竹漿纖維紗與聚乳酸紗交織物的開發
2020-03-17 08:03:12張五九范永剛趙紀衛胡雨晴
棉紡織技術 2020年3期
張五九 范永剛 趙紀衛 胡雨晴
(際華三五四二紡織有限公司,湖北襄陽,441002)
目前,竹漿纖維、萊賽爾、莫代爾等纖維被廣泛應用在家用紡織品上,而聚乳酸纖維由于存在脆性大、紗線強力遇高溫變低、紡紗和織造中難度較大等問題,在市場上的應用不多。家紡面料中的格子類花紋織物大都以緞紋格、斜紋格為主,織物的形成原理是利用緞紋組織、斜紋組織正反面相互交替織造而成;其他格子類的家紡裝飾織物也大同小異。這種格子類花紋織物反面組織凹下去,正面組織凸出來,導致織物表面的平整性較差,且織物品種比較單一。為迎合現代消費者的環保需求,我們開發了一款竹漿纖維紗與聚乳酸纖維紗交織物,本文將其生產要點總結如下。
1 產品設計思路及織物規格
設計一種新型組合的方格花紋織物,以解決目前市場上方格花紋織物較單調的問題。利用平紋和五枚三飛緞紋兩種組織的特點,使織物表面平整順暢,手感飽滿,解決現有條紋、格子類花紋織物表面正反組織不在同一水平面的問題,對不同組織采用不同的緯密并選配合理的上機織造工藝,使布面質量和生產效率得到保證。用平紋組織代替常規的緞紋反面組織,可充分發揮聚乳酸紗的良好特性。經緯紗根據兩種纖維各自的特性以及環保的角度出發進行合理的搭配。經紗選用竹漿纖維9.8 tex紗,緯紗選用聚乳酸纖維9.8 tex紗。
竹漿纖維是從竹子中提取的再生纖維素纖維,具有吸濕、透氣、抗菌、綠色環保等優點,竹漿纖維9.8 tex紗在我們公司使用的時間較長,紡紗、漿紗等工藝較成熟,我們選其做經紗。聚乳酸纖維是從玉米陳糧、木薯等植物中提取淀粉,經益生菌發酵轉化為乳酸聚合紡絲而成的纖維。
聚乳酸纖維具有抗菌、防螨、pH值與人體肌膚接近、與皮膚有良好的親和性、柔軟保暖且透氣等性能,是難得的環保纖維。同時,因為聚乳酸纖維較脆,抗彎性能差,其最大的缺點是耐熱性差,所以在漿紗過程中漿紗機漿槽和烘筒的高溫會影響該紗的物理及力學性能,紗線強力下降較多[1]。因此選聚乳酸纖維9.8 tex紗做緯紗使用。因為該產品織造難度較大,經緯紗都采用集聚紡紗。
竹漿纖維9.8 tex紗質量指標:斷裂強力138.5 cN,斷裂伸長率9.6%,條干CV值13.5%,-50%細節10個/km,+50%粗節25個/km,+140%棉結134個/km。聚乳酸纖維9.8 tex紗質量指標:斷裂強力132.1 cN,斷裂伸長率19.7%,條干CV值13.2%,-50%細節11個/km,+50%粗節12個/km,+140%棉結42個/km。
織物采用平紋和五枚三飛緞紋兩種組織形成組合方格織物。織物經密756根/10 cm,幅寬325 cm。經向:180根五枚三飛緞紋加上20根平紋,五枚三飛緞紋部分每筘6入,平紋部分采取雙經,即每個綜眼穿2根紗,每筘4入。緯向:100根雙緯五枚三飛緞紋,緯密405.5根/10 cm;8根雙緯平紋,緯密263.5根/10 cm。鋼筘型號127齒/10 cm。織物總經根數24 624根,每邊15根邊紗。
組合方格花紋織物生產步驟:整經→漿紗→穿筘→織造。織物組織設計圖和反織紋板圖如圖1和圖2所示。
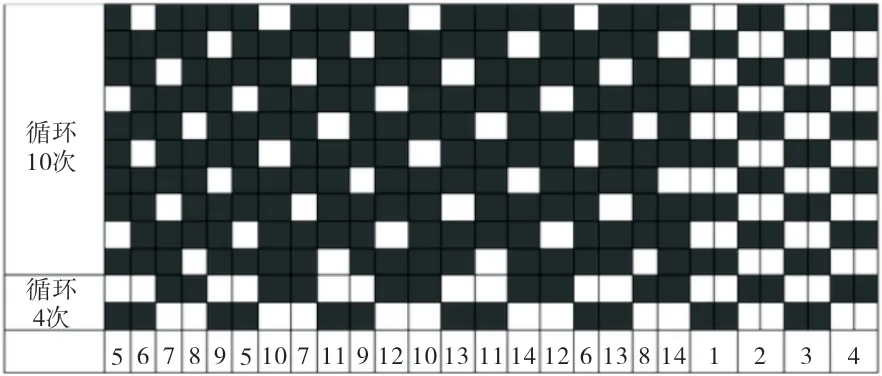
圖1 織物組織圖

圖2 上機織造反織紋板圖
2 生產過程及關鍵技術
2.1 整經工序
整經工序的關鍵是保證紗線排列、卷繞和張力均勻。經紗采用質量好且形體一致的筒紗,以保證紗線退繞張力一致。CGGA 114B型分批整經機將竹漿纖維9.8 tex紗從原筒子紗上引出組成一幅紗片,使張力均勻的經紗相互平行卷繞;通過調整整經張力圈,控制整經張力[2]。整經機車速控制在550 m/min。整經頭份684根×18個經軸。
2.2 漿紗工序
