健身器械用碳纖維復合材料成型與性能研究*
2020-03-16 10:22:34
合成材料老化與應用 2020年1期
(渭南師范學院 陜西渭南 714000)
碳纖維是由片狀石墨微晶等有機纖維沿纖維軸向方向堆砌而成,經碳化及石墨化處理而得到的微晶石墨材料,與聚碳酸酯等基體復合而成的碳纖維復合材料可具有二者共同的優勢,而實現比強度高、耐高溫、高強度、耐腐蝕等優異性能,在體育健身器械和民用領域都有廣泛的應用前景[1],對公共體育服務體系的建立及運行研究有著參考價值。碳纖維復合材料的加工工藝隨著實際應用需要而不斷演變,以最大限度地發揮碳纖維復合材料的使用性能,目前的碳纖維復合材料成型工藝包括:手糊成型工藝、噴射成型工藝、模壓成型工藝、纏繞成型工藝、拉擠成型工藝、液態成型工藝、真空熱壓罐工藝、真空導入工藝、高溫模壓工藝和3iTech感應加熱工藝等,其中各個成型工藝都具有自身的特點,且成型工藝都直接決定著碳纖維復合材料性能的優劣,而成型過程中影響最終使用性能的因素較多[2],生產碳纖維復合材料的重復性、準確性較低,最終產品的性能波動幅度較大。因此,本文嘗試采用控制模壓成型工藝的方法,考察了碳纖維復合材料的模壓成型工藝及對拉伸和沖擊性能的影響,以期為健身器械用碳纖維復合材料的模壓成型工業化提供必要技術支撐。
1 試驗部分
以日本東麗公司T700SC碳纖維(單絲1.2K根、密度1.8g/cm3、拉伸強度4.9GPa、拉伸模量230MPa)和美國Cambro公司提供的聚碳酸酯(密度1200kg/cm3、拉伸強度65MPa、拉伸模量2500MPa)為原料,并引入氣流展絲方法獲得的碳纖維絲束作為增強體,采用薄膜層疊模壓成型工藝制備了碳纖維/聚碳酸酯復合材料[3]。具體步驟包括:(1)將碳纖維絲束剪裁成158mm長、聚碳酸酯剪裁成220mm×220mm,置于真空電阻爐中進行380℃、氮氣保護氛圍下的2h除漿處理,然后爐冷至室溫;(2)將除漿后的碳纖維編織成平紋織物,絲束間距0.5mm,并按照薄膜-碳纖維織物-薄膜的方式層疊;(3)采用平板硫化機進行模壓成型,并通過單片機控制模壓成型工藝參數,具體包括模壓溫度、模壓壓力、模壓時間等,見表1。
