PCS7 系統升級攻關實現二棒控制系統完善優化
2020-03-19 06:12:54尹少華林泓健
中國金屬通報 2020年24期
尹少華,林泓健
(廣東陽春新鋼鐵有限責任公司,廣東 陽春 529600)
1 實施前狀況
新鋼鐵二棒生產線2011 年3 月投產,控制系統運行也有近10 年時間,由于生產節奏的加快以及工控機等設備長時間運行,WINCC 系統運行越來越緩慢,反應速度下降,死機頻率明顯增加,現場操作工強烈建議更換新工控機,由于現工控機硬件升級很快,市場上工控機系統已不支持10 年前主流的winxp 系統,現主流工控系統為WIN7 系統,查詢資料與之相匹配的西門子控制與組態軟件系統應用軟件必須相應需要與之升級[1]。
PCS7 是西門子的DCS 系統,基于過程自動化,從傳感器、執行器到控制器,再到上位機,自下而上形成完整的TIA(全集成自動化)架構。主要包括Step7、CFC、SFC、Simatic Net 和WinCC 以及PDM 等軟件,組態對象選用S7-400 高端CPU,一般應用于鋼鐵和石化等行業。
PCS7 并不等同于Step7+WinCC,PCS7 中的OS 中的很多模板和畫面都是在Step7 中用CFC 和SFC 自動生成的,變量記錄和報警記錄也都是由Step7 中編譯傳送到WinCC 中去的,并不需要象使用普通WinCC 那樣手動組態畫面、變量記錄和報警記錄。
2 實施難點及風險
2.1 難點
(1)PCS7 軟件的升級是一個系統工程;PCS7 軟件需要計算機硬件支持。因此要首先要考慮計算機的升級。其次才是考慮PCS7 程序的升級。這其中還要看源程序是否是標準做法。因為win xp 系統所支持的服務,在WIN7 中未必支持,往往會出現系統的問題。控制要配合工藝,控制系統要針對工藝系統進行完整意義上的優化整合。
(2)一些核心源程序來自西門子封裝程序塊PCS7 升級過程中能否成功,項目實施難度、風險很大,此次調整無經驗可循只能摸著石頭過河。
(3)實際生產中不可控的因素較多,連鎖點及控制邏輯較多及繁瑣,且試驗測試時間很短,考慮要縝密,不容出錯,若考慮的不周全,可能導致生產出現異常。
2.2 風險
(1)此次改進對自動化、高級語言編程以及計算機水平要求較高,并且涉及到軋線與飛剪、冷床PLC 三套控制系統,實際轉換過程中不可控的因素太多,連鎖點及控制邏輯較多及繁瑣,若考慮的不周全,可能導致PLC 控制程序不穩定無法生產,造成重大事故。
(2)升級需要研究時間長,需要關注環節多,但升級過程中能出現哪些問題誰都不能估計,需要反復甚至返工情況多。
3 攻關改進措施
3.1 針對PCS7 升級過程中暴露出問題進行逐一攻關
(1)組織人員試驗安裝win7 系統以及相對應西門子控制軟件和組態軟件;保證軋線、飛剪、冷床三個PLC 控制系統相互通訊問題[2,3]。
(2)重點解決PCS7 控制系統升級后,wincc 畫面控件使用腳本編制(例如軋制程序表)操作界面控件能否正常使用問題。
(3)重點解決二棒軋線PCS7 軟件系統升級后,原項目變量、腳本等能正常控制、顯示問題。
3.2 攻關項目共計五項
(1)解決二棒升級后項目不能打開問題;wincc 主畫面標題數不顯示或亂碼問題。
解決思路:重新安裝升級軟件,按照網上PCS7 安裝指導順序安裝,選擇中文語言,重新制作信息樹。
(2)解決二棒wincc 畫面與STEP7 程序同時打開兼容問題。
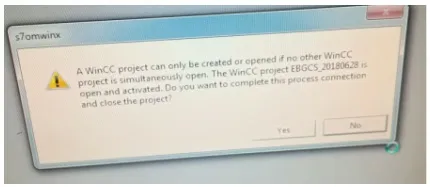
圖2 二棒wincc 畫面與STEP7 程序打開兼容問題
解決思路:重新安裝升級軟件,原選擇升級軟件為PCS78.0,重新選擇安裝測試PCS7 8.1 后正常。
項目移植后PLC 程序的很多功能塊可以打開,但無法編輯,錯誤提示為“超出可以處理的最大行數”。超出最大的行數?
