基于激光傳感器的滾珠螺母型面測量
2020-03-07 02:01:36曾石薔馮虎田
光學精密工程 2020年1期
關鍵詞:測量
王 凱,歐 屹,曾石薔,馮虎田,2,吳 劍
(1.南京理工大學 機械工程學院,江蘇 南京 210094;2. 數控機床功能部件共性技術工業和信息化部重點實驗室,江蘇 張家港 215600)
1 引 言
隨著數控機床在裝備制造業的廣泛應用,加工過程中對速度和精度的要求越來越高,對高精度滾珠絲杠副的需求越來越大。螺母作為滾珠絲杠副的滾珠循環承載裝置,其滾道的精度對滾珠絲杠副的接觸剛性、摩擦特性、精度保持性等均有較大的影響[1]。
滾珠螺母的型面是由具備滾道法向設計截形的砂輪水平移動伴隨回轉加工所形成的三維螺旋曲面,滾道型面的滾道半徑、接觸角、偏心距等參數是螺母滾道型面研究的重點[2]。對于螺母的型面檢測,生產線上通常采用三針法測量螺母滾道中徑,檢測參數單一。由于螺母內部空間的局限性,在企業計量室內通常將它沿法向截面剖開,利用投影儀將圖像與樣板進行對比,判斷是否在允許誤差范圍內;或使用專用粗糙度輪廓儀沿法向滾道逐個進行接觸掃描,該方法需要專業人員安裝調整,難以滿足高效率的要求[3]。類似于滾珠螺母滾道,在對梯形螺紋等普通螺母的滾道測量中,2012年陳曼龍[4]采用垂直投影法對外螺紋進行測量,出現由螺旋升角造成的牙型失真現象,后期使用算法對遮擋點進行恢復,但效果欠佳。2011年,丁亮亮[5]設計了高精度單針接觸式輪廓儀測量螺紋,但其測量對象為普通螺紋,不存在法向和軸向測量的要求。2013年,Rao等人[6]使用工業照相機對內螺紋進行多角度成像,然后對獲取的影像完成多步驟的圖像處理,最終得到螺紋中徑等參數,但是該方法的測量精度受設備和測量環境的影響較大,且算法對幾何尺寸的圖像處理精度相對較低。2015年,要義勇等人[7]使用光纖伸入螺母內部完成對滾道的掃描,但該方法對于光纖頭部的角度有較高要求,且當螺母導程較大時,不可避免地發生傳感器與被測物的碰撞。2017年,王瑞等人[8]提出了相關的點激光檢測方法,但缺少滾道建模和完善的數據處理,對軸向數據直接擬合誤差較大,且沒有涉及系統誤差的標定補償。
對于激光測量過程的誤差研究,現階段主要為激光測量本身存在的原理性問題以及由激光測頭安裝產生的誤差影響,缺乏對滾珠螺母進行激光測量時系統誤差的分析。2007年王世峰等人[9]在測量普通螺紋時,分析了檢測系統中激光位移傳感器的測距范圍變化帶來的能量分布誤差,以及光柵尺的電信號頻率引起的測量誤差,但對系統誤差的分析較少。2007年,呂東方等人[10]提出了利用雙向傾斜掃描法去補償激光三角法測量時的誤差,但其測頭結構較大,無法適應小尺寸和大范圍型面的測量。2016年,張麗艷等人[11]研究了激光測量中測頭的安裝位置和姿態帶來的誤差,并提出了標定補償方法。
本文綜合對比前人的研究,提出了螺母滾道型面測量方法,并根據測量原理設計了針對滾珠螺母型面檢測的自動化裝置,同時建立了軸法向數據轉換的測量模型。在此基礎上,對直角棱鏡安裝誤差、偏移誤差、激光傾斜誤差等主要系統誤差進行了分析,還設計工裝對標準圓弧和實際的螺母進行測量,在準確性和重復性兩方面驗證了方案的可行性。
2 測量方案
2.1 基于點激光的非接觸測量方案
根據JB/T 17587.3-1998中對滾珠絲杠副的驗收條件,針對螺母滾道型面的檢測項目是其螺旋滾道的法向截形誤差[12]。在滾珠絲杠副實際的傳動中,滾珠同時與絲杠滾道和螺母滾道接觸,而滾道接觸部分的加工精度對產品的整體性能有重要影響,本文主要測量的部分為圖1中經過高精度磨削的螺母滾道。