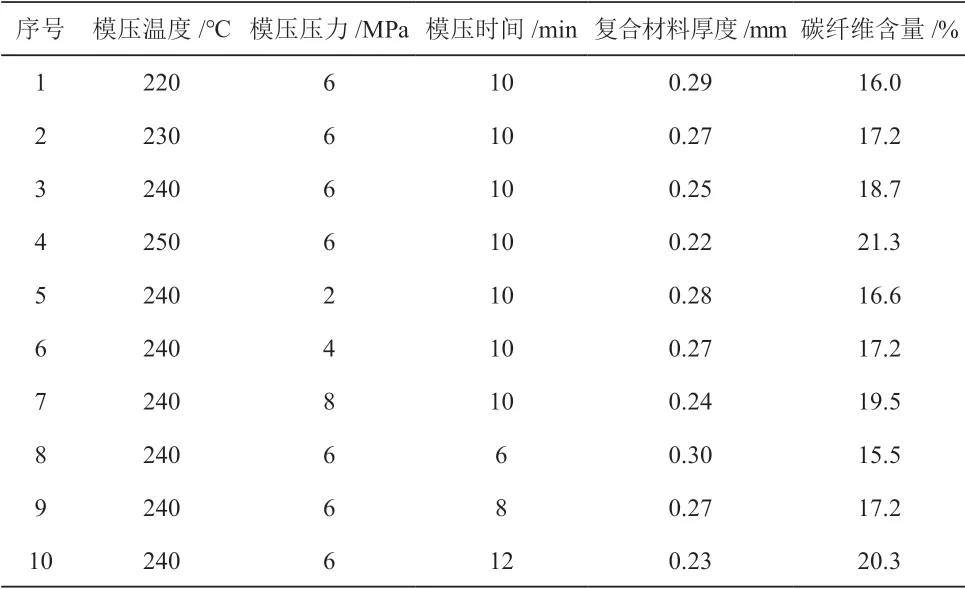
表1 基于單片機控制的碳纖維復合材料的成型參數Table 1 Forming parameters of carbon f iber composites based on MCU control
根據D3039M-2014《聚合物基復合材料的拉伸性能的標準測試方法》在INSTRON5566液壓伺服萬能拉伸試驗機上進行碳纖維復合材料的拉伸性能測試,拉伸試樣取樣方式如圖1所示,包括沿著平紋方向0°和45°取樣,取樣后在兩側黏貼加強片,拉伸速率為2mm/min;沖擊性能測試按照D7136M-2015《測量纖維增強聚合物基復合材料耐落錘沖擊事件破壞性的標準試驗方法》在INSTRON 9250型落錘沖擊試驗機上進行,沖擊試樣尺寸為80mm×80mm。
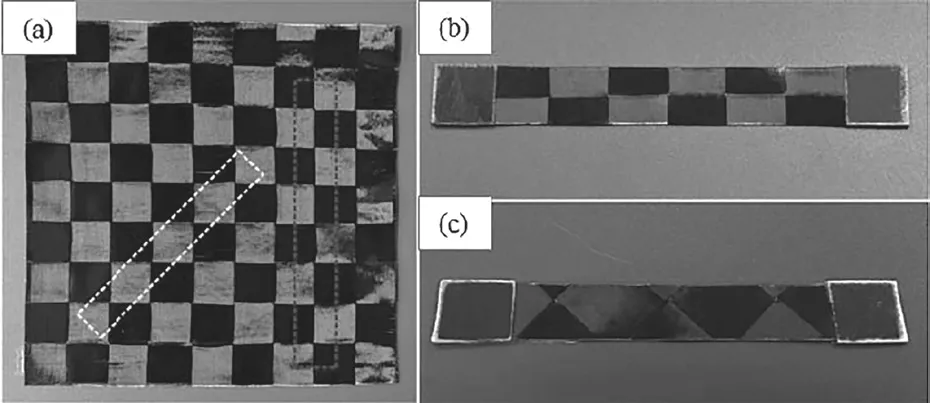
圖1 拉伸試樣取樣:(a)宏觀;(b)0°;(c)45°Fig. 1 Sampling of tensile specimens
2 結果與討論
圖2為基于單片機控制的不同模壓溫度下碳纖維/聚碳酸酯復合材料的宏觀形貌。對比分析可知,當模壓溫度為220℃和240℃時,復合材料的外觀并沒有發生明顯變化,都呈現出棋盤狀特征[4],碳纖維絲束直線度較好、整體結構緊湊。當模壓溫度升高至250℃時,復合材料的整體結構遭到破壞,碳纖維絲束聚攏性較差,局部出現了嚴重變形,整體均勻性不足,在實際加工過程中應該加以避免。
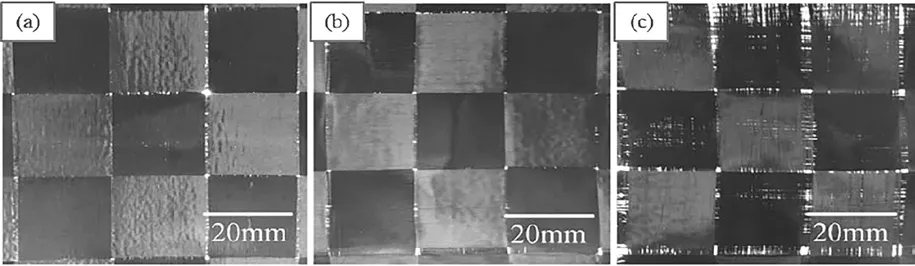
圖2 不同模壓溫度下復合材料的宏觀形貌Fig. 2 Macroscopic morphology of composites at different moulding temperatures
