漸縮型氣動噴砂噴嘴沖蝕模擬分析
2020-02-24 07:35:40王衛強
科學技術與工程 2020年1期
王 博, 徐 鑫, 王衛強
(遼寧石油化工大學石油天然氣工程學院,撫順 113001)
集輸管道表面經常會出現銹斑、污垢等現象,為了解決這一現象,石化行業廣泛采用涂層防護工藝,然而管道表面的光亮程度及表面粗糙度嚴重影響防護工藝的質量[1]。因此,許多表面處理工藝應運而生,如化學試劑清洗、機械拋丸、磨料射流等[2]。同上述幾種方法相比,氣動噴砂具有拋光度高、粗糙度易控制、內孔清潔度達標等優點;同時,在相同條件下,氣動噴砂裝置使用成本遠低于其他幾種方式。在氣動噴砂系統中,噴嘴將氣動流體的壓力內能轉化為速度動能,使砂粒在高速氣流的攜帶作用下噴射到構件表面,達到表面清洗的目的。噴嘴結構的穩定性直接影響噴射的效率,但噴砂顆粒流經噴嘴會對自身內壁面造成嚴重的沖蝕磨損,降低裝置的使用效率。目前對噴射器的研究主要集中在氣動噴砂裝置內流場分析及顆粒軌跡探索,如學者賈光政等[3]運用CFD軟件模擬了顆粒在收縮型噴嘴中的運動軌跡,計算了不同粒徑流經噴嘴前后的動量變化量;王金東等[4]運用Euler-Lagrange法,對不同運行工況下的氣固兩相內流場進行了數值模擬,得到了氣動流體的運動規律;李晶等[5]利用試驗優化方法,對304不銹鋼在不同參數下的表面潤濕性能進行了分析,并運用聚焦顯微鏡對結果進行了觀察;王金東等[6]通過改變噴嘴的直徑對噴嘴內部氣固兩相流場進行了仿真模擬,得到了壓力及速度的分布情況及顆粒撞擊壁面的主要位置。針對氣動噴射器自身沖蝕磨損的研究鮮有報道。因此,以漸縮型氣動噴砂噴嘴為研究對象,運用CFD軟件對噴嘴內流場分布及顆粒運動特性進行模擬分析,進而得到噴嘴的沖蝕規律及影響因素。
