響應面優化廢棄ABS鍍件退鍍工藝研究*
2020-03-06 12:23:16邱俊霖梅銳明鄭燕妮麥雪瑩穆筱梅
廣州化工 2020年3期
邱俊霖,容 新,梅銳明,鄭燕妮,麥雪瑩,穆筱梅
(仲愷農業工程學院化學化工學院,廣東 廣州 510408)
ABS塑料表面覆蓋的一層金屬之后,不但具有金屬質感和光澤,而且使用壽命會大幅度延長,因此近幾十年來,塑料電鍍行業發展迅速,塑料電鍍制品的種類呈直線上升[1]。但是廢舊ABS如果不加以有效地回收,會影響生態環境,污染了土壤和水資源,危害人類身體健康。另一方面還浪費資源,損失了大量的塑料和重金屬。因此合理地回收廢舊ABS電鍍件,可以很大程度上緩解了生態環境被破壞的危機,又能夠充分地利用這些廢舊ABS電鍍件,節省工業生產的成本。
本文探討采用硫酸和過氧化氫混合液對廢舊ABS電鍍件進行退鍍處理。為進一步的回收ABS和金屬進一步提供工藝基礎。
1 實 驗
1.1 試劑與儀器
ABS塑料鍍件(外徑10 mm,長80 mm的小段);硫酸,天津市大茂化學試劑廠;過氧化氫,天津市大茂化學試劑廠;GZX-9140MBE數顯攪拌水浴鍋,深圳市瑞鑫達儀器有限公司;HH-W600數顯鼓風干燥箱,邦西儀器科技有限公司。
1.2 實驗方法
1.2.1 單因素實驗
配制不同濃度的硫酸和過氧化氫溶液混合,與ABS電鍍件以不同的液固比在不同時間下混合退鍍。退鍍結束后,取出電鍍件洗干凈,干燥稱重。按照下式計算退鍍率。
上式中r為退鍍率,M1為廢ABS電鍍件的初始質量,M2為廢ABS電鍍件浸泡某段時間后的質量,M3為完全退鍍后的質量。
