新型加長上銷的使用效果
2020-03-17 08:03:10溫亞美賀偉娜曹亞美
棉紡織技術 2020年3期
劉 莉 溫亞美 賀偉娜 曹亞美
(舞鋼市龍山紡織科技有限公司,河南平頂山,462500)
上銷是重要的紡紗牽伸專件[1],由其與下羅拉組成鉗口壓力的穩定性對成紗質量有重要影響。由于市場形勢的影響,國內中、低端紡織企業經濟效益普遍下滑,生產成本上升,市場競爭激烈,企業壓力較大。在此情況下,紡織企業只有通過提高產品質量來進一步提高市場競爭力。在原料成本不變的前提下,不斷優選紡紗專件,通過大量的專件對比試驗,發現新型加長上銷可大幅度提高成紗質量指標。
1 加長上銷的設計原理
1.1 Q187028型加長上銷
Q187028型加長上銷是江西榮興科技有限公司研制的一種改進型細紗上銷,適用于氣動搖架,其結構示意圖如圖1所示。
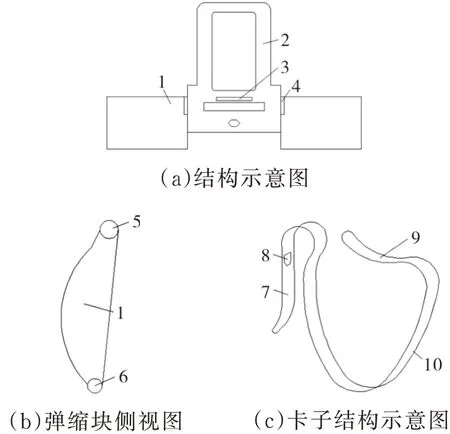
圖1 Q187028型加長上銷結構示意圖
由圖1(a)和圖1(b)可以看出,彈縮塊分左右兩個,并對稱設置在上銷架兩側的連接塊上,彈縮塊的上端設置有上凸起,下端設置有下凸起,上凸起和下凸起呈圓柱狀結構,這樣使得皮帶轉動更順暢,也可降低皮帶的磨損,提升皮帶的使用壽命。由圖1(c)可以看出,卡子包括片體、抵片、卡簧片和通槽,抵片和卡簧片分別連接在片體的上彎折和下彎折端,且卡簧片上開設有通槽,在進行卡接時,將卡簧片卡接在上銷架上;卡簧片的彎曲處設置為斜三角狀,這樣設計可以進一步提升抗疲勞性,從而延長彈簧片的使用壽命;抵片遠離片體的一端呈圓弧狀結構。
1.2 T 187028型加長上銷
T 187028型加長上銷(江西榮興科技有限公司研制)采用了一種新型卡簧片,適用于彈簧搖架,其結構示意圖如圖2所示。
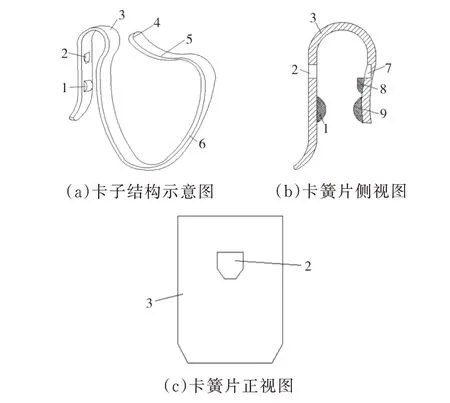
圖2 新型卡簧片結構示意圖
由圖2可以看出,片體上邊彎折連接有抵片,且抵片上的另一端設置有翹起端。片體下邊彎折連接有卡簧片,卡簧片的中部設置有通槽,片體和卡簧片連接處的彎曲段呈斜三角狀,這樣設計可以進一步提升抗疲勞性,從而延長卡簧片的使用壽命,在工作時,通過卡簧片固定在碳纖上銷的卡槽中,通過通槽與外界固定件將彈簧緊固在碳纖上銷的側邊上,卡簧片兩側分別固定連接有左側卡接塊和右側卡接塊,左側卡接塊和右側卡接塊相對設置,均呈圓弧裝置結構,可起到更好的卡接作用。