1 基本假設
(1)設定噴射流體為理想流體,流體遵循絕熱流動基本方程。
(2)噴砂顆粒為球形,密度相同,表面光滑。
(3)噴砂顆粒總體積分數小于噴射裝置總體積的10%,可作為離散相處理。
(4)忽略噴射顆粒對流體的反向作用力及顆粒與顆粒之間的相互碰撞。
(5)只考慮連續相流體對離散相顆粒的阻力作用,忽略Saffman升力、Basset力及重力等影響。
2 數學模型
2.1 湍流模型
壓縮氣體為理想氣體,噴嘴內流體流動速度較快,流態為湍流,因此,建立流動湍流模型。噴嘴內流場并未出現漩渦流動,流動介質黏度較小。因此,選用Launder和Spalding于1972年提出的標準k-ε湍流模型[7]。標準k-ε模型中,k和ε是兩個基本的未知量,與之相對應的輸運方程為
k方程:
Gk+Gb-ρε-YM
(1)
ε方程:

(2)
式中:ρ為流體密度,kg·m-3;k為湍動能;ε為湍動能耗散率;μt為湍動黏度;Gk為平均速度產生的湍動動能;Gb為浮力產生的湍動動能;YM為湍流脈動擴張引起的貢獻;σk、σε分別為k、ε對應的普朗特數;C1ε、C2ε、C3ε為經驗常數。根據文獻[8]實驗平臺測得的實驗數據,取值分別為σk=1.0,σε=1.3,C1ε=1.44,C2ε=1.92,C3ε=0.09。
2.2 顆粒運動模型
對于氣動噴砂兩相流場,固體顆粒體積分數較小,可作為離散相處理,認為顆粒只受Stokes阻力的作用,忽略顆粒間的相互碰撞及剪切應力等所產生的影響[9]。根據牛頓第二定律,單位質量固體顆粒在氣動阻力作用下的運動方程為
(3)
