棉真絲縐條交織物的開發
2020-03-17 08:03:12陳桂香陳浩文瞿建新
棉紡織技術 2020年3期
關鍵詞:工藝
陳桂香 陳浩文 瞿建新
(1.江蘇工程職業技術學院,江蘇南通,226007;2.南通職業大學,江蘇南通,226007)
目前,市面上的縐條織物多是通過組織設計實現的,縱向為起縐與不起縐的交替條紋,采用經面緞紋達到加強捻度縐紗所顯示的“光,滑,柔,彈”等風格,與不起縐的條紋界限分明[1]。本文介紹一款色彩艷麗的棉真絲交織物的設計生產要點,后整理采用繩狀處理結合松式定形的整理方式,使織物表面產生持久的縐條效果[2]。最終的面料手感挺括滑爽,具有現代流行粗獷風格面料的特點,可適宜于夏季女短袖、套裙等。
1 織物設計
1.1 原料選擇
為了提高織物布面質量,選擇毛羽少、強力高、條干均勻性好的JC 11.7 tex紗為經紗。緯紗采用2.2 tex桑蠶絲。
1.2 經、緯紗排列
經紗為6種色紗,即加白色紗、粉灰色紗、綠色紗、灰紫色紗、紫紅色紗、米灰色紗,分別用A、B、C、D、E、F表示。經紗排列為6B+4A+6B+4F+6B+4A+6B+2C+4B+2C+6B+6F+4D+(2F6D)×2+4F+12D+2F+2A+2E+2A+2F+2A+2B+2E+2F+2A+4F+(2E2B)×6+4B+(2B2E)×6+4F+(2E2F2A 2F)×2+2E+2F+2A+2F+(2E2A)×7+6B+2C+4B+2C,共計256根紗。其中,A紗36根,B紗62根,C紗32根,D紗28根,E紗48根,F紗50根;緯紗為原色桑蠶絲。
1.3 織物規格
總經根數4 416根,其中邊紗32根×2,全幅17花。布身部分各色紗根數:A紗36根×17=612根;B紗62根×17=1 054根;C紗32根×17=544根;D紗28根×17=476根;E紗48根×17=816根;F紗50根×17=850根。
上機經密268根/10 cm,上機筘幅163.8 cm,上機緯密464根/10 cm。
1.4 織物組織和上機工藝
布邊及布身均采用平紋組織。為了凸顯蠶絲光澤滑爽的特點,織物密度設置時采用低經密高緯密,織物呈現緯向緊密結構,形成緯支持面、低結構相。為了減少綜絲密度,采用6頁綜順穿,確保每頁綜框上所用綜絲數在760根以內,具體第1頁綜框至第6頁綜框上綜絲依次為758根、758根、725根、725根、725根、725根。布邊每筘4入,布身每筘2入。
2 生產流程和工藝參數
購買的JC 11.7 tex紗經筒紗染色、倒筒、整經、漿紗、穿經后上機織造。
2.1 筒紗染色
筒紗染色工藝流程:坯紗→松筒→煮漂→染色→柔軟→脫水→烘干→緊筒。
2.1.1 煮漂
室溫下依次加入螯合劑、精煉劑、雙氧水穩定劑,運轉5 min后加入燒堿,再運轉5 min后加入雙氧水,然后逐步升溫至110℃,保溫30 min,降溫,熱水洗1遍,酸中和,除氧酶。
以長途貿易為載體的區域經濟合作最早至少可以追溯到人類文明的起始階段,但直到19世紀初,斯密與李嘉圖才從分工、專門化和比較優勢構建起自由貿易的理論雛形。在整個20世紀中,區域經濟一體化和經濟全球化成為經濟學十分活躍的研究領域,其基本理論共識是:通過貿易協定所建立的自由貿易規則,可以糾正各國獨立設置關稅引發的貿易條件變化與要素流動壁壘,以及由此產生的非效率現象。以此為據,全球經貿合作催生形成了各種形態的自由貿易區(Free Trade Area)與自由貿易園區(Free Trade Zone)。
煮漂處方:螯合劑1.5 g/L,精煉劑1.5 g/L,雙氧水穩定劑0.5 g/L,燒堿4.5 g/L,雙氧水3.3 g/L。
2.1.2 染色
