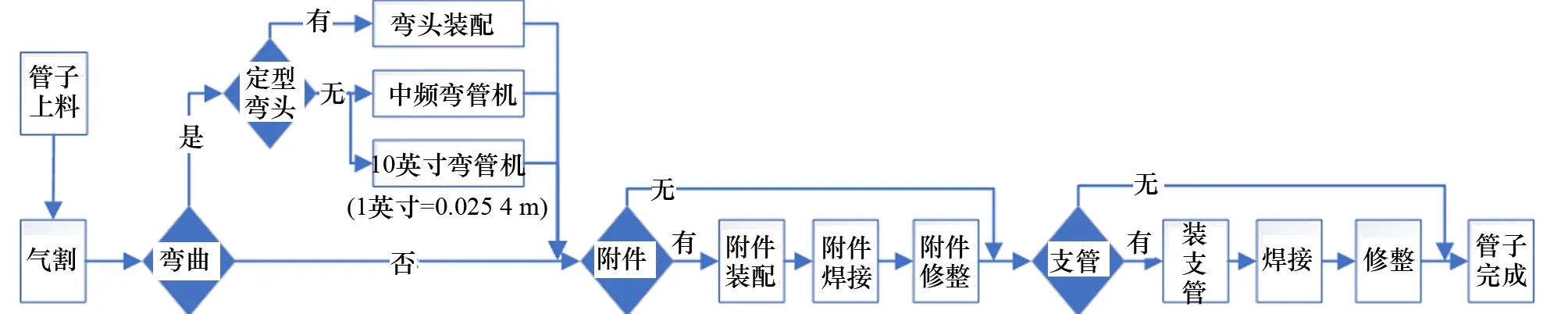
圖4 大徑管加工工藝路線(“先彎后焊”工藝路線)
2.2 管子加工智能車間總體布局方案
2.2.1 車間總體布局方案
車間生產布局的合理規劃已經成為制造企業生產過程中不可或缺的重要環節,直接影響整個車間的總體性能和運行效率。采用科學、合理的車間布局可大幅提升車間的資源投放效率,減少物料的無效搬運,提高物料的加工與運輸效率[4]。
在管子加工智能車間中,碳鋼管、不銹鋼管、有色金屬管的加工場地在物理上應完全隔離開來。以某船廠碳鋼管加工車間為例,簡述管子加工智能車間的布局設計,如圖5所示。

圖5 管子加工智能車間總體布局示例
管子加工智能車間大體分為5個區域:位于車間前道的原料管堆場,沿車間橫向分別為小徑管智能加工區、中徑管智能加工區、大徑管智能加工區,后道為分揀與試壓區。另一獨立車間為管子表面處理區。車間布局體現了分類成組原理,實現按管子口徑空間上分道進行生產。其中,中徑管智能加工區可采用管子加工智能生產線作業形式,小、大徑管采用離散作業方式生產。
2.2.2 中徑管智能加工區
中徑管智能加工區采用管子加工智能生產線,該生產線由立體倉庫工位、切割工位、裝配焊接工位、彎管工位以及人工操作工位組成,如圖6所示。其具有自動下料,定長切割,自動切割馬鞍口和相貫線,自動坡口處理,直管與法蘭自動裝配焊接,自動彎管,短管法蘭自動裝配焊接,直管與彎頭、三通自動焊接等功能。
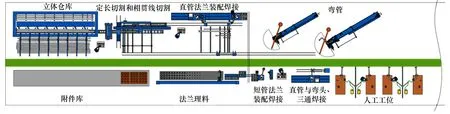
圖6 管子加工智能生產線示例
2.2.3 小、大徑管智能加工區
小、大徑管采用離散作業方式生產,配置切割機、焊接機、大管徑組對機等單機設備,采用傳感器將單機設備連接起來,實現設備與工件的互聯,實時感知管件的加工狀態及位置信息。
3 管子智能加工生產線
3.1 管子智能加工生產線工位
3.1.1 原料管及附件庫工位
原料管及附件庫工位分為原料管立體倉庫和附件庫兩部分內容。
在立體倉庫工位中,管子按規格自動上料,根據生產計劃實現管子自動取料,高8 m的立體庫可存儲300根原料管,可同時存放6 m及12 m長的原料管,如圖7所示。

圖7 立體倉庫工位示例
附件庫工位根據法蘭直徑、厚度分類放置在分揀區,可采用視覺識別系統進行自動分揀,如圖8所示。碼垛機器人將法蘭放在托盤上,沿軌道可運送到直管法蘭裝配焊接工位、短管法蘭裝配焊接工位。