(4)
(5)
(6)
式中:FD為阻尼系數;u為氣體流速,m·s-1;up為顆粒流速,m·s-1;CD為阻力因子;Re為相對雷諾數;ρp為顆粒密度,kg·m-3;μ為流體動力黏度,Pa·s;dp為固體顆粒的粒徑,mm;對于球形顆粒,在一定雷諾數范圍內,a1、a2、a3為常數[10]。
2.3 沖蝕模型
采用Fluent中定義的沖蝕模型[11]對氣動噴砂噴嘴進行模擬計算。沖蝕速率計算公式為
(7)
式(7)中:mp為顆粒質量,kg;C(dp)為顆粒粒徑函數[11],取C(dp)=1.8×10-9;v為顆粒相對速度,m·s-1;b(v)為相對速度函數[12],取b(v)=2.6;Aface為壁面面積,m2;α為沖擊角度,rad;f(α)為沖擊角函數,采用分段線性函數進行擬合[13]。
f(α)=
(8)
2.4 流固耦合
氣相采用標準k-ε湍流模型;固相采用拉格朗日法(Lagrange)進行軌跡跟蹤。由基本假設可知,氣體為連續相,噴射顆粒為離散相,相間耦合求解過程如圖1所示。
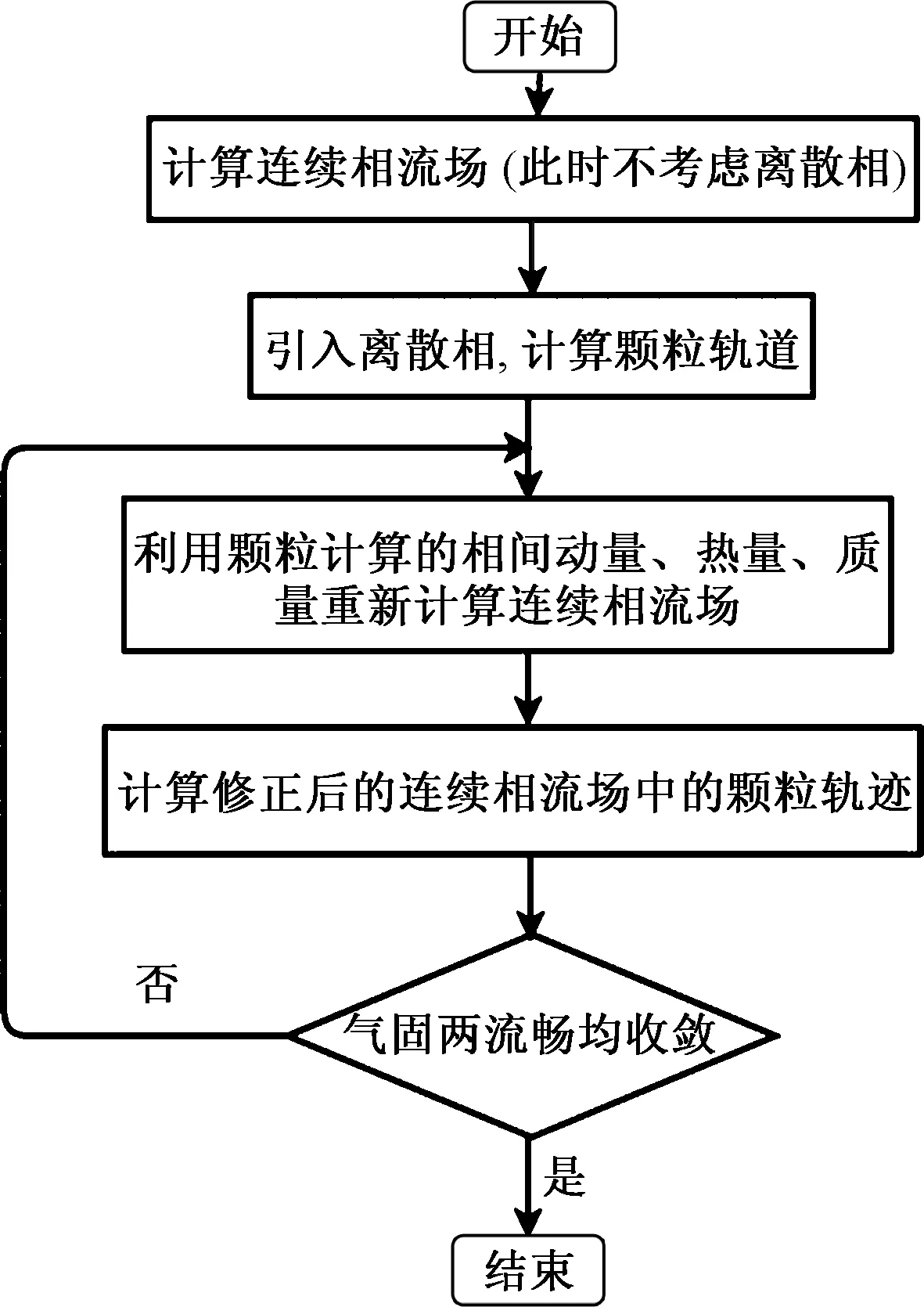
圖1 氣固耦合流程示意圖Fig.1 Flow chart of gas-solid phases coupling
3 計算域及網格劃分
3.1 計算域
計算域為噴嘴內流場,考慮到流場的對稱特性,取軸對稱流場進行分析,計算域模型如圖2所示。
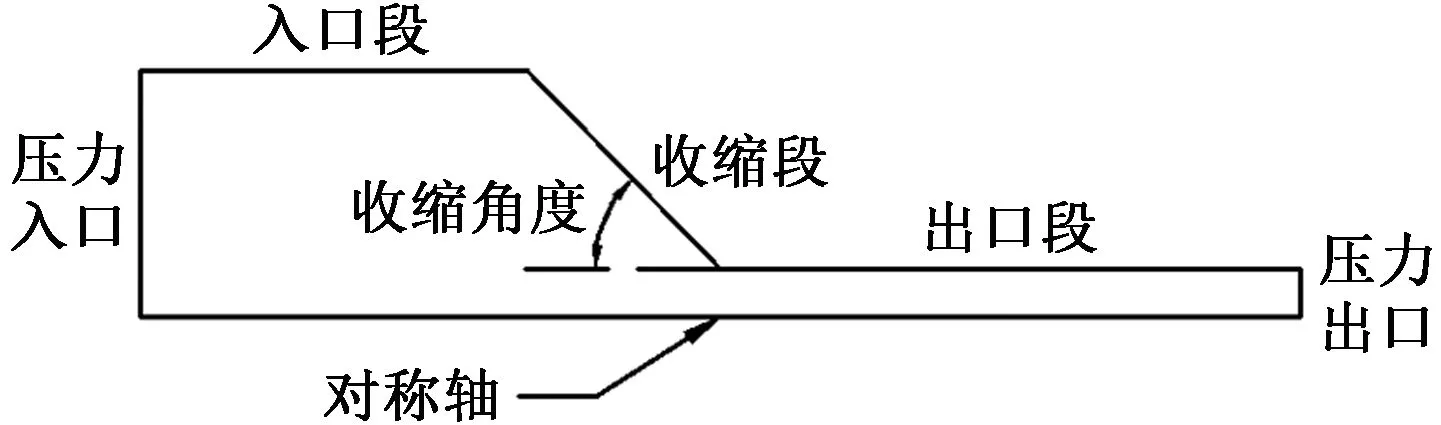
圖2 計算域Fig.2 Computational domain