第一步:源文件部分是SCL 文件編寫的FC 或FB 在那個source 目錄下,用SCL 編寫的程序會變成STL,這個時候STL 就會超長。
解決方式:用SCL 重新編譯一下SCL 源文件。
第二部:庫的語言和庫中是否有工程中的功能塊即使有也重新更換掉。
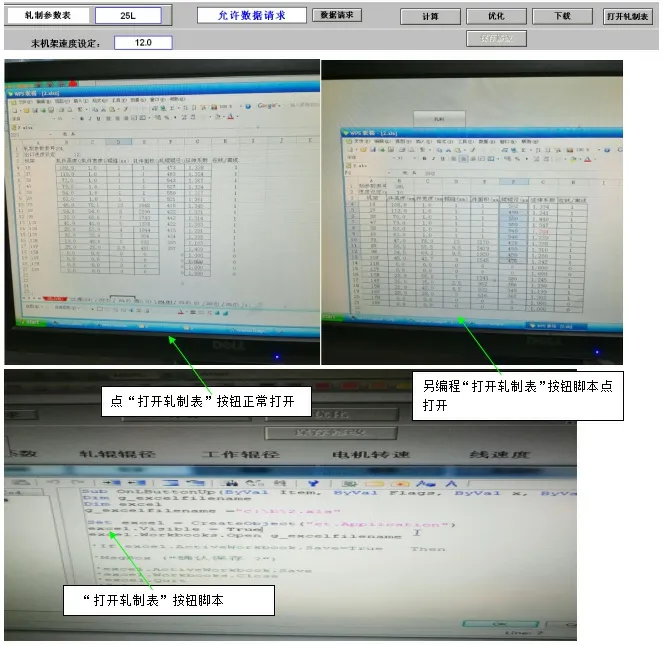
圖3 二棒wincc 軋制程序表不能打開、計算、下載問題

圖4 研讀程序畫面腳本及編寫程序
(3)解決二棒wincc軋制程序表不能打開、計算、下載等問題。解決思路:研讀程序畫面腳本,編寫接口程序,測試腳本。(4)解決二棒軋制程序表下載等操作不能在畫面報警提示問題。
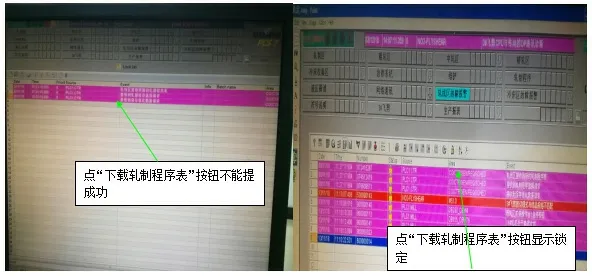
圖5 二棒軋制程序表下載操作
解決思路:研讀報警畫面腳本,編寫接口程序,測試報警變量與CFC 控制程序關系,研究變量鎖定與解鎖。
(5)其他升級前后影響操作使用問題解決。
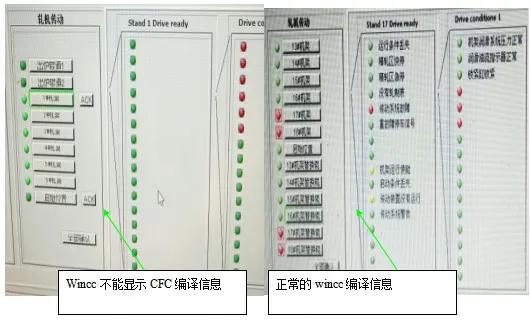
圖6 升級前后程序對比分析

圖7 升級后正常生產截圖照片
4 結語
在新升級平臺順利實現操作各種規格軋制程序表,修改下載各項工藝參數,標志著PCS7 系統升級攻關取得圓滿成功,測試摸索windows 7 安裝系統下搭載PCS7 系統升級后控制系統、組態操作系統、腳本后臺報警系統,利用日常檢修不生產間隙對升級后系統進行上線測試系統各項操作,解決了軋制程序表表格參數與畫面不能打開、計算、下載等5 大項20 幾小項技術難題,減少了生產過程中因工控機故障影響操作或調整,而停軋等待處理故障次數和時間,提升了生產效率。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
人大建設(2019年12期)2019-05-21 02:55:44
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
家庭影院技術(2017年9期)2017-09-26 03:41:45
環球時報(2017-03-30)2017-03-30 06:44:45