圖1 測量對象(鋼球與絲杠、螺母滾道的接觸)
為了獲取完整的滾道輪廓,如圖2所示,采用激光三角結合直角棱鏡的測量方案。剛性連接傳感器與直角棱鏡,并保持直角棱鏡反射面與發射光線呈45°關系,使發射透鏡出射的激光經過鏡面反射后垂直射向內部滾道,經過滾道反射的光線會再次照射到鏡面,并反射回到接收透鏡。通過反射光線沿螺母軸向的移動掃描,得到滾道完整的軸向截面,再經過數據轉化,最終獲取滾道的法向型面參數。

圖2 螺母型面測量方案的傳感器布局

圖3 螺母型面檢測裝置
根據所提出的測量原理,設計的專用檢測裝置如圖3所示。在全局坐標系下,仿照三坐標測量儀結構,在底座上搭建龍門移動單元,固定待測件安裝單元,由螺母滾道測量單元、螺母外圓測量單元的移動完成測量。主要的傳動方式采用伺服電機驅動高精度滾珠絲杠副,運動部件由高精度直線導軌副搭載。3個伺服電機分別控制龍門移動單元沿X向移動,螺母滾道測量單元和螺母外徑測量單元沿Z向移動。由激光位移傳感器和直角棱鏡組成的螺母滾道測量單元,調節好Z軸高度和Y軸位置后伸入螺母內部沿軸向掃描滾道,螺母外圓測量單元對稱布置的兩個傳感器通過Z向移動完成螺母外徑部分的掃描,最終經過多傳感器數據融合處理獲得滾珠螺母的型面精度。
綜合考慮各種型號激光位移傳感器的量程和精度,本方案選擇基恩士高精度激光位移傳感器LK-H050完成對螺母滾道和外圓的輪廓測量,具體傳感器參數如表1所示。同時,在X軸安裝海德漢光柵尺記錄滾道測量單元移動的位置。

表1 激光傳感器參數
2.2 螺母滾道測量模型分析
本測量方案中,對螺母外徑的測量可以簡化為對圓棒的輪廓掃描,誤差較易控制,難點在于對螺旋滾道的測量。由于滾道的型面參數在法向平面內描述,軸向掃描螺母內滾道,無法直接得到法向截形,需要進行坐標的轉化。考慮到螺母內滾道與絲杠外滾道同為對稱哥特式圓弧螺旋滾道,為了方便描述,以絲杠外滾道為目標建立軸法向轉換模型。如圖4所示,以中間滾道為研究對象,b平面為軸向截面,a平面為以滾道最低點為旋轉中心旋轉后的法向截面,需要將b平面內的數據點轉化到a平面。

圖4 螺母滾道測量模型分析
2.3 螺母滾道測量數據處理


圖5 軸向滾道測量坐標轉換
建立全局笛卡爾坐標系O-XYZ,絲杠軸線與X軸重合,Z軸經過滾道最低點O′。以點A為例進行轉換分析,將激光位移傳感器和光柵尺測量得到的二維相對坐標點轉換到三維空間坐標系中,則經過A點(xA,yA,zA)的螺旋線方程可以表示為:
(1)
式中:λ為點A所屬螺旋線在此點對應的旋轉角(以X軸正向為基準,逆時針為正),Ph為絲杠導程。
軸向平面以滾道最低點為基準旋轉導程角后,得到法向平面,則該平面內的點坐標之間存在三角函數關系,將螺旋線的坐標點對應到法向平面,得:
(2)
式中:φ為導程角,對螺旋線方程的參數的限制范圍為即可得到與法向平面的唯一交點。
此轉換模型同樣適用于滾珠螺母滾道的數據處理,基于此坐標轉換,對軸向截面輪廓的測量提出了更高的要求,即滾道測量單元在掃描滾道之前,必須將它反射激光點的運動軌跡調整至經過螺母滾道最低點所在的軸線方向上。如果偏離此軸線,會產生激光偏移誤差,使得掃描所得的輪廓偏小,即使經過坐標轉化也無法得到真實的法向截形。在得到法向截面輪廓后,根據雙圓弧滾道的特點,利用滾道中心線分割左右滾道,再根據滾道倒角和底部溝槽形狀,設置分割線1和2,從而將滾道分為左右兩段,如圖6所示。