設定噴嘴入口為壓力入口,壁面為無滑移絕熱標準壁面,噴嘴出口為壓力出口;入口處離散相顆粒均勻分布,速度沿軸向方向,入口及出口處設定escape條件,壁面設置reflect條件。
3.2 網格劃分
運用ANSYS ICEM對漸縮型噴嘴進行結構化網格劃分,由于噴嘴近壁面流動較劇烈,因此壁面附近設置4層膨脹層并且局部位置進行加密處理;通過對網格進行無關性檢驗,最終確定漸縮型噴嘴二維網格總數為15 335,具體網格劃分如圖3所示。
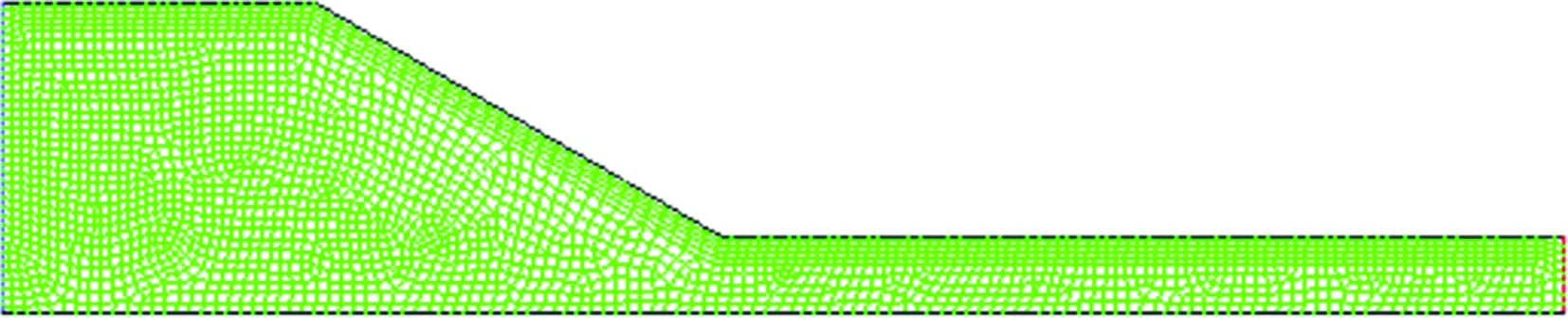
圖3 網格劃分Fig.3 Gridding
4 仿真結果及分析
設定噴嘴入口半徑為20 mm,出口半徑為5 mm;入口總壓為6.01×105Pa,出口壓力為1.01×105Pa;流體為天然氣,密度為0.667 9 kg/m3,顆粒材質為石英砂石,密度為2 650 kg/m3[14]。
4.1 流場分析
選取收縮角為30°的漸縮型噴嘴進行流場分析,壓力云圖及速度云圖如圖4與圖5所示。
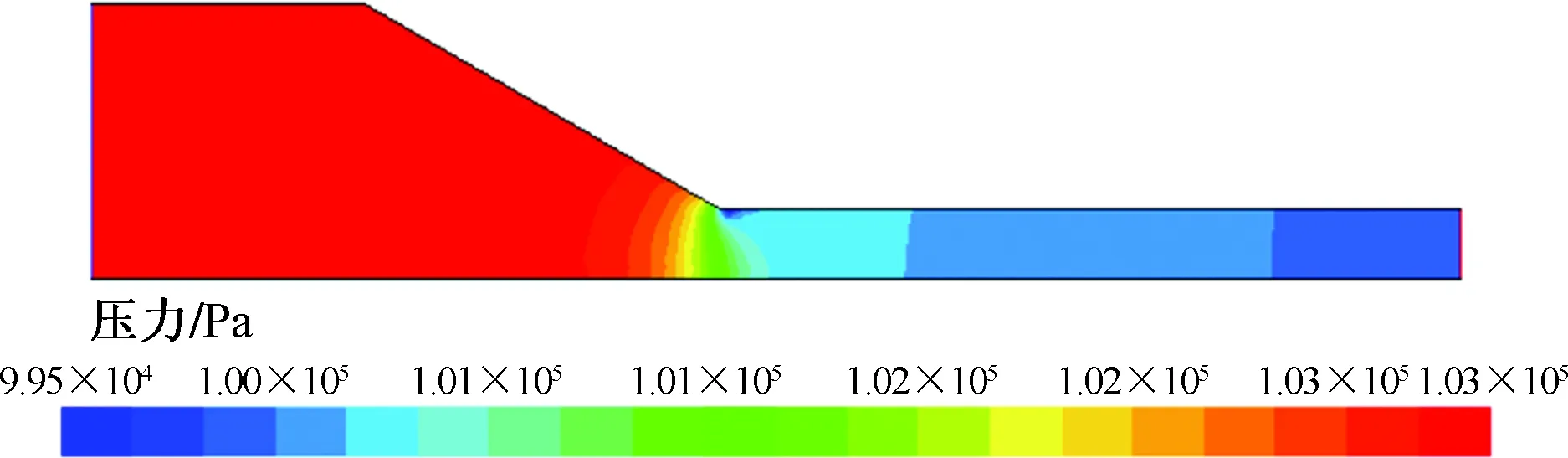
圖4 壓力云圖Fig.4 Pressure cloud map
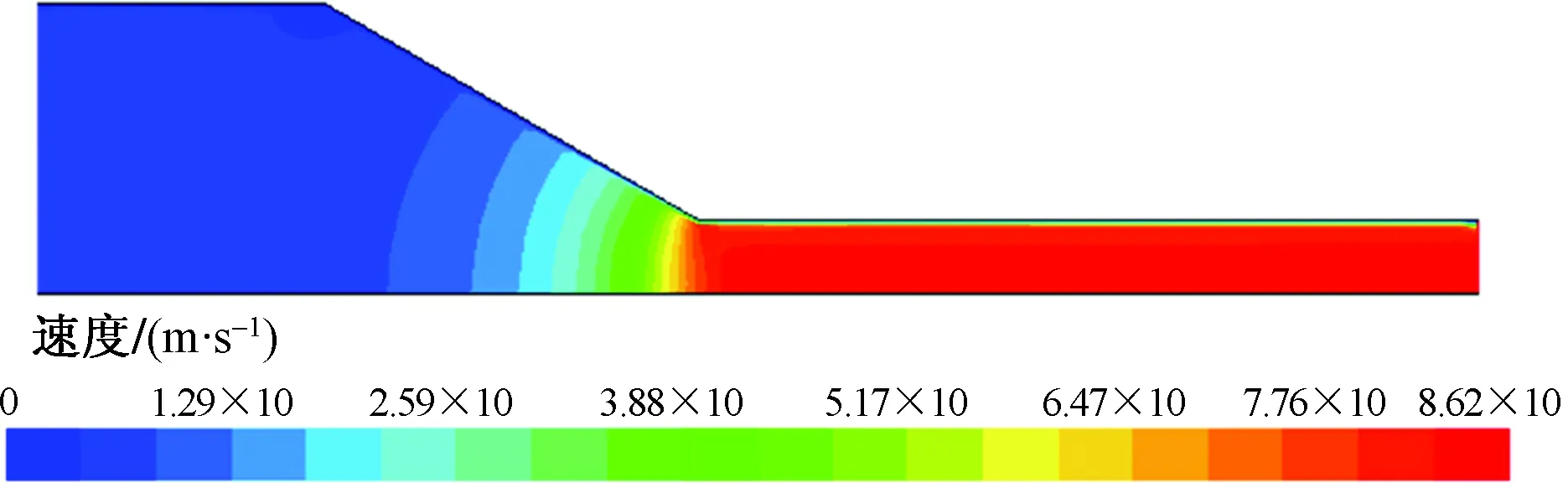
圖5 速度云圖Fig.5 Speed cloud map
由圖4可知,噴嘴入口段壓力分布較均勻,收縮段與出口段交界面處壓力變化較劇烈,出口段管徑縮小導致其內部壓力變化梯度較大。
由圖5可知,噴嘴入口段及出口段速度分布較均勻,入口處管徑較大,因此速度較小,出口段管徑縮小,從而使速度急劇增加;收縮段速度變化梯度較大,受漸縮段管徑逐漸縮小的影響,速度沿軸向方向呈現層狀分布。