圖3和圖4分別為基于單片機控制的不同模壓壓力和模壓時間下碳纖維/聚碳酸酯復合材料的宏觀形貌。可見,模壓壓力對碳纖維復合材料外觀形貌的影響與模壓溫度相似,即在較低的模壓壓力和較短的模壓時間下,復合材料成型性較好,碳纖維絲束直線性、聚攏性較好,而在高模壓壓力和長時間模壓作用下,復合材料中的絲束發生了分散和變形,且局部可見明顯孔隙,成型質量有所降低。
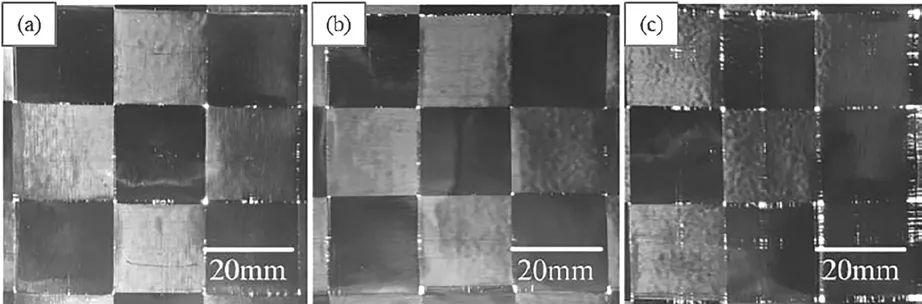
圖3 不同模壓壓力下復合材料的宏觀形貌Fig. 3 Macroscopic morphology of composites under different moulding pressures
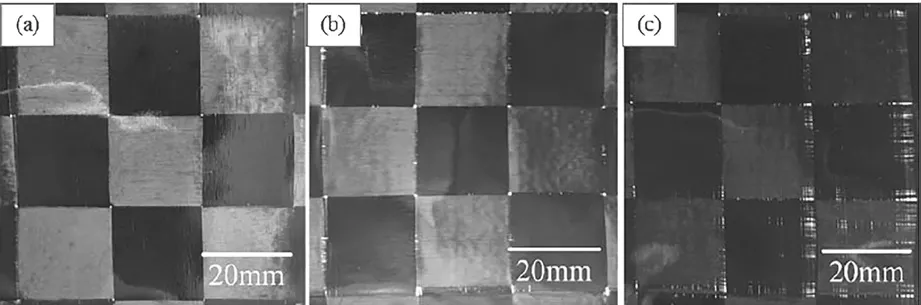
圖4 不同模壓時間下復合材料的宏觀形貌Fig. 4 Macroscopic morphology of composites under different molding time
對單片機控制的不同模壓溫度下復合材料在0°和45°方向的拉伸性能進行測試,結果如圖5所示,其中模壓時間為10min、模壓壓力為6MPa。可見,隨著模壓溫度的升高,碳纖維/聚碳酸酯復合材料的拉伸強度呈現先增加而后減小的特征,在模壓溫度為240℃時取得最大值,而隨著模壓溫度繼續升高,0°和45°方向的拉伸性能反而有所減小。這主要是因為模壓溫度的升高會使得復合材料中熔融樹脂的粘度降低并增加流動性,改善了增強纖維的浸潤而獲得了良好的界面性能[5-6]。
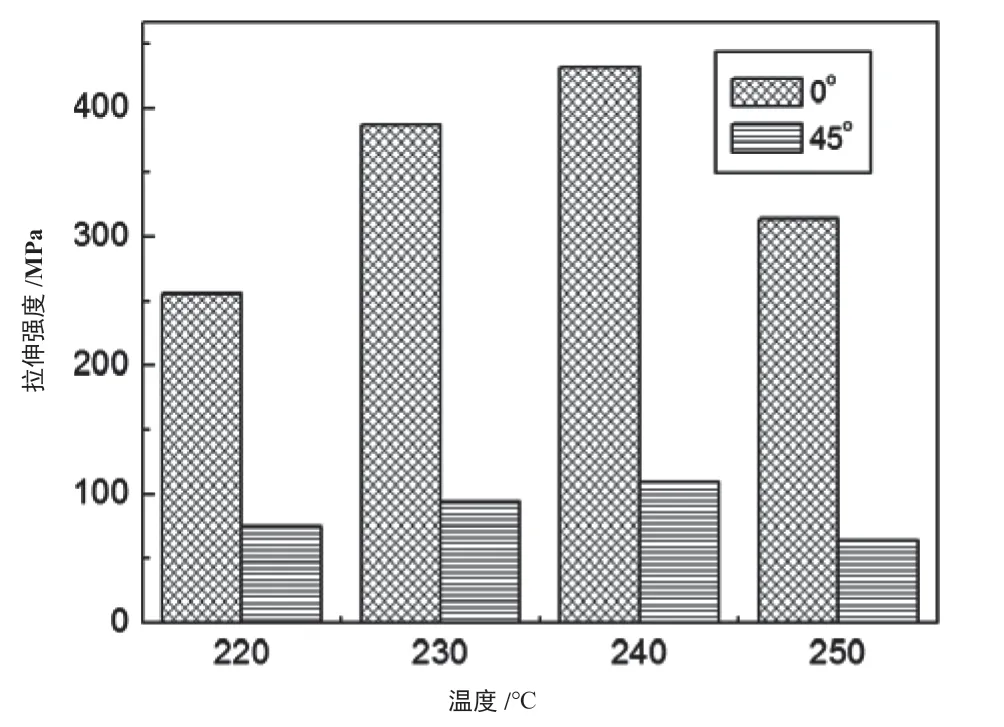
圖5 模壓溫度對碳纖維復合材料拉伸強度的影響Fig. 5 Effect of molding temperature on tensile strength of carbon f iber composites
圖6為單片機控制的不同模壓溫度下復合材料在0°方向的拉伸沖擊性能測試結果,其中模壓時間為10min、模壓壓力為6MPa。可見,隨著模壓溫度的升高,碳纖維/聚碳酸酯復合材料的的沖擊功呈現先增加而后減小的特征,在模壓溫度為240℃時取得最大值,這與模壓溫度對復合材料拉伸性能的影響規律相同,其增強復合材料的力學性能的作用機理相似。綜合而言,當模壓溫度為240℃,碳纖維/聚碳酸酯復合材料具有最佳的拉伸強度和沖擊韌性。