圖6 滾道法向截面
圖6中,滾珠與滾道在法向截面接觸,rL和rR為滾道左右圓弧半徑,αL和αR為滾珠與滾道左右圓弧的接觸角,e為軸向偏心距,h為徑向偏心距,Dw為滾珠直徑,Dm為滾道中徑。
然后采用最小二乘法擬合圓弧:
f(xc,zc,r)=
(3)
式中:(xsi,zsi)為經過轉換的左右滾道輪廓數據,i=1,2,…n,n為數據點的個數,(xc,yc)為經過擬合的圓心,r為擬合半徑。同時,對圓弧數據點進行去噪點處理,將距離圓心較遠的點認定為噪點,即有:
(4)
式中:(x′,z′)為噪點坐標,c為設定距離閾值。將式(3)計算出的圓心和半徑代入式(4),設定閾值后去除圓弧上到圓心距離大的噪點,并重新利用式(3)擬合圓弧,得到相關參數。
結合目前工廠執行的抽樣檢測標準,對單個滾珠螺母內滾道檢測項目為其法向截面誤差,不同精度等級下允差值如表2所示。

表2 檢測指標允差
可以看出,對1、2級和3、4級滾珠絲杠副的螺母其法向截面允差分別為12m和16m,相關的檢測方法精度需要在允差范圍內。
3 誤差分析
根據以上分析,法向截面經過擬合可以得到型面參數,但要保證測量數據的準確性,即將滾道測量單元調整至與螺母中軸線在同一垂直平面,且要保證反射激光垂直水平面照射到滾道上。直角棱鏡的安裝、激光照射位置、激光與被測物表面的角度,以及一些其他因素,都會對測量數據產生影響,下面對主要的系統誤差進行分析。
3.1 直角棱鏡安裝誤差分析
3.1.1 平移誤差
直角棱鏡的安裝位置決定了激光照射的距離。如圖7所示,當棱鏡沿著X方向移動ΔX距離時,會使光線沿相應方向產生等距位移,相當于棱鏡沿軸向的前后移動,不會對得到的輪廓圖像產生影響;當棱鏡沿著Z方向移動ΔZ距離時,會使光線沿相應方向產生等距位移,會改變激光的成像距離,只要保證在量程范圍內移動且不與螺母內壁碰撞,不會對輪廓圖像產生影響。

圖7 直角棱鏡平移誤差
當棱鏡沿著Y方向移動ΔY距離時,會改變激光照射在直角棱鏡反射面上的位置,為了保證經滾道反射的光線可以更多地射入傳感器的感光元件上,要保證入射激光盡量照射在棱鏡邊緣,否則會對測量點的數據產生影響。
3.1.2 轉角誤差
直角棱鏡的安裝角度決定了激光照射的角度,會對測量結果產生影響。當直角棱鏡繞著X軸轉過角度α,如圖8所示,此時實際測量值會偏大,實際距離Laα與理論距離Ltα的關系為:
(5)