為直觀地觀察噴嘴內部壓力及速度的變化規律,繪制噴嘴軸向壓力及速度變化曲線如圖6與圖7所示。
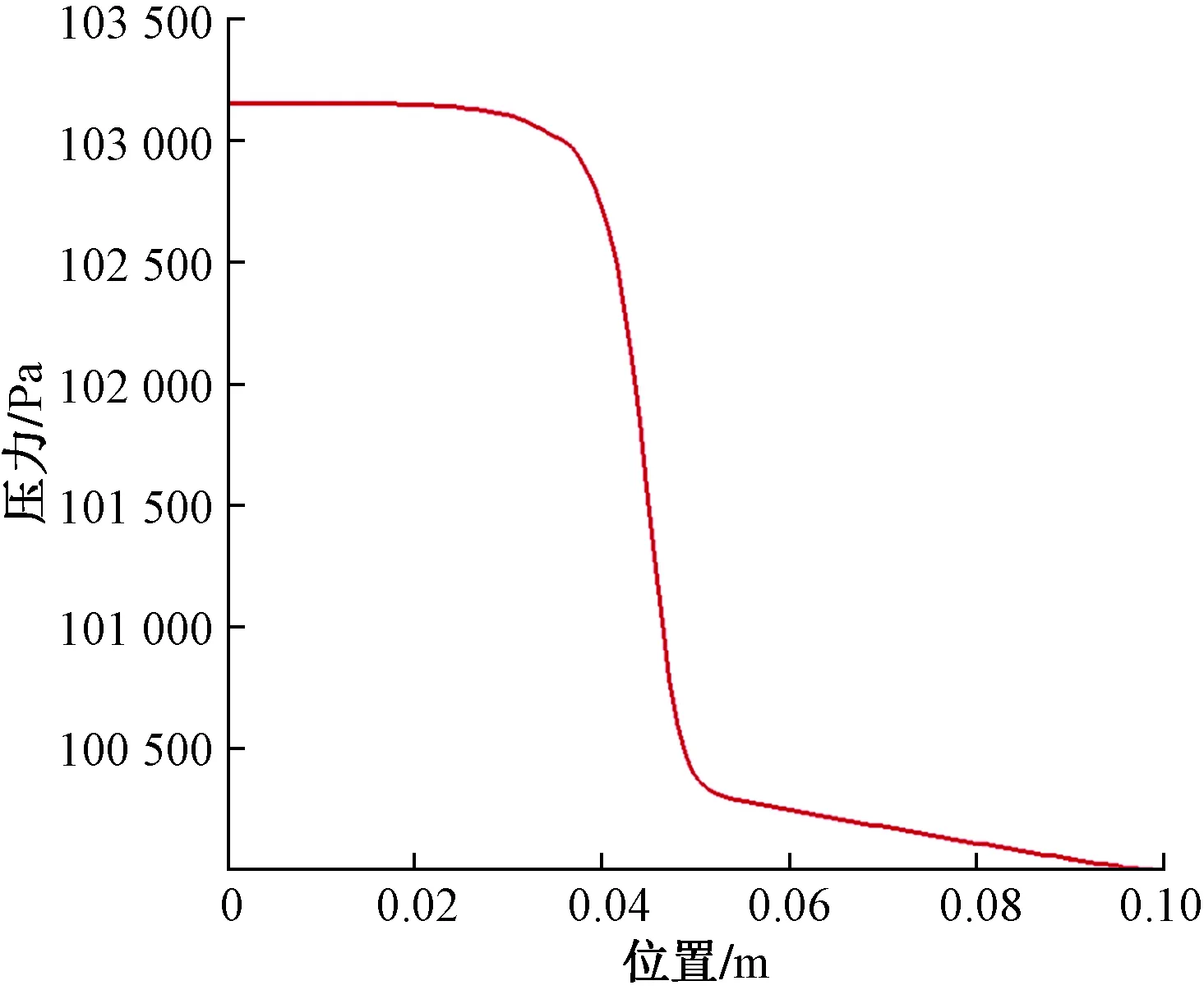
圖6 軸線壓力變化曲線Fig.6 Axis pressure change curve
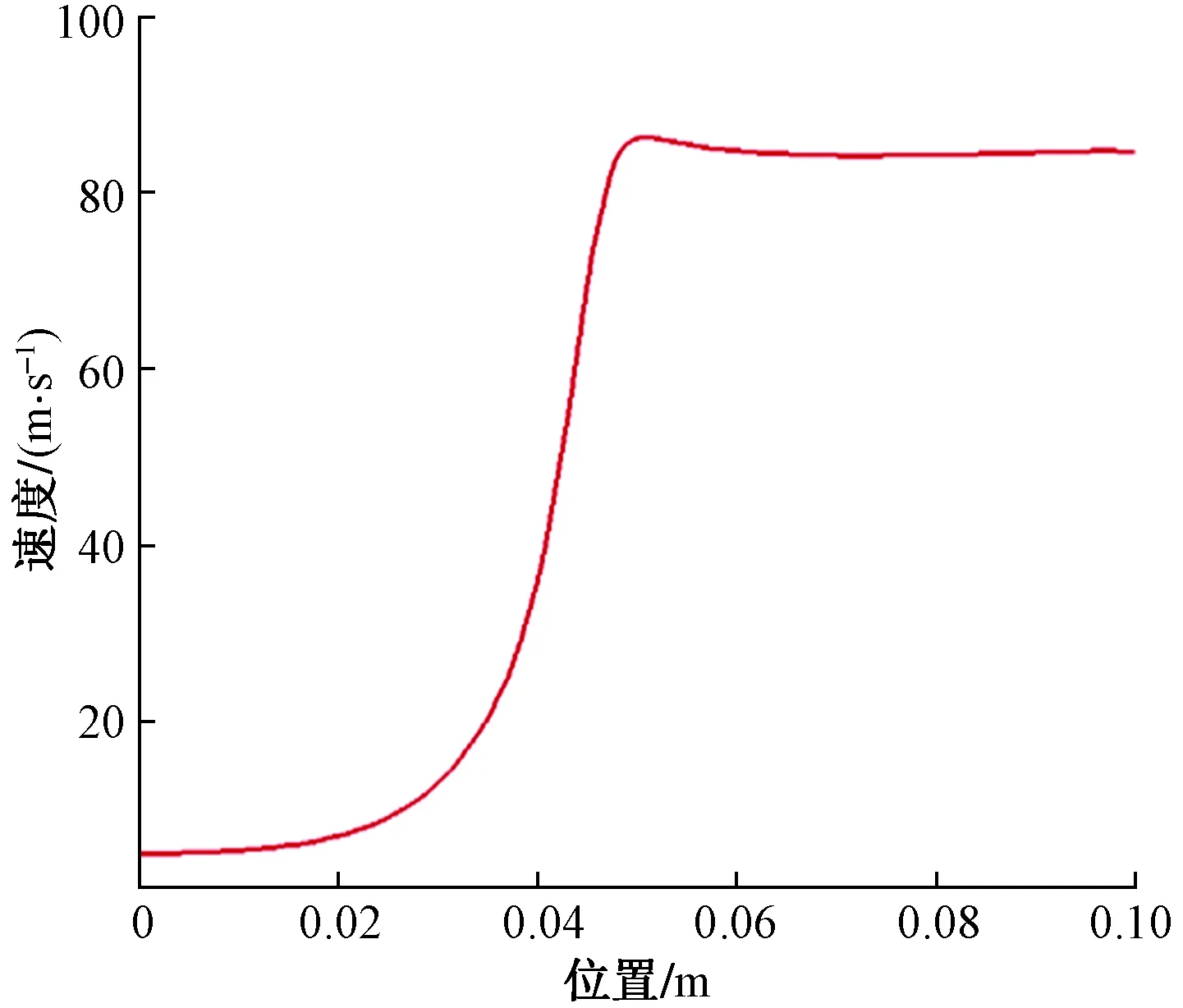
圖7 軸向速度變化曲線Fig.7 Axial velocity change curve
由圖6可知,噴嘴入口段至收縮段中部位置(0~0.03 m)壓力值基本保持不變,近似穩定在1.031×105Pa;由于噴嘴收縮段管徑逐漸減小的原因使收縮段中部至收縮段出口附近(0.03~0.05 m)的速度迅速降低,由1.031×105Pa降低至1.005×105Pa;由于噴嘴出口段管徑縮小的原因,噴嘴收縮段末端至噴嘴出口(0.05~0.1 m),速度仍呈現降低的趨勢,根據收縮段與出口段速度降低的曲線斜率可知,出口段速度降低的速度遠小于收縮段。
由圖7可知,噴嘴入口段(0~0.02 m)速度變化梯度較小,基本穩定在4 m·s-1;噴嘴收縮段(0.02~0.044 m)速度變化梯度較大,呈迅速增加的趨勢,并且在距收縮段出口的0.044 m處取得速度最大值,值為84 m·s-1;噴嘴收縮段與出口段交界處附近至出口處(0.044~0.1 m),速度略微較小后保持恒定。
4.2 沖蝕分析