室溫下加入染料,逐步升溫至40℃后運轉15 min,接著加入1/3的元明粉,運轉15 min后再加入剩余的元明粉,繼續運轉15 min后,逐步升溫至60℃,再運轉15 min后,先加1/3的純堿,運轉15 min后,再加入剩余的純堿,繼續運轉30 min~60 min后降溫、水洗、皂洗、水洗。
2.2 倒筒工藝
選用1332M型絡筒機。本產品所選紗線較細,絡筒速度不宜快,設定為160 m/min,張力墊圈質量7.5 g。采用手持式空氣捻接器。
2.3 整經工藝
選用貝寧格ZDA型分批整經機,筒子架容量640只,整經速度480 m/min,集體換筒。由于整經速度較高,故無需附加張力設置[3]。經紗為JC 11.7 tex紗,6種顏色,色紗排列較為復雜,因此在整經時采用分批整經。該整經排花工藝包含分色分層法、分條分層法、分區分層法三種基本技法。本產品屬于中細號縐條織物,適合采用分區分層整經法。根據“多頭少軸”的配軸原則,將用紗量較多的A紗、B紗、F紗總計2 516根,配置成4個軸分配在整經區的下區;C紗、D紗、E紗共1 836根,配置成3個軸分配在上區。整經總計配軸7個,在經漿排花設計時盡量使相同排列的經軸多些,避免反復更換筒子,提高整經效率,降低生產成本。
2.4 漿紗工藝
并軸后,在漿紗機前伸縮筘處嚴格按照設計的色經排列工藝要求排列,避免錯亂。落軸前,穿分絞線,便于穿綜擋車工確定經紗次序。
使用ASGA 365C型漿紗機。由于該產品使用的經紗JC 11.7 tex強力較低,因此上漿過程中采用“中車速,保伸長,小張力”的工藝原則。漿料配方:60 kg變性淀粉,15 kg PVA 1799,5 kg CD,2 kg油脂。上漿率控制在10%左右。上漿率高,上漿成本增加;上漿率低,不能很好地貼伏紗線表面的毛羽,易造成織造時斷頭,影響生產效率和布面效果。漿紗回潮率控制在7%~8%之間,冬季空氣比較干燥,回潮率控制在9%左右,夏季梅雨季節回潮率控制在7%。漿紗速度55 m/min~60 m/min,采用中溫上漿,漿槽溫度控制在82℃~88℃,避免出現漿皮,保證被覆良好。由于經紗紗號較細,上漿時采用雙浸雙壓,浸透與被覆并重。前壓漿輥壓力設置在0.40 MPa,后壓漿輥壓力設置在0.24 MPa。壓力前大后小便于漿液進入紗線內部,保證良好的浸透和被覆。漿紗伸長率控制在0.7%~1.2%,漿紗伸長率過大不僅會降低漿紗斷裂伸長率,還易導致過多的織造斷頭。
2.5 穿經工藝
穿綜采用順穿法,6頁綜,布邊穿第1頁和第2頁綜,布身穿第1至第6頁綜。1個色經循環256根,穿綜循環較大,經紗有6種顏色,且部分顏色相似,穿綜時容易出錯。為避免穿錯,在漿紗并軸時放分色絞線,方便正確取紗并穿綜。布邊每筘4入,共穿16筘齒;布身每筘2入,4 352根經紗,共穿2 176筘齒;全幅穿2 192筘齒。
2.6 織造工藝
選用GA 718型噴氣織機,織機速度600 r/min。具體織機工藝如下。
(2)開口時間290°。該噴氣織機常用的開口時間在290°~315°之間。本文設計的織物經密小,緯密大,單位長度內打緯次數多,經紗的摩擦比較嚴重,為了便于打緊緯紗,宜選用較早的開口時間。開口時間早,打緯時兩層經紗間的夾角大,經紗對緯紗的夾持力大,緯紗不容易反撥。