圖8 直角棱鏡轉角誤差(繞X軸)
當直角棱鏡繞著Y軸轉過角度β,如圖9所示,也相當于傳感器存在轉角誤差,實際距離Laβ與理論距離Ltβ的關系為:
(6)
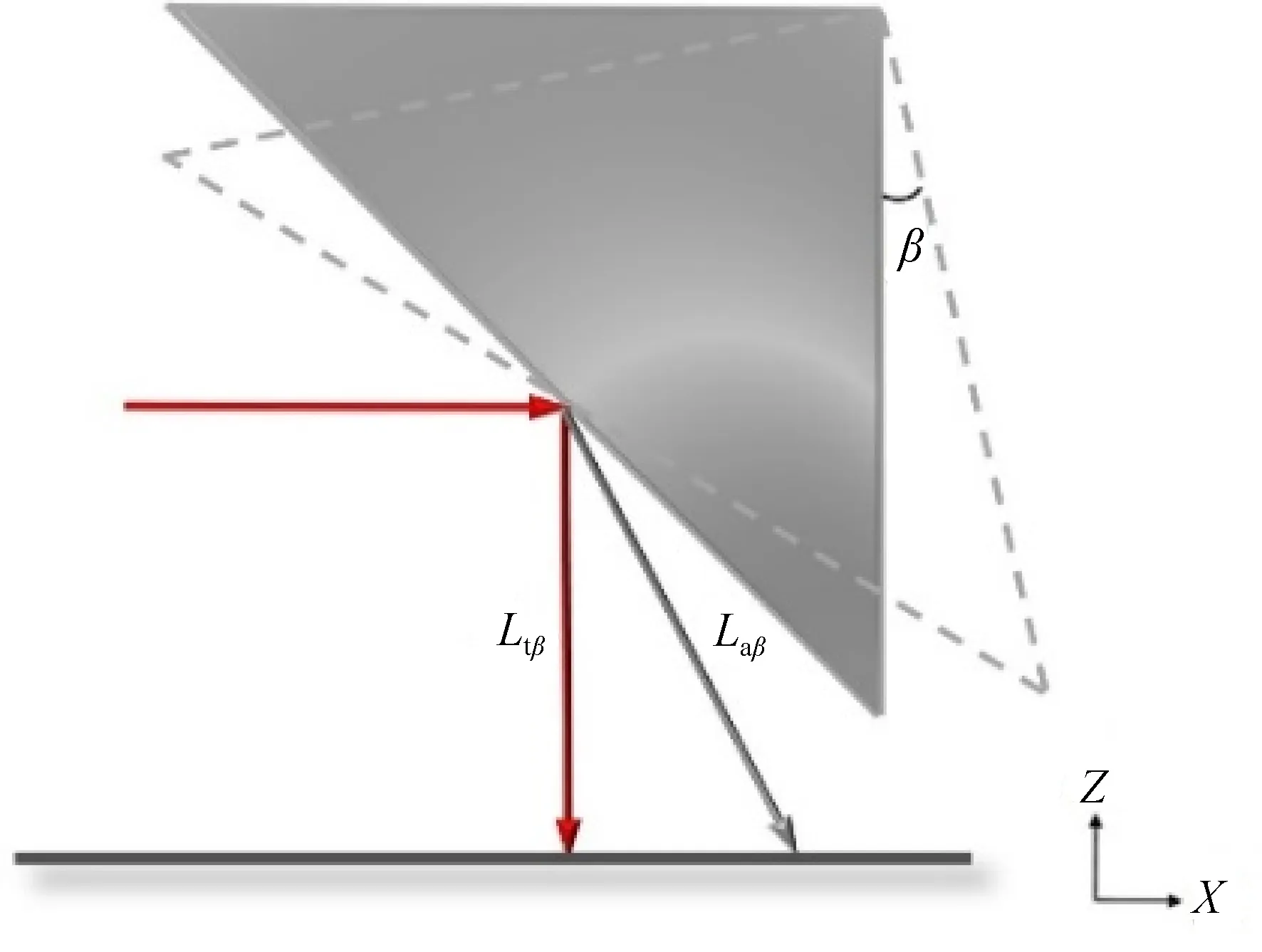
圖9 直角棱鏡轉角誤差(繞Y軸)
當直角棱鏡繞著Z軸旋轉時,不會影響到光線照射到滾道面的距離,不會影響測量結果。
3.2 激光偏移誤差分析
為了保證激光掃描的輪廓為軸向滾道截面,本測量方案要求激光照射點在螺母上的移動軌跡與螺母的中軸線都處于XOZ平面內。當滾道測量單元未能調整至合適位置,經過直角棱鏡的反射光線會發生偏移,如圖10所示。考慮到螺母滾道為三維螺旋結構,偏移后掃描得到的圖像雖形狀相似,但尺寸相差較大,沒有實際意義。

圖10 激光偏移誤差
3.3 激光傾斜誤差分析
3.3.1 激光傾斜照射模型建立
三角反射式激光位移傳感器的測量原理是發射激光與物體表面保持垂直,此時接收光線可以全部返回接收透鏡。如果發射光線與物體表面存在夾角,傳感器接收透鏡無法全部接收反射光線的能量,會改變感光元件上光斑所處的空間位置,而其內部的測量算法是計算光能質心的變化,使得測量值和實際值可能產生偏差[13]。
為了便于分析測量過程,對測量單元和激光的位置關系進行簡化,將螺母滾道視為圓柱形曲面。激光在沿著軸向豎直掃描圓柱曲面的過程中,激光與滾道面的夾角在不斷變化,因此假想出傾角時刻變化的平面作為圓柱面的切平面。還原實際測量過程,如圖11所示,激光垂直于水平面掃描,當光線照射到圓柱面側輪廓時,在照射點處圓柱的切平面可以近似看作垂直面。隨著光線向圓柱面中心移動,照射點處圓柱的切平面與水平面的夾角γ在90°~0°內不斷變化,對應的,光線與圓柱表面的夾角θ也在0°~90°內變化。