固體顆粒對氣動噴砂噴嘴壁面的沖蝕程度可用沖蝕率進行定義[15]。沖蝕率的本質為單位時間內固體顆粒對壁面金屬材料的切削作用。由材料沖蝕的機理可知[16],固體顆粒在流體的帶動下以很高的沖擊速度撞擊到材料表面,從而形成較為嚴重的沖蝕基坑,小直徑顆粒由于質量較小會脫落到流場內,隨著流體的湍動作用繼續流動,大直徑顆粒直徑由于質量較大的原因,部分顆粒會滯留在材料表面,削弱后續顆粒對材料的沖蝕作用。顆粒對材料的沖蝕過程如圖8所示。

圖8 顆粒沖蝕過程示意圖Fig.8 Schematic diagram of particle erosion process
設定顆粒粒徑為0.2 mm,顆粒質量流率為0.001 kg·s-1,以收縮角度為30°的漸縮型噴嘴為例分析顆粒對壁面的沖蝕現象,沖蝕云圖如圖9所示。
2018年11月5日消息,天貓方面宣布,天貓超市一小時達已接入餓了么配送,首批已覆蓋北京、上海、廣州、深圳、杭州、武漢、福州、成都等全國八大城市,陸續還將接入更多城市。據了解,天貓超市一小時達目前已開進北京、上海、成都、杭州、武漢、重慶、廣州、深圳等全國21個城市并鋪設了近400個前置倉,同時和北京、杭州共45家便利店合作。天貓超市一小時達負責人劉文博表示,“雙方的合作將不斷滿足消費者對于快消品以及生鮮產品的剛性需求,同時借助店商一體的升級路徑,為提高配送效率以及精準用戶營銷,提供了更多的想象空間。”
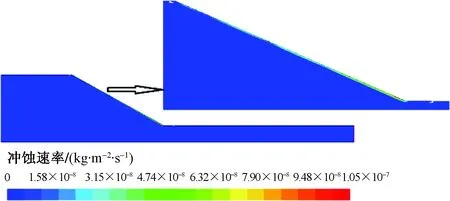
圖9 沖蝕云圖Fig.9 Erosion cloud map
由圖9可知,氣動噴砂噴嘴的沖蝕區域主要集中在收縮管及收縮管與出口段交界處,且在交界面處取得沖蝕速率最大值,為1.05×10-7kg·m-2·s-1;噴嘴入口段與出口段沖蝕情況較小,可忽略不計。
4.3 收縮角度對沖蝕的影響