圖8 附件庫及法蘭理料工位示例
3.1.2 切割打磨工位
切割打磨工位具有自動套料、定長切割、自動開坡口功能,實現余料及廢料分理,實現馬鞍口及相貫線的切割,實現兩端坡口處理,如圖9所示。
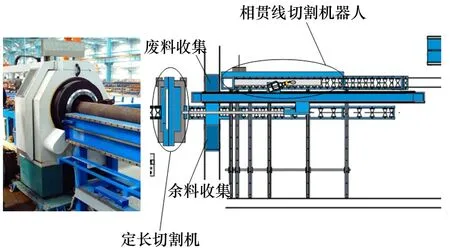
圖9 切割打磨工位示例
3.1.3 附件裝配焊接工位
附件裝配焊接工位包括直管法蘭裝配焊接工位、短管法蘭裝配焊接工位以及直管與彎頭、三通焊接工位共3部分。
直管法蘭裝配焊接工位具有視覺識別系統,可識別法蘭和管子的位置(包括尺寸、中心點、螺栓孔、馬鞍口位置等),可自動完成不同規格法蘭(或套管)的抓取、定位、點焊以及焊接操作,并實現內外圈同時焊接,時間約為6 min/根,如圖10所示。
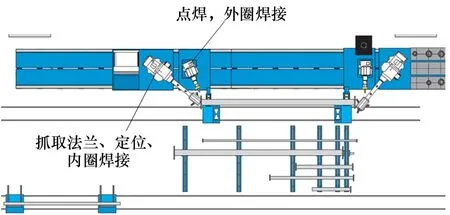
圖10 直管法蘭裝配焊接工位示例
短管法蘭裝配焊接工位可實現長100~600 mm的直管與法蘭自動裝配與焊接,操作步驟如下:
(1) 大機器人抓取管子并固定到卡盤結構上;
(2) 大機器人抓取所需法蘭套入管子,采用小機器人點焊;
(3) 大機器人和小機器人同時焊接法蘭內外圈;
(4) 如需焊接另一端法蘭,則由大機器人將點焊完成的管子取下,調轉方向再固定到卡盤結構上,重復(2)~(4)步驟,如圖11所示。
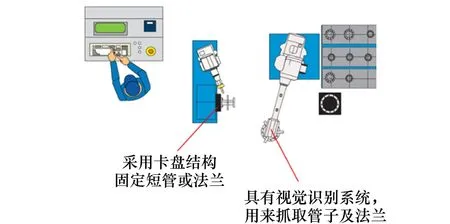
圖11 短管法蘭裝配焊接工位示例
直管與彎頭、三通焊接工位可實現直管與彎頭或三通的焊接。該工位對于管長沒有特殊要求,其操作步驟分為兩種情況:
(1) 如果采用外部采購的彎頭或三通,其加工表面超差,不適合機器人裝配,需首先在人工工位進行人工裝配,然后再由該工位的機器人進行焊接。
(2) 如果彎頭或三通的表面不超差,則在該工位增加一臺小機器人,即能實現直管與彎頭、三通的機器人自動裝配焊接,如圖12所示。
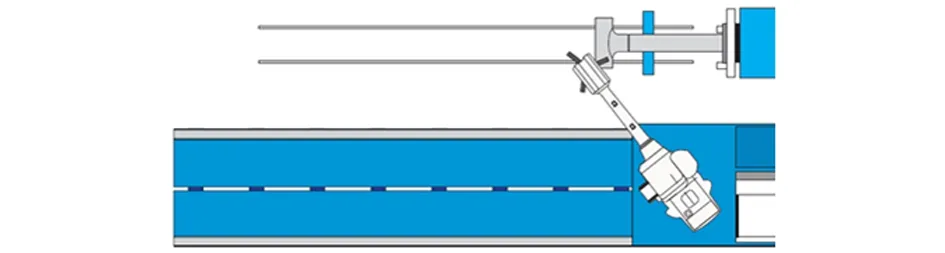
圖12 直管與彎頭、三通焊接工位示例
3.1.4 彎管工位
在彎管工位中采用智能彎管機,其具備多管徑彎管、自動在線測量、無料報警等功能,通過自動上下料、數據庫提前設置補償量、系統通過讀取模型信息,智能切換彎模,達到柔性生產的目的,如圖13所示。
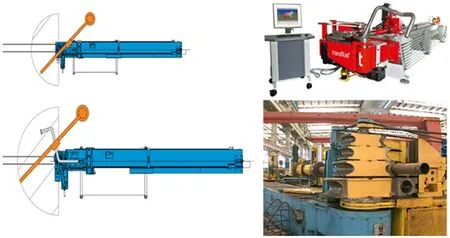
圖13 彎管工位示例
3.2 管子智能加工生產線管控系統功能
生產線管理控制系統的作用是建立管子車間MES與設備層之間的橋梁,可以對生產、品質、設備的整體狀況進行實時的過程控制。系統框架如圖14所示。
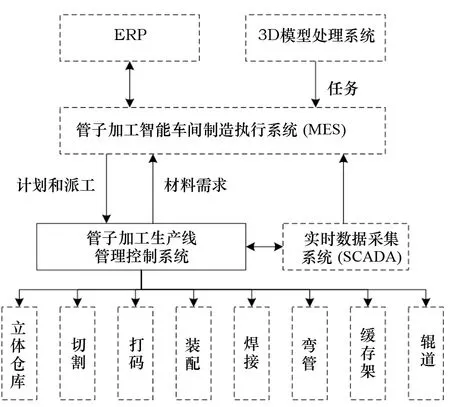
圖14 管子智能加工生產線管控系統框架圖
管控系統能夠實現以下功能:
(1) 分配工作任務;
(2) 監視工作流程;
(3) 監控工件和設備狀態;
(4) 材料可追溯。
4 結 論
對管子加工智能車間的定義、總體架構及數據流通機制進行簡要概述,應用中間產品分類成組、中間產品流程重組技術對管子加工智能車間總體布局進行設計,重點介紹管子智能加工生產線及管控系統,得到結論如下:
(1) 管子加工智能車間具有自感知、自決策、自執行等特點。
(2) 管子加工智能車間總體架構分為基礎設施層、設備層、控制層、執行層、決策層共5個層級。
(3) 建立以網絡傳輸加工數據驅動生產設備為基礎的管子車間的數據流通機制。
(4) 提出滿足中間產品分類成組、工藝流程重組的管子加工智能車間總體布局方案。
(5) 管子加工智能生產線具有自動下料,定長切割,自動切割馬鞍口和相貫線,自動坡口處理,直管與法蘭自動裝配焊接,自動彎管,短管與法蘭自動裝配焊接,直管與彎頭、三通自動焊接等功能。可有效提高中徑管的加工效率和質量,降低人員及材料的成本。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
表面工程與再制造(2019年6期)2019-08-24 06:40:04
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00