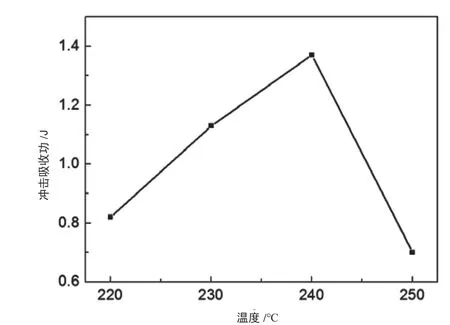
圖6 模壓溫度對碳纖維復合材料沖擊功的影響Fig. 6 Effect of molding temperature on impact work of carbon f iber composites
對單片機控制的不同模壓壓力下復合材料在0°和45°方向的拉伸性能進行測試,結果如圖7所示,其中模壓時間為10min、模壓溫度為240℃。可見,隨著模壓壓力的升高,碳纖維/聚碳酸酯復合材料在0°和45°方向的拉伸強度都呈現先增加而后減小的特征,在模壓壓力為4MPa時取得最大值,而隨著模壓壓力繼續升高,0°和45°方向的拉伸性能反而有所減小;但是對比分析可見,不同模壓壓力下復合材料在0°和45°方向的拉伸性能的變化幅度較小,即模壓壓力對拉伸強度的影響相對模壓溫度較小。這主要是因為模壓壓力的增加會增大碳纖維絲束中單絲之間的間隙并在較大模壓壓力時發生樹脂外溢,造成局部樹脂分布不均[7],拉伸強度會有所減小。
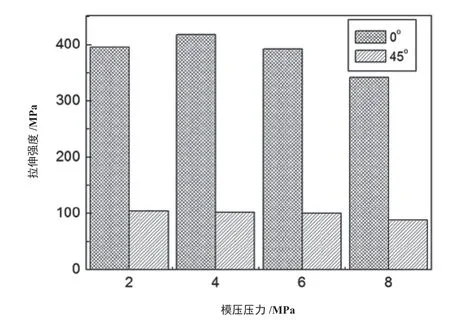
圖7 模壓壓力對碳纖維復合材料拉伸強度的影響Fig. 7 Effect of molding pressure on tensile strength of carbon f iber composites
圖8為單片機控制的不同模壓壓力下復合材料在0°方向的拉伸沖擊性能測試結果,其中模壓時間為10min、模壓溫度為240℃。可見,隨著模壓壓力的升高,碳纖維/聚碳酸酯復合材料的的沖擊功呈現先增加而后減小的特征,在模壓壓力為6MPa時取得最大值,且此時的沖擊功明顯高于模壓壓力為4MPa時的試樣。綜合而言,當模壓壓力為6MPa,碳纖維/聚碳酸酯復合材料的具有最佳拉伸強度和沖擊韌性結合。
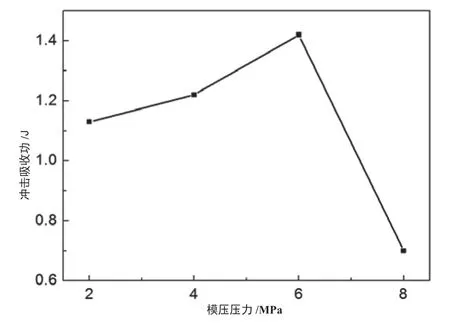