計算時保持噴嘴收縮段與出口段總長度恒定,通過改變收縮角度,對粒徑為0.1~1.2 mm的顆粒在30°、45°、60°收縮角度條件下的顆粒運動特性進行仿真計算。基于材料沖蝕理論,對顆粒撞擊壁面較嚴重的區域進行分析,從而得到沖蝕最嚴重的位置。顆粒沿壓力入口徑向均勻分布,運用Lagrange法對其運動軌跡進行追蹤。顆粒運動軌跡如圖10所示。

圖10 不同收縮角度的顆粒運動軌跡Fig.10 Particle motion trajectory at different taper angles
以粒徑為0.1 mm的顆粒為例進行分析。
由圖10可知,固體顆粒垂直于噴嘴入口端面射入流場,噴嘴入口段內顆粒分布較為均勻,且沿軸向平行流動,由于氣動噴砂噴嘴壁面為剛性材料,使得固體顆粒撞擊到壁面后發生彈射現象;通過對比不同收縮角度下的顆粒運動軌跡可知,隨著收縮角度的增加,顆粒撞擊噴嘴內壁的次數在增加,從而使得噴嘴內壁受顆粒的沖蝕作用增強;30°收縮角度的噴嘴沖蝕區域集中在收縮段出口及出口段交界處,60°收縮角度的噴嘴沖蝕區域主要集中在收縮段入口處,即隨著收縮角度的增加,噴嘴沖蝕區域由收縮段出口向收縮段入口處逆向發展。
4.4 顆粒粒徑對沖蝕的影響
由沖蝕速率計算表達式可知,顆粒粒徑的大小是影響噴嘴沖蝕的重要因素之一。顆粒粒徑越小,自身慣性力就越小,因此其受連續相的氣動阻力影響相對較大;隨著顆粒粒徑的增加,顆粒自身慣性力增加,從而使固體顆粒攜帶較大沖擊能撞擊收縮段壁面造成沖蝕磨損。以三種不同收縮角度的噴嘴為研究對象,取顆粒粒徑分別為0.2、0.4、0.6、0.8、1、1.2 mm進行仿真分析。不同粒徑的噴嘴最大沖蝕速率變化情況如圖11所示。