卡簧片上設有與通槽相匹配的限位槽,限位槽的開口一端下方設置有限位塊,將卡簧片固定卡接在碳纖上銷上時,左側卡接塊和右側卡接塊的設置,可以更好防止卡簧片從碳纖上銷上脫落,限位塊和限位槽的設置可以對外界固位件起到更好的限位作用,防止外界固定件脫落。
2 加長上銷的作用
細紗前區牽伸是主牽伸區,由一對中羅拉和上下膠圈鉗口形成的中部摩擦力界對牽伸區中的運動纖維實施控制,在整個系統中其牽伸性能的發揮起著關鍵作用。但上下銷前緣至前羅拉鉗口的浮游區,其摩擦力界強度相對較弱,對浮游纖維的控制較差,擴大了浮游纖維變速點分布范圍及不穩定性。因此,減小前區浮游區長度是改善成紗質量的關鍵所在。縮短浮游區長度意味著一方面減少浮游區中未被控制的短纖維的數量,另一方面膠圈鉗口摩擦力相應向前方伸展,發揮膠圈控制纖維和彈性浮動鉗口的優勢,加強對浮游區浮游纖維的控制力[2]。為解決以上問題,我們經過多項試驗驗證,加長上銷對以上問題有較大改善,該上銷主要特點是握持距加長,使浮游區距離縮短,增加了對纖維的控制范圍,改變了浮游區纖維的無控狀態,控制了纖維的運行速度,有效阻止了纖維的提前變速,從而使得成紗質量有了較大的提高。
3 加長上銷的使用效果
我們在試驗機臺上使用加長上銷半年后,到了6月份高溫高濕季節來臨時,出現了生產不正常的現象。生產中出現“出硬頭,斷頭多”的現象;采用加長上銷的機臺比采用普通上銷機臺的瞬時斷頭增加30%;且有夾下膠圈現象。針對以上問題進行分析,一是使用加長上銷后,上銷中鐵輥相對中羅拉位置后移,造成加壓不夠,上下膠圈運行時同步性差;二是使用加長上銷后,膠圈周長增長,導致上下膠圈接觸面積增加,從而增大上下膠圈的運行阻力,在高溫高濕季節受環境變化的影響尤為顯著;當溫濕度低時膠圈發硬,運行受阻;當溫濕度高時,膠圈發澀并伸長,導致上下膠圈運行阻力加大及同步性變差,從而出現“牽伸不勻,出硬頭”的現象[3]。
為此,我們采取以下措施:精細調整三羅拉與下銷間的位置;適當減小上銷壓力;下調粗紗捻系數,保證細紗吊錠靈活;減小細紗主牽伸倍數;增大鉗口隔距;調整上銷位置,上銷中鐵棍靠后錯開三羅拉與下銷間隙縫,保證浮游區大小在0.5 mm~1.0 mm。