圖11 光線傾斜模型
考慮到實際的螺母滾道并非完整圓柱輪廓,不存在接觸點切平面近乎與水平面垂直的情況,可避免光線大幅度散射。在通常情況下,光線與切平面的夾角可以保證接收透鏡中入射的光能量,即光的能量中心的偏移程度很小,測量值與真實值較為接近。
3.3.2 照射表面的傾斜角分析
為了準確分析入射光線與被測物表面的夾角,需求出入射光線的方向向量,以及照射點所處單位曲面的法向量,對兩個向量求向量積得到夾角。由于被測表面可視為圓柱形表面,且測量方式為激光沿直線掃描,選取圓柱表面上一微小曲面,對所研究入射點沿激光移動方向前后各取一個點,平行圓柱軸線方向前后各取一個點,組成十字形五點形式,如圖12所示。

圖12 圓柱表面5點分布
在圓柱曲面上分布有十字式相交曲線,過P0,P1,P2的曲線和過P3,P1,P4的兩條曲線相交于P1,其交點處的法向量可通過u方向切向量和w方向切向量求外積獲得[14]。在十字形五點組成的曲面上,通過3個點的Bezier曲線可以表示為:
P(u)=(1-u)2B0+2u(1-u)B1+u2B2,
(7)

求Bezier曲線的切線,對其表達式進行微分,得到:
(8)

(9)
(10)

(11)
通過掃描曲面后的數據處理,可以得到在曲線上3個點的坐標,代入式(11)求出Bezier曲線所含的參數和表達式,進一步得到該曲線在中心點處的方向向量。結合圓柱曲面的軸線方向坐標,求出過P3,P1,P4點的曲線在中心點處的方向向量,從而通過兩向量的外積得到該微小曲面在中心點處的法向量n。考慮實際測量過程,入射光線的角度可以根據傳感器的位姿標定得到,通過以上分析求解出入射光線與被測物表面的傾斜角。通過入射光線的移動,求解出入射光線在不同位置時與被測物表面的傾斜角,從而可以分析傾斜角的變化趨勢。
3.4 其他誤差分析
除了以上的主要系統誤差外,還存在一些隨機誤差。測量環境的光照、溫度,傳感器發射光強及它到物體的距離導致的激光光點直徑的變化,被測物的表面粗糙度和光澤、表面顏色等都會對測量結果產生影響,應盡量在調試階段加以控制[15-16]。
4 試 驗
在檢測的實際案例中,利用激光進行螺紋精密測量的應用較多,但研究對象大多為常見的普通螺紋和管螺紋,它們在幾何形狀和加工精度要求等方面與滾珠螺母滾道差別較大。為了驗證所提出的測量方案,本文設計相關試驗對利用激光掃描螺母滾道的檢測精度進行驗證。
4.1 試驗裝置
為了實現螺母滾道型面測量裝置的運動關系,按照提出的測量方案開展預實驗,設計的試驗工裝如圖13(a)所示。實驗工裝由二維手動平移臺、傳感器安裝架、棱鏡安裝架及直角棱鏡等組成;二維手動平移臺可使滾道測量單元在Y,Z方向移動以實現位置調節,將該測試工裝安裝在移動測量平臺上,如圖13(b)所示,可以實現滾道測量單元X方向的掃描。移動測量平臺下方布置有直線光柵尺,以得到移動測量平臺準確的位移信息。
試驗前,對螺母導程角進行標定,根據“三針法”原理,測出置于滾道中的鋼球到外壁基準面的距離Dbo、鋼球直徑Db及螺母外徑Do,即可求出螺母的中徑,進而求出螺母滾道的螺旋角。螺母中徑的計算公式為:
Dm=Do-2×Dbo+Db.
(12)