圖11 不同粒徑的最大沖蝕速率變化規律Fig.11 Variation law of the maximum erosion rate of different particle sizes
由圖11可知,氣動噴砂噴嘴的最大沖蝕速率隨顆粒粒徑的增加呈現先下降后上升的“U”形變化趨勢;不同收縮角度的噴嘴最大沖蝕速率變化規律近似相同,但隨著收縮角度的增加,噴嘴最大沖蝕速率最低點存在滯后現象,即30°噴嘴的最大沖蝕速率在粒徑為0.8 mm時取得最小值,45°噴嘴的最大沖蝕速率在粒徑為0.6 mm時取得最小值,60°噴嘴的在顆粒粒徑為0.4 mm處取得最小值。
4.5 顆粒質量流率對沖蝕的影響
由圖12可知,噴嘴最大沖蝕速率隨顆粒質量流率的增加呈現先升后降再升的往復變動趨勢;但從總體趨勢上看,噴嘴最大沖蝕速率隨顆粒質量流率的增加逐漸增大,但并不呈現線性關系;顆粒數量的增加,增大了顆粒撞擊噴嘴內壁面的頻率及概率,但與此同時顆粒間的相互碰撞造成的能量損失也隨之增加,一定程度上減輕了固體顆粒對噴嘴內壁面的沖蝕,因此噴嘴的沖蝕速率隨顆粒質量流率的變化才出現往復變動的現象。
5 結論
基于流體力學理論,采用DPM模型,運用Fluid Flow軟件對漸縮型氣動噴砂噴嘴內壁面的沖蝕現象進行了仿真模擬,得到以下結論。
(1)噴嘴沖蝕區域主要集中在收縮管及收縮段與出口段交界面處;隨著收縮角度的增加,沖蝕集中區域沿收縮段出現后移現象。
(2)噴嘴內壁面最大沖蝕速率隨著顆粒粒徑的增加呈現先下降后上升的“U”形變化趨勢,并且隨著收縮角度的增加,最大沖蝕速率最低點出現滯后現象。
(3)隨著顆粒質量流率的增加,噴嘴最大沖蝕速率呈上升趨勢,但并不呈線性關系。