1.2.2 響應面法實驗設計
根據單因素實驗結果設計響應面實驗,實驗安排如表1所示,并用Design-Expert (8.0.6版本)對實驗結果進行分析。
2 結果與討論
2.1 硫酸濃度對退鍍率的影響
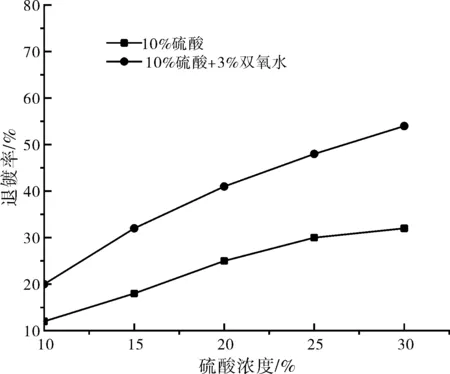
圖1 硫酸濃度對退鍍率的影響Fig.1 Effect of sulfuric acid concentration on deplating rate
在液固比為10:1,在室溫下浸泡退鍍1 h。實驗結果從圖1可以看出,當硫酸濃度從10%增加到30%,退鍍率逐漸從12%增加到增32%,但是硫酸濃度超過20%,將釋放二氧化硫氣體,甚至會燒蝕ABS塑料表面,影響二次回收,所以硫酸濃度不宜過高,比較適宜的硫酸濃度為15%。當在硫酸退鍍液中加入3%的雙氧水后,退鍍率明顯增加,10%濃度的硫酸溶液的退鍍率從12%增加到20%,30%濃度的硫酸溶液的退鍍率從32%增加到54%,雙氧水對硫酸的退鍍有很大的促進作用。
2.2 過氧化氫濃度和時間對退鍍率的影響

圖2 過氧化氫濃度對退鍍率的影響Fig.2 Effect of hydrogen peroxide concentration on deplating rate
在液固比為10:1,10%的的硫酸和不同濃度的雙氧水混合在室溫下浸泡退鍍。結果從圖2可以看出,在相同的時間內,過氧化氫濃度越高,退鍍率越高,在過氧化氫濃度低于4%時,退鍍率增加較多。過氧化氫濃度為2%增加到4%時,1 h退鍍率從45.6%增加到65%。但是當過氧化氫濃度超過4%,增長幅度減緩,過氧化氫濃度為6%,退鍍率為75.1%,并且當過氧化氫濃度過高時,比較容易揮發,所以過氧化氫濃度不宜過高,應該低于6%。