(3)選用早引緯工藝。具體參數:緯紗始飛行角90°,緯紗到達角230°,實際緯紗到達角控制在200°~220°之間[4],擋紗針釋放時間72°,主噴嘴噴氣時間65°~160°,使用7組輔助噴嘴;前4組輔助噴嘴由于引緯長度還比較短,壓縮空氣對緯紗的牽引力相對較小,每組輔助噴嘴的噴氣時間可以較短,以節省壓縮空氣用量,輔助噴嘴噴氣時間為40°;第5、第6組輔助噴嘴引緯時引出的緯紗已經較長,壓縮空氣對緯紗的牽引力較大,每組輔助噴嘴的噴氣時間延長至50°;最后一組輔助噴嘴除了具有一般輔助噴嘴的基本功能外,還有牽伸噴嘴的功能,需要將噴氣時間延長至綜平時間,以避免產生緯縮織疵。第1至第7組輔助噴嘴的噴氣時間依次為65°~105°、78°~118°、100°~140°、123°~163°、145°~195°、178°~228°、200°~290°。上述工藝中的緯紗到達角的設置與短纖紗的設置有所不同,桑蠶絲纖維比較光滑,壓縮空氣對桑蠶絲的摩擦力比較小,織造時容易產生斷緯織疵,因此工藝設計時將緯紗的實際到達角控制在200°~220°之間,比一般的短纖紗提早了10°。緯紗到達角早,確保緯紗及時通過梭口,利于減少斷緯停車,提高生產效率。
(4)噴氣壓力。緯紗為桑蠶絲,比較光滑,壓縮空氣對緯紗的摩擦因數較小,因此需要較大的噴氣壓力,以確保緯紗及時通過梭口。主噴嘴噴氣壓力0.27 MPa~0.30 MPa之間,輔助噴嘴壓力0.32 MPa~0.35 MPa之間,實際生產過程中可以根據緯紗實際到達角進行微調。
(5)后梁高度。織物組織為平紋,緯密比較大,為了便于打緊緯紗,選用高后梁工藝,后梁高度為+1刻度。后梁高,上下層經紗張力差異大,便于打緊緯紗。
(6)上機張力。經紗根數少,線密度比較小,織機速度比較高,為便于梭口清晰,使用較大的上機張力,上機張力設定為2 500 N。
3 織物后整理工藝
采用繩狀處理結合松式定形,以產生持久的縐條效果,主要工序有退漿、預定形、起皺整理及松式定形。
退漿在溢流染色機中進行,采用酶退漿,室溫加料,升溫至65℃,保溫40 min,再升溫至90℃,保溫10 min后熱水洗,冷水洗,出缸,脫水,展幅。
酶退漿處方:2 g/Lα-淀粉酶,2 g/L食鹽,1 g/L滲透劑,pH值6.0~6.5,浴比1∶5。
預定形在定形機上進行,烘箱溫度120℃~150℃,車速30 m/min,超喂15%,落布幅寬與入布幅寬一致。
起皺整理在轉筒烘干機中進行,汽蒸溫度105℃,時間40 min。
松式定形在定形機上進行,烘箱溫度150℃,車速60 m/min,超喂10%,幅寬140 cm。
4 成品規格
織物實物照片如圖1所示。
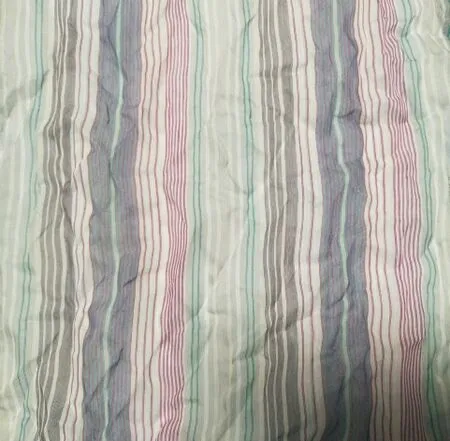
圖1 棉真絲縐條交織物實物圖
通過采取以上一系列技術措施,保證了棉真絲縐條交織物的順利生產。成品幅寬140 cm,成品經密315根/10 cm,成品緯密488根/10 cm。經向織縮率8.7%,緯向織縮率2.7%,染整幅縮率13.5%,整理長縮率3.2%。
5 結語
棉真絲縐條交織物具有較好的光澤,手感滑爽豐滿,吸濕透氣,可適宜于夏季女短袖、套裙等。首先,織物緯密比較大,單位長度內打緯次數比較多,對經紗的強力和耐磨性能要求比較高,經紗需要選用毛羽少、強力高、條干好的精梳紗。其次,漿紗工藝選用混合漿料,純淀粉漿的漿膜斷裂伸長小、韌性差,難以滿足高緯密織造的需求;通過優化織造工藝,使用“早開口,早引緯,高后梁”的織造工藝,可以減少打緯時緯紗反撥;緯紗光滑,空氣對緯紗的摩擦力小,需要使用較大的噴氣壓力,增強壓縮空氣對緯紗的控制力;緯紗實際到達角要偏早控制,確保緯紗及時通過梭口,減少斷緯停臺。最后,后整理工序中宜采用退漿、預定形、起皺整理及松式定形等,采用繩狀處理結合松式定形,在織物表面可以產生持久的縐條效果。總之,通過采取以上一系列技術措施,可以保證產品的順利生產。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