在HS-40型漿紗機上采用雙浸雙壓上漿。漿紗壓漿力偏大掌握,控制在30 k N;漿槽溫度控制在90℃~92℃之間;預烘烘筒溫度控制在95℃~105℃之間為宜,否則會因紗線被烘燥時間過長而在烘筒表面形成大量漿皮,影響漿紗的質量;主烘筒溫度偏低掌握,控制在90℃~95℃之間,避免紗線過度烘干而造成在漿紗機機頭筘齒前較多的斷頭;同時,紗線的回潮率偏大控制,在11%~12%之間為宜,避免漿膜發硬發脆,從而造成落漿;漿紗伸長偏小控制,既要提高紗線強力,也要保證紗線伸長;控制好車速,勻速開車,正常開車速度控制在50 m/min。漿紗后,竹漿纖維9.8 tex紗的強力由138.5 cN增加到了169.4 cN,強力增長率達22.3%;紗線伸長率由之前的9.6%降到了7.5%,達到了漿紗“增強保伸耐磨”的目的,為漿軸質量和織機效率奠定了良好的基礎。
漿 料 配 方:25 kg GR-1297,87.5 kg CDDF330,10 kg LE膠水,3 kg蠟片,3 kg抗靜電劑,后上蠟0.3%。漿紗生產具體相關技術參數:調漿體積730 L,調漿桶漿液黏度10 s~14 s,漿槽漿液黏度8 s~11 s。蒸汽壓力0.6 MPa,上漿率13.0%,回潮率11%~12%。
2.3 穿綜、穿筘工序
穿綜、穿筘采用照圖穿法。照圖穿法參照圖1。地組織穿法:5、6、7、8、9、5、10、7、11、9、12、10、13、11、14、12、6、13、8、14(180根紗9個循環,每筘6入)+1、2、3、4(20根紗5個循環,每筘4入)。邊組織穿法:1、2、3、4順穿,綜框左右各15根紗,每筘5入。
2.4 織造工序
采用ZAX-340E型噴氣織機配多臂開口機構。由于平紋和五枚三飛緞紋組織較難組合在一起,故采用反織法,將布面的反面放在表面;其上機反織圖如圖2所示。采用不同的緯密,其中五枚三飛緞紋部分緯密405.5根/10 cm,雙緯平紋部分緯密263.5根/10 cm;再結合不同的每筘穿入數,使組合方格經緯向交接處松緊基本一致[3]。
織造五枚三飛緞紋部分時綜框起伏變化比較緩和,但織造平紋部分時綜框起伏變化較劇烈,經緯紗需不停地交織變化。將緞紋和平紋結合起來在同一個結構里織造,有較大難度。織緞紋部分的綜框和織平紋部分的綜框高度差異較大,容易出現經起圈等質量問題,故將緞紋部分采用反織工藝,配合平紋部分織造。
織機具體上機工藝:第1頁至第4頁平紋組織綜框高度78 mm、78 mm、86 mm、86 mm,第5頁至第14頁緞紋組織綜框高度80 mm、80 mm、80 mm、80 mm、78 mm、78 mm、78 mm、76 mm、76 mm、76 mm;第1頁至第4頁開口量為90 mm、80 mm、65 mm、55 mm,第5頁至第14頁開口量為100 mm、95 mm、90 mm、85 mm、80 mm、75 mm、70 mm、65 mm、60 mm、55 mm[4]。開口時間290°,后梁高度80 mm,前后1格;停經架高度2格,前后位置為6格。送經時間310°,經紗張力2 800 N至3 200 N。采用小開口量、大張力。根據組織變化采取不同的綜框高度;由于織物組織前4頁為平紋組織、后10頁為緞紋組織,綜框工藝采用前4頁平紋綜框工藝、后10頁采用緞紋綜框高度。另外,織物經、緯向緊度都較大,采用高后梁工藝,送經量10 mm。產品的組織比較復雜,把平紋部分放在整個組織的前面織造,有利于保證織造過程中織口的穩定。
3 織造效果
通過技術人員采取一系列的技術攻關措施,最終織機效率達78%左右,車速450 r/min,十萬緯經停15.2根,十萬緯緯停20.5根,滿足了織造的要求。織機下機一等品率88.5%。通過后整理修織,最終入庫一等品率達99.2%,滿足了用戶的質量需求。
4 結束語
我們以竹漿纖維9.8 tex紗為經紗,聚乳酸纖維9.8 tex紗為緯紗,開發了一款方格交織物。通過合理選配經緯紗,有效結合平紋和五枚三飛緞紋的特點,設計花形組織圖和反織上機圖,不同組織采用不同緯密,使最終的織物平整順暢,手感飽滿。總結了整經、漿紗、穿筘、織造等工藝要點,重點優化了噴氣織機上機織造工藝。開發的織物因采用竹漿纖維和聚乳酸纖維作為原料,具有吸濕、透氣、抗菌、肌膚親和力強等優點,完全迎合了現代消費者的環保需求。同時解決了以往類似常規格子花紋織物中經面、緯面交接兩邊凹凸不平的問題,用平紋組織及其合理的經緯密充當緯面組織,使得格子花紋織物不同組織之間的過渡平緩自然,坯布手感飽滿舒適,可用于家紡床單、被罩等面料。