同時,從圖2可以看到,退鍍率隨著退鍍時間的增加而增加,但是時間超過1.5 h,退鍍率增加緩慢。
2.3 液固比對退鍍率的影響
在10%的硫酸和2%的雙氧水混合液在室溫下以不同料液比浸泡1 h退鍍,結果從圖3可以看出,液固比越大,退鍍率越高。當液固比為5~6時,溶液沒有能夠完全將ABS電鍍件完全浸沒,所以退鍍率較低,僅達50%。當液固比從大于7時,退鍍率增長幅度減緩。所以液固比控制在7到10之間。
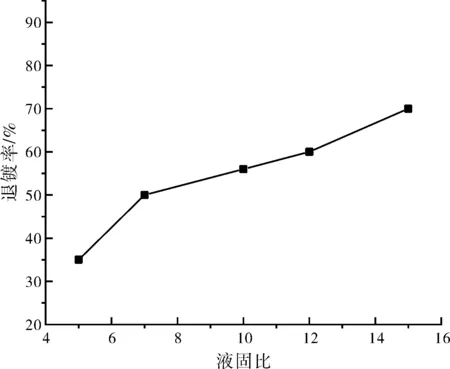
圖3 液固比對退鍍率的影響Fig.3 Effect of liquid-solid ratio on deplating rate
2.4 響應面實驗設計結果
在單因素實驗的基礎上,以雙氧水和硫酸濃度,液固比和時間為主要影響因素,退鍍率為響應值設計實驗,實驗結果如表1 所示。
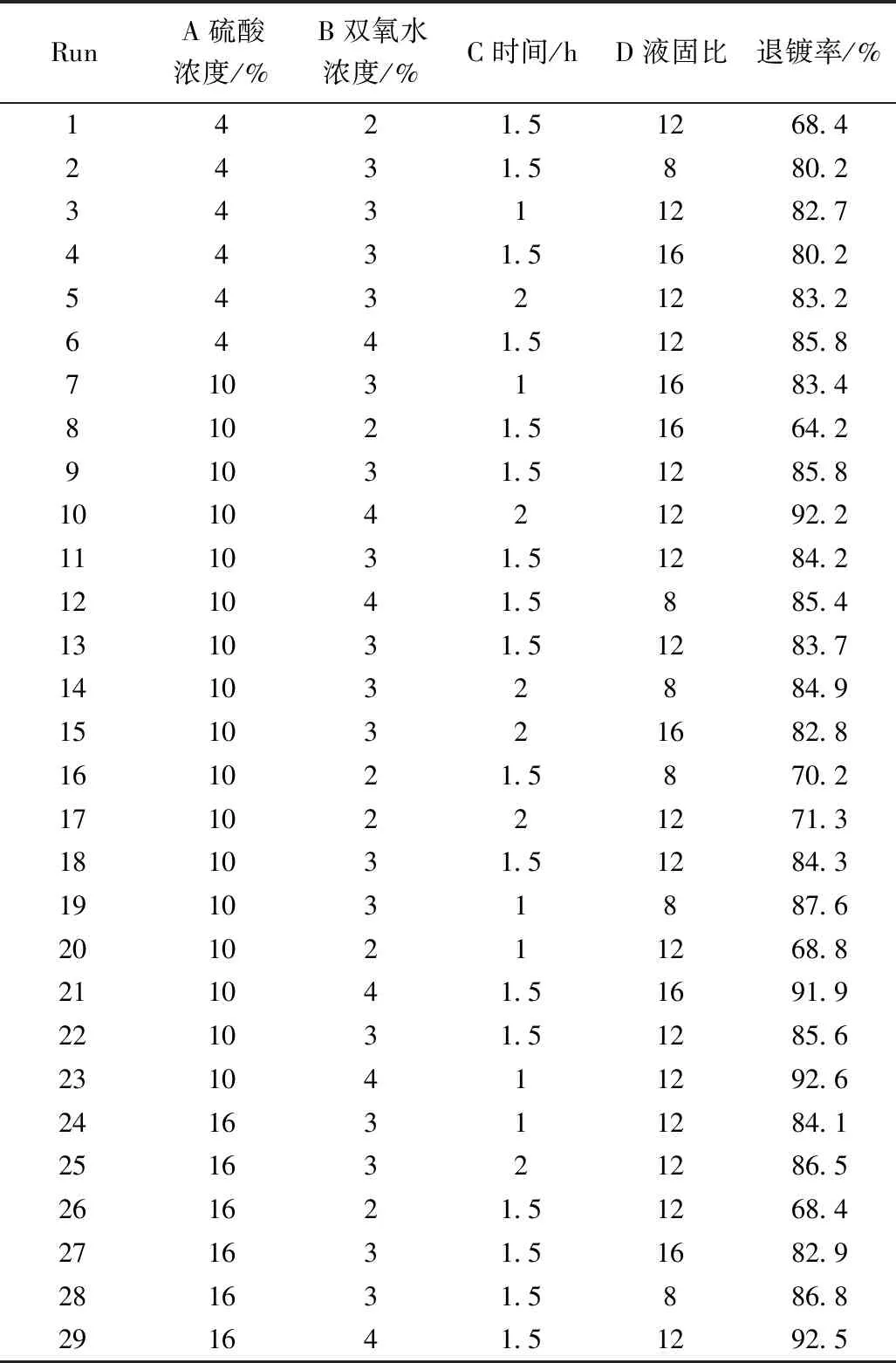
表1 響應面實驗設計及結果

表2 回歸方程的方差分析
注:p若小于0.05表示差異顯著,標注為*,若p小于0.01表示差異很顯著,標注為**。
用Design-Expert(8.0.6版本)對試驗結果進行分析,得到多元回歸擬合方程:
Y=33.96+0.36A+30.40B-13.43C-0.528D+0.28AB+0.16AC-0.04×10-3AD-1.45BC+0.78BD+0.26CD-0.03A2-4.94B2+4.44C2+0.08×10-3D2

在該模型中,回歸系數的顯著性檢驗表明硫酸和雙氧水濃度對退鍍率影響很大,料液比對實驗結果有一定的影響。四個因素的影響次序是:雙氧水濃度>硫酸濃度>料液比 >時間。有顯著影響因素的響應面如圖4~圖6所示。響應面是響應值對對個實驗因素所構成的三維空間曲線。因素影響越顯著,曲面弧度就越大,兩個因素交互作用顯著,等高線就是橢圓形。
由圖4可見,當硫酸濃度(A)和雙氧水濃度(B)分別向峰值移動,隨著硫酸和雙氧水濃度的增加,退鍍率也不斷增加。雙氧水濃度(B)方向的等高線密度明顯高于硫酸濃度(A)方向的等高線密度,說明雙氧水濃度對退鍍率影響大。

圖4 Y(A,B)響應面Fig.4 Y(A,B) response surface
由圖5可見,當硫酸濃度(A)和料液比(D)分別向峰值移動,隨著硫酸濃度的增加,料液比的降低,退鍍率也不斷增加。硫酸濃度(A)方向的等高線密度明顯高于料液比(D)方向的等高線密度,說明硫酸濃度對退鍍率影響大。
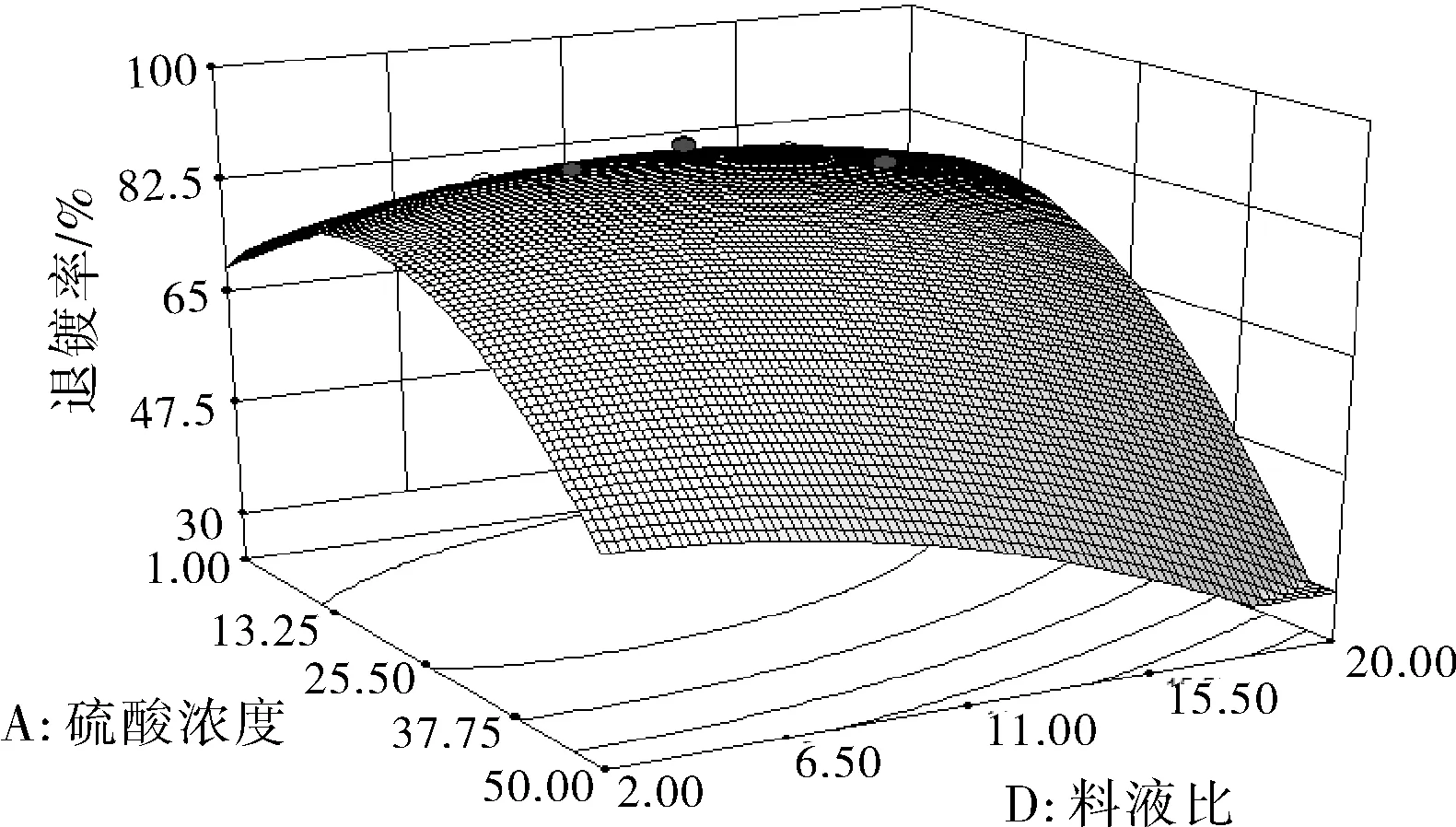
圖5 Y(A,D)響應面Fig.5 Y(A,D) response surface
由圖6可見,當雙氧水濃度(B)和料液比(D)分別向峰值移動,隨著雙氧水濃度和料液比的增加,退鍍率也不斷增加。等高線近似橢圓形,說明二者的交互作用對退鍍率影響大。