我公司在不同配棉條件下,對新型加長上銷和壓力棒上銷進行紡紗對比試驗。
試驗1:T 187028型加長上銷的使用情況。原料為100%新疆機采棉,AFIS數據:平均長度29.0 mm,細度163 mtex,馬克隆值4.3,16.5 mm以下短絨率14.3%,含雜率2.7%,棉結293粒/g。采用TH578J型細紗機(板簧搖架),羅拉隔距16.7 mm×45 mm,前膠輥前沖+3 mm。分別紡制C 14.6 tex和JC 14.6 tex集聚針織紗,試驗結果對比見表1。表中:上銷1為T 187028型加長上銷+3.25 mm隔距塊,上銷2為壓力棒上銷+3.25 mm隔距塊,上銷3為T 187028型加長上銷+2.75 mm隔距塊,上銷4為壓力棒上銷+2.75 mm隔距塊。
試驗2:Q187028型加長上銷的使用情況。原料為20%巴西棉,80%新疆棉,AFIS數據:平均長度29.33 mm,細度158 mtex,馬克隆值4.13,16.5 mm以下短絨率15.1%,含雜率3.0%,棉結293粒/g。采用SXF1568B型細紗機(氣動搖架),羅拉隔距16.7 mm×45 mm,前膠輥前沖+3 mm。分別紡制C 9.7 tex和JC 9.7 tex集聚針織紗,試驗結果對比見表1。表中:上銷5為Q187028型加長上銷+2.5 mm隔距塊,上銷6為壓力棒上銷+2.5 mm隔距塊。
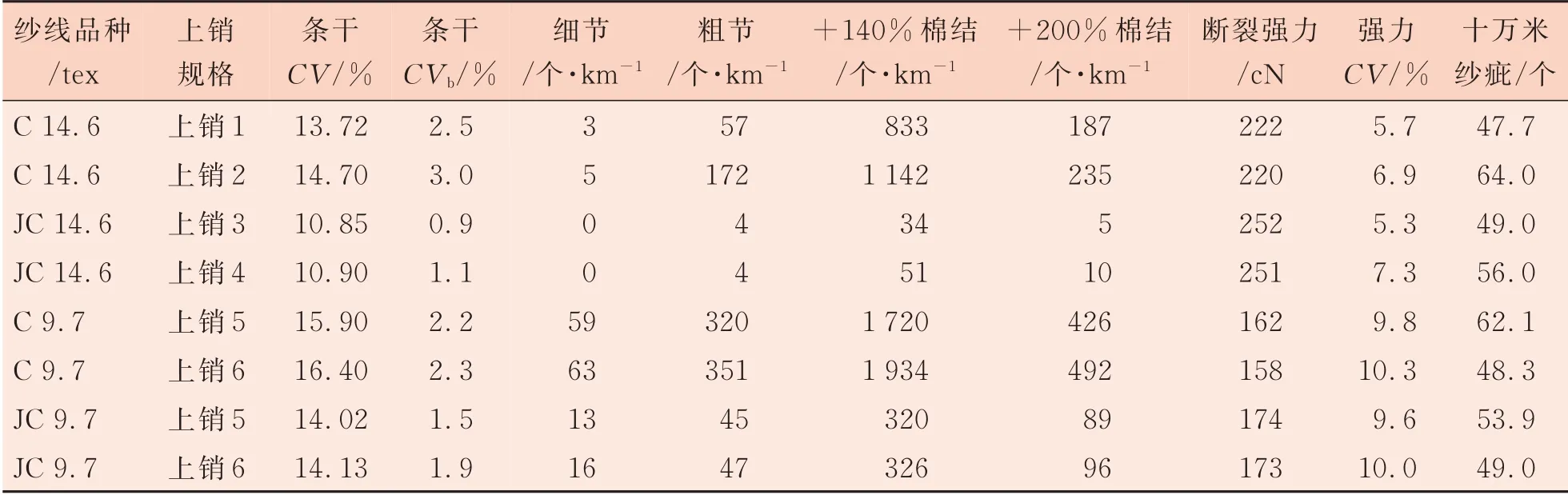
表1 不同上銷規格對成紗質量指標的影響
通過以上試驗結果可以看出,加長上銷搭配合理工藝,同錠同粗紗的試驗條件下,普梳品種采用加長上銷的條干CV降低1個百分點,細節、粗節、棉結降低20%以上,斷裂強力、強力CV、十萬米紗疵等質量指標都有不同程度的改善;精梳品種的質量指標改善雖不明顯,但經過一段時間的跟蹤,成紗質量穩定。
4 結束語
我公司采用加長上銷重點是解決C 14.6 tex集聚針織紗棉結高的問題,以達到用戶要求。在其他工序設備不用大量投入機物料的前提下,我們在細紗工序使用T 187028型加長上銷搭配合適的紡紗專件,合理優化工藝參數,使得成紗棉結、細節、粗節、強力等都有不同程度的改善,有效提高了產品質量,滿足了下游用戶的需求,使用效果較佳。通過近9個月的跟蹤試驗,目前已在我公司大面積推廣使用。