圖13 螺母滾道型面測量試驗裝置

圖14 螺母中徑測量原圖
螺母安裝基座由V型塊和高度調節平板組成,將螺母安裝基座置于床身的平V軌上,使用千分表調節安裝基座直線度,以保證螺母軸線與移動測量平臺平行。將通過法蘭面定位的螺母固定于V型塊上,選擇適合滾道尺寸的鋼球放置于靠近法蘭面的滾道上,此時鋼球會在自身重力的影響下在滾道上來回滑動,最終穩定在XOZ平面上,接下來對系統誤差進行校準。
為了盡可能減小直角棱鏡的轉角誤差,對棱鏡的安裝板進行高精磨削提高平面度,以保證它繞X軸旋轉的安裝精度;激光照射直角棱鏡面,通過調節它繞Y軸旋轉,當測距值為最小時激光為垂直照射狀態,可保證繞Y軸旋轉方向的安裝精度。調整好直角棱鏡轉角誤差后,通過二維手動平移臺調節裝置沿Y軸方向移動,掃描標準鋼球的輪廓。由于鋼球中心處在XOZ平面上,當掃描鋼球截面的測距值為最小時,光線正好處于XOZ平面,此時固定平移臺位置,可保證激光沿Y軸方向的安裝精度,以減小偏移誤差。
以上校準需要重復3次,以保證測量數據真實可靠。
4.2 準確性試驗
由于螺母滾道的檢測方法不完善,難以找到經認定具有標準尺寸的螺旋滾道。為了驗證本方案測量圓弧輪廓的準確性,利用激光掃描高精度鋼球的最大圓輪廓和高精度圓槽的內輪廓。標準鋼球為凸形輪廓,圓槽為凹形輪廓,可以全面反映該測量方案掃描圓弧輪廓的精度。
本測量方案中對結果影響較大的系統誤差是直角棱鏡的轉角誤差和激光偏移誤差,考慮到鋼球形狀規則,激光掃描角度和軌跡不同會得到不同的結果,因此對誤差校準前后鋼球的測量結果進行分析。將經過光學標定的φ22.235 mm的鋼球放置于V型塊上,將激光移動到鋼球上進行掃描測量;測量完成后,按照3.1中所述對系統誤差進行校準,再次掃描鋼球輪廓,各測量8次,經過擬合得到圓弧后對測量結果進行分析,擬合結果對比如圖15所示。
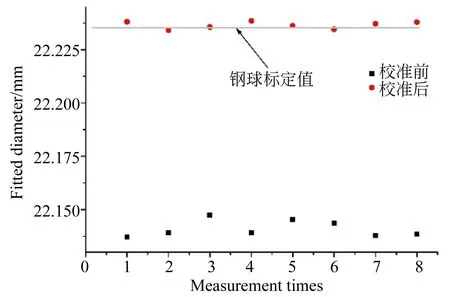
圖15 誤差校準前后鋼球測量比較
根據數據分析可以得出,誤差校準前的均值為22.141 1 mm,標準偏差為0.003 6 mm;誤差校準后的均值為22.236 5 mm,標準偏差為0.001 5 mm,誤差校準之后測量值更加接近真實值,且結果更加穩定,測量精度有明顯提高。誤差校準前的測量結果偏小,可能是實際測量軌跡與中軸線偏離,使得測量軌跡并非最大圓輪廓所致。
同時,將經過標定的直徑為20.004 mm的圓槽工件放置于工作臺,調整合適后測量8次,經過擬合圓弧得到圓槽直徑。

表3 準確性試驗結果
以上計算標準偏差的公式為:
(13)

比較擬合直徑與標準直徑,結果如表3所示。標準鋼球直徑的平均值為22.236 5 mm,標準偏差為1.5m;標準圓槽直徑的平均值為20.007 1 mm,標準偏差為2.2m。根據測量值,結合被測件標定尺寸可以得出,利用設計工裝測量鋼球時的偏差為1.5m,測量圓槽時的偏差為3.1m。測量標準圓槽的數據波動較大,可能由于表面加工精度所致。