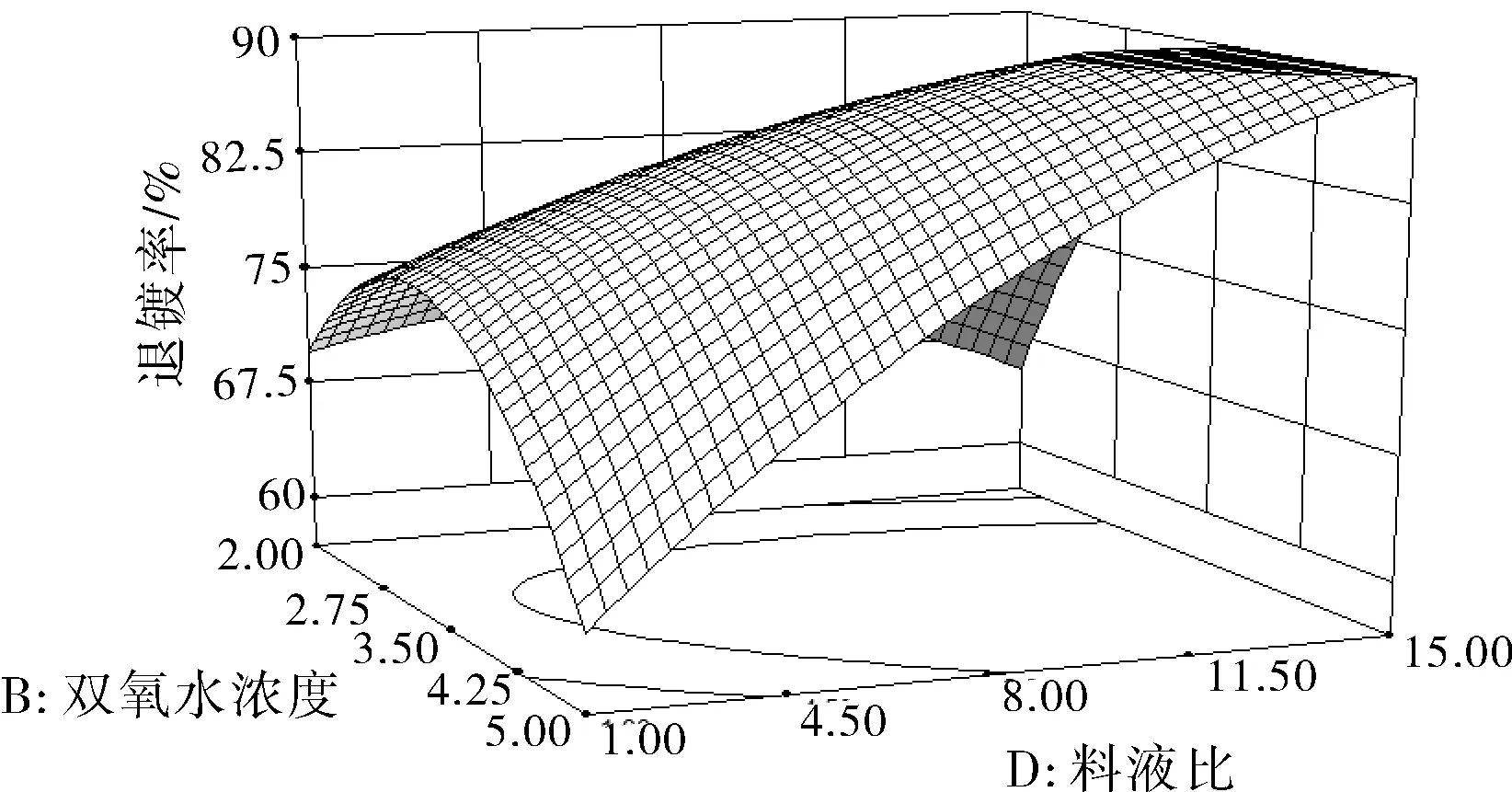
圖6 Y(B,D)響應面Fig.6 Y(B,D)response surface
2.5 最佳實驗預測與驗證
通過Design-Expert(8.0.6版本)軟件進行數據分析,得到最佳的退鍍條件是:硫酸濃度(A)為16%,雙氧水濃度(B)位4%,時間(C)為2 h,液固比(D)為14.75,預計退鍍率為94.4%。
按照響應面得到的最佳工藝條件進行退鍍實驗,得到的退鍍率為94.25%,與預測值很接近。說明模型可靠。
3 結 論
采用硫酸-雙氧水混合液對廢棄ABS進行退鍍,在單因素
試驗的基礎上,通過響應面實驗設計優化工藝條件。結果表明,在硫酸濃度、雙氧水濃度、浸泡溫度和液固比四個因素中,對影響次序為過氧化氫濃度>硫酸濃度>液固比>時間,硫酸濃度與液固比的交互作用影響顯著,最佳的退鍍條件是:硫酸濃度(A)為16%,雙氧水濃度(B)位4%,時間(C)為2 h,液固比(D)為14.75,在此工藝條件想退鍍率為94.4%。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
當代陜西(2021年2期)2021-03-29 07:41:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
媽媽寶寶(2017年3期)2017-02-21 01:22:28
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38