圖8 模壓壓力對碳纖維復合材料沖擊功的影響Fig. 8 Effect of molding pressure on impact work of carbon f iber composites
對不同模壓時間下復合材料在0°和45°方向的拉伸性能進行測試,結果如圖9所示,其中模壓壓力為6MPa、模壓溫度為240℃。可見,隨著模壓時間的延長,碳纖維/聚碳酸酯復合材料在0°和45°方向的拉伸強度都呈現先增加而后減小的特征,在模壓時間為10min時取得最大值,而隨著模壓時間繼續延長,0°和45°方向的拉伸強度反而有所減小。模壓時間對復合材料拉伸性能的影響機理與模壓壓力相似,都主要是因為模壓時間的延長會改變碳纖維絲束中單絲之間的間隙[8],且在模壓時間在12min時會使得復合材料發生翹曲以及樹脂溢出現象,拉伸性能會降低。
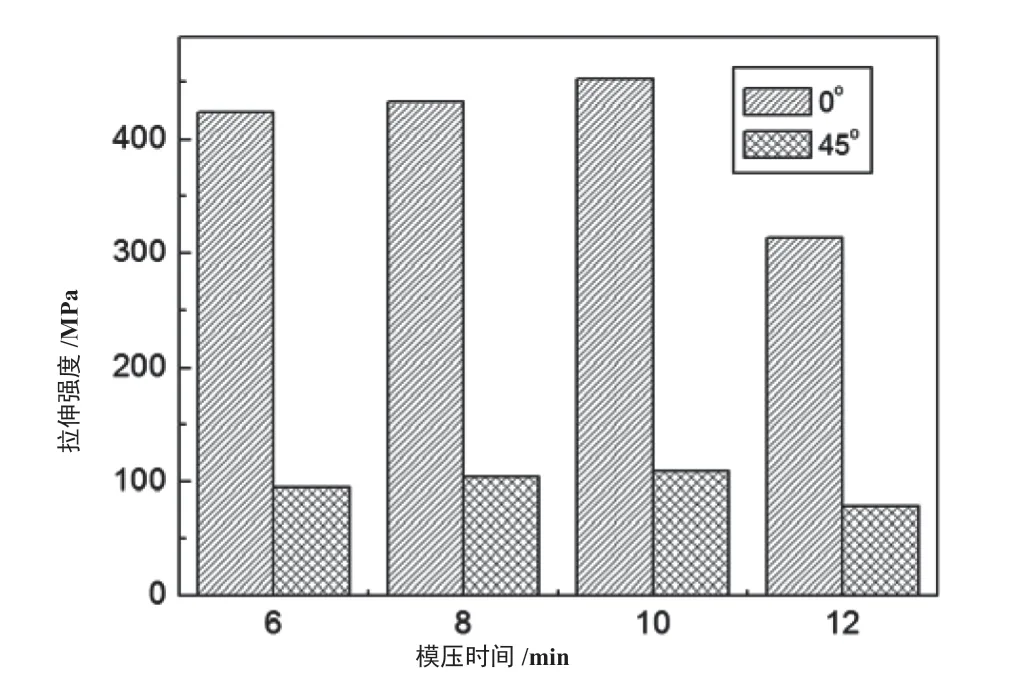
圖9 模壓時間對碳纖維復合材料拉伸強度的影響Fig.9 Effect of molding time on tensile strength of carbon f iber composites
3 結論
(1)隨著模壓溫度的升高,碳纖維/聚碳酸酯復合材料的拉伸強度和沖擊功呈現先增加而后減小的特征,在模壓溫度為240℃時取得最大值,而隨著模壓溫度繼續升高,0°和45°方向的拉伸強度和沖擊功反而有所減小。
(2)隨著模壓壓力的升高,碳纖維/聚碳酸酯復合材料在0°和45°方向的拉伸強度都呈現先增加而后減小的特征,但是不同模壓壓力下復合材料在0°和45°方向的拉伸強度的變化幅度較小;當模壓壓力為6MPa,碳纖維/聚碳酸酯復合材料具有最佳拉伸強度和沖擊韌性結合。
(3)隨著模壓時間的升高,碳纖維/聚碳酸酯復合材料在0°和45°方向的拉伸強度都呈現先增加而后減小的特征,在模壓時間為10min時取得最大值,而隨著模壓時間繼續延長,0°和45°方向的拉伸強度反而有所減小。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29