圖16 鋼球和圓槽測量圖像
由圖16可以看出,鋼球輪廓圖像正常,圓槽輪廓圖像右側有一段缺失,可能是由于入射光線在該段傾斜角度大導致傳感器感光元件接收到的漫反射光線較弱,造成該段圖像丟失,經過該段后,圖像又恢復正常。這也反映出點激光測量中常見的入射角度問題,圖像缺失使得擬合點減少,可能會影響圓弧的擬合精度,最終產生測量誤差。
4.3 螺母滾道測量應用
基于上述理論驗證,激光測量圓弧輪廓具有可行性。對國內某廠家生產的R40-10型滾珠絲杠配套螺母的滾道進行測量,將它固定在V型塊上,經過調試準備后,通過氣浮移動試驗臺搭載試驗工裝以5 mm/min的速度掃描螺母滾道,得到的圖像如圖17所示。
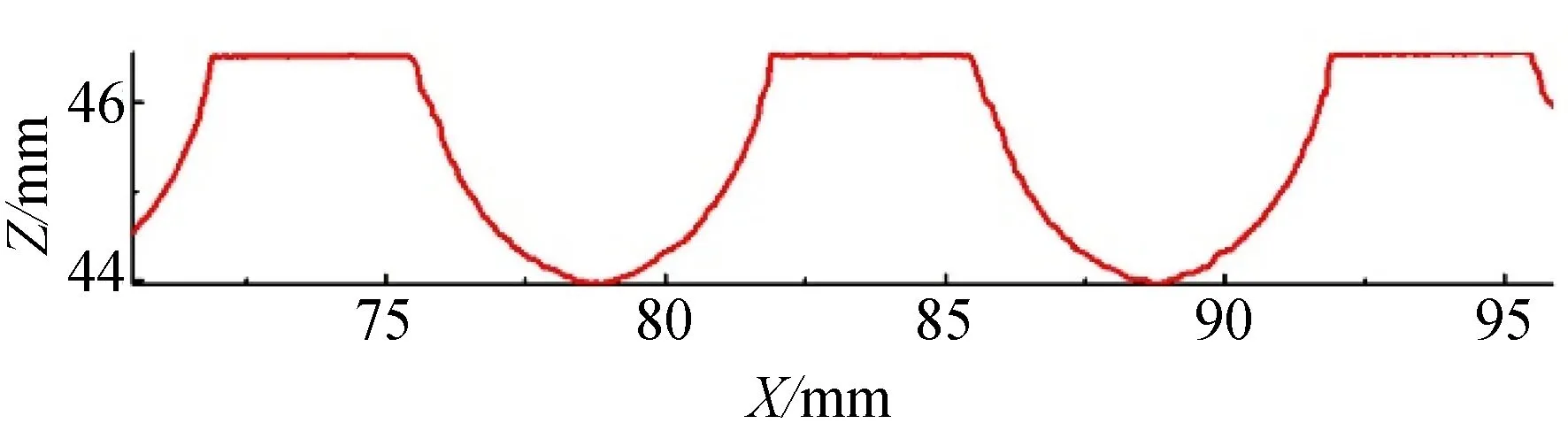
圖17 螺母滾道測量圖像
對滾道數據點完成預處理、坐標轉換、圖像分割和圓弧擬合,得到左右圓弧半徑和圓心坐標。重復測量5次,對測量數據的范圍、均值和標準偏差進行分析,結果如表4所示。

表4 螺母滾道測量結果
經過計算分析對比,被測螺母左右滾道圓弧半徑的平均值分別為3.535 9 mm和3.499 4 mm,可以看出左右滾道數據在對稱性上存在問題;左右滾道圓弧半徑的標準偏差分別為2.4m和1.8m,標準偏差反映了測量數據的重復性,綜合測量結果和圖17可以得出,利用直角棱鏡反射激光測量的滾道數據存在一定程度的波動,這與測量單元的行走精度有關。
5 結 論
本文建立了螺母內滾道的軸法向測量轉換模型,并對滾珠螺母型面激光測量方案中的誤差進行分析,通過調整直角棱鏡和激光光路對鋼球外輪廓進行測量,結果表明誤差校準后的測量精度明顯提高,結合掃描圓槽的試驗驗證激光測量圓弧輪廓的誤差在3.1m以內,對螺母滾道的掃描圖像完整有效,總體精度滿足螺母滾道型面的測量要求。與傳統的測量單個滾道法向截面對比,本檢測方案能夠一次性獲得全部滾道的軸向截面,經過數據處理得到法向型面參數,操作難度小,檢測效率高,但該方案的數據穩定性還有待提高。該方法還可以應用到螺桿、轉子等其他零部件的輪廓測量,具有一定的推廣